20000 m3/h空分设备电控仪控系统故障处理措施
2015-03-15周金城
周金城
(马鞍山钢铁股份有限公司气体销售分公司,安徽马鞍山243011)
制氧
20000 m3/h空分设备电控仪控系统故障处理措施
周金城
(马鞍山钢铁股份有限公司气体销售分公司,安徽马鞍山243011)
针对马钢20000 m3/h空分设备在电控仪控系统故障时存在问题,采用针对性空分设备操作方法与改进完善空分设备相关电控仪控系统,保证设备安全稳定。文章介绍了20000 m3/h空分设备在高压电网波动、膨胀机油泵电控故障、分子筛吸附器电加热器故障、DCS系统失电故障、液氧泵误跳机、电磁阀故障时现象,阐述了采取的处理措施及效果。
空分设备;卸载;跳机;温度;压力;液位
1 引言
马鞍山钢铁股份有限公司(以下简称马钢)20000 m3/h空分设备由杭氧设计、制造。该空分设备采用氮水预冷、分子筛吸附净化、空气循环增压、液氧内压缩、全精馏制氩流程及DCS系统控制。该空分设备流程简图如图1所示。
2013年,20000 m3/h空分设备电控仪控系统发生多起故障,影响设备安全稳定运行。为此,对该空分设备发生过的电控仪控系统故障现象进行了分析,并采取了有效处理措施。
2 高压电网波动
2.1 故障现象
2013年5月7日11:07,20000 m3/h空分设备因高压电网波动系统跳机。空分设备系统跳机时,各单元设备状态如下:
2.1.1 氮水预冷系统、分子筛吸附器、主换热器
空分设备系统跳机时,氮水预冷系统冷却水泵、冷冻水泵仍在运行,空冷塔压力为0.412 MPa且持续下降。空冷塔与水冷塔液位均升至高报警值。
DCS系统控制画面中分子筛吸附器再生时间计时器仍在计时,其再生程序仍在进行。
主换热器热端抽取2股污氮气,分子筛吸附器再生污氮气与进水冷塔污氮气温度均低于-1.2℃且持续下降。分子筛吸附器再生污氮气调节阀V1226与进水冷塔污氮气调节阀V107均保持运行时阀门开度。
主换热器热端抽取氮气温度小于5℃,氮气放空阀V105全开。增压透平膨胀机膨胀端进气温度小于-133℃低报警值,开膨胀机吹除阀,残留膨胀空气气液夹带现象严重。
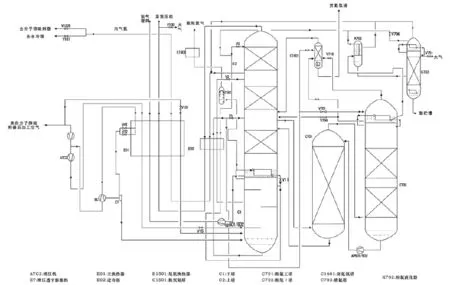
图1 20000 m3/h空分设备流程简图
2.1.2 低温液体泵与压缩机
空分系统跳机时,液氧泵随之跳机,但液氧泵变频器调节器与回流阀均保持运行时状态,循环粗氩泵仍在运行。
空压机跳机后,进口导叶关至6.1%,未能全关。空气增压机跳机后,增压机I段进口导叶自动全关,Ⅱ段进口导叶开度仍为运行时开度。增压机I、II段气闭式回流阀的电磁阀失电,但DCS系统控制画面中回流阀开度指示仍为运行时开度。
2.2 处理措施及效果
2.2.1 氮水预冷系统、分子筛吸附器、主换热器
手动停运冷却水泵、冷冻水泵。同时修改水泵仪控系统联锁值,将空冷塔与冷却水泵、冷冻水泵压力联锁值改为0.415 MPa,在空冷塔压力小于0.415 MPa,冷却水泵、冷冻水泵跳机,避免因空冷塔水位过高,分子筛吸附器进水。
手动投运分子筛吸附器运行暂停开关,停止分子筛吸附器再生时间计时器计时与再生程序进行,同时保持分子筛吸附器吸附与再生时相关阀门状态。
全关分子筛吸附器再生污氮气调节阀V1226、进水冷塔污氮气调节阀V107、氮气放空阀V105。避免上塔低温气体未经主换热器正流空气复热,进入冷箱外常温碳钢管道,使碳钢管道冻裂。
开启液氧泵出口管道上的排液阀,排放主换热器液氧通道液氧,避免主换热器内残存返流液氧与残留正流中压增压空气换热,中压增压空气液化,使膨胀机膨胀端进气温度小于低报警值。
同时改进空分设备仪控系统:在空分设备跳机,冷箱故障联锁投运60 s后,分子筛吸附器再生污氮气调节阀V1226与进水冷塔污氮气调节阀V107自动全关。避免空分设备跳机时,主换热器热端温度低于0℃,冷量进入常温碳钢管道。同时V1226、V107阀门在空分设备跳机60 s后全关,不使上塔压力瞬间升高,保证设备安全。
2.2.2 低温液体泵与压缩机
将液氧泵变频器与回流阀调至停机状态。手动停运循环粗氩泵,避免粗氩II塔塔釜液体过多输入上塔,主冷液位高,冷开车调纯时间长。同时改进循环粗氩泵仪控系统,在空分设备跳机,冷箱故障联锁处于投运状态,循环粗氩泵自动停运。
将空压机进口导叶智能定位器调至自动校验档,对进口导叶进行自行校验,使导叶开度低于0.5%。避免空压机带载启动,主电机电流大,启动失败。
手动关增压机II段进口导叶,将增压机I、II段回流阀阀位指示调至100%,保证增压机启动安全。同时改进增压机仪控系统,在增压机正常停机或故障跳机时,增压机Ⅱ段进口导叶自动全关。
以上处理措施实施后,效果较好,保证了设备停机与启动安全。
3 膨胀机油泵电控故障
3.1 故障现象
2013年7月18日15:45,20000 m3/h空分设备膨胀机油泵因电控低压电网波动,油泵跳泵,膨胀机因油压降至联锁值跳机,造成空压机与增压机卸载、液氧泵跳机、冷箱故障联锁,但氮压机仍处于运行状态。
膨胀机跳机后,膨胀机膨胀端与增压段轴承温度持续下降,膨胀端轴承温度最低降至-12.7℃,增压端轴承温度降至4.3℃。
3.2 处理措施及效果
3.2.1 膨胀机跳机后,因油泵未运行,冷量扩散至膨胀机膨胀端与增压端轴承处,造成轴承温度低,故采取以下措施:
全关膨胀机进出口阀门、开膨胀机吹除阀,调节膨胀机密封气压力,不使膨胀机膨胀端与增压端轴承温度持续下降。
膨胀机油泵电控故障处理完毕,启动膨胀机油泵,对膨胀机进行单体加温。将膨胀机增压端、膨胀端轴承温度升至25℃,大于轴承温度低报警值。
同时通过技术改造,将膨胀机油泵电机改为双回路供电方式,为油泵电机增设1台双电源切换装置,双回路供电可在4 s自动切换完成,在低压电网波动时,油泵运行正常。
3.2.2 手动紧急停运氮压机。同时改进氮压机仪控联锁条件:将冷箱故障联锁作为氮压机启动、运行条件。在冷箱故障联锁处于投运状态时,运行状态氮压机跳机,停运状态氮压机不能启动。使空分设备在故障跳机时,氮压机自动停机。
以上处理措施实施后,膨胀机、氮压机启动运行安全稳定,效果明显。
4 分子筛吸附器电加热器故障
4.1 故障现象
2013年7月16日,处与运行状态20000 m3/h空分设备1#分子筛吸附器加热、2#分子筛吸附器吸附,再生污氮气出电加热器出口温度最高值为136℃,低于正常运行值175℃。DCS系统控制画面中电加热器运行反馈信号正常。
通过电控人员检查得知:分子筛吸附器电加热器由5组电加热器单元构成,其中第1、2、3、4组电加热器在接触器控制下运行正常,第5组电加热器在调功柜控制下因断路器故障,第5组电加热器未能投运,分子筛吸附器电加热器总功率降低,造成再生污氮气出电热器温度低于正常运行值。
4.2 处理措施及效果
4.2.1 鉴于1#分子筛吸附器加热运行时间已达4400 s,再经600 s加热结束进入冷吹阶段,故在1#分子筛吸附器进入冷吹阶段后,将故障状态电加热器切换至正常备用电加热器,由电控人员对故障状态电加热器进行检查处理。
4.2.2 1#分子筛吸附器因加热阶段再生污氮气温度低,冷吹阶段峰值为87℃,低于正常冷吹峰值118℃,再生不完全,作如下操作:
在1#分子筛吸附器吸附、2#分子筛吸附器加热时,手动对20000 m3/h空分设备进行变负荷操作,即减少加工空气量与产品产量,降低1#分子筛吸附器吸附负荷。同时增加进入水冷塔污氮气与氮气流量,降低空冷塔出口加工空气温度。
根据2#分子筛吸附器在冷吹阶段冷吹峰值已达118℃,冷吹后期温度值已低于30℃低报警值,2#分子筛吸附器已再生完全工况,将冷吹时间由7100 s减至6200 s,缩短因电加热器故障再生不完全的1#分子筛吸附器吸附时间,避免分子筛吸附器出口加工空气中二氧化碳含量升高。
同时改进分子筛吸附器仪控系统,增设再生污氮气出电加热器温度低报警值,使之及时发现故障。
分子筛吸附器电加热器故障处理完毕,效果显著,设备运行工况正常。
5 DCS系统失电故障
5.1 故障现象
2013年6月25日0:03,20000 m3/h空分设备DCS系统电源柜进线失电,空分设备DCS系统4台操作站全部黑屏,空分设备系统跳机。
20000 m3/h空分设备系统跳机后,经对空分设备现场检查,空压机、增压机与氮压机跳机后其辅助油泵均未启动,膨胀机油泵处与停运状态。空冷塔、水冷塔现场翻板液位计满量程,水冷塔溢流管有冷却水溢出。出冷箱2股污氮气与氮气常温碳钢管道有结霜现象,氮气放空阀V105处有气流声音。
5.2 处理措施及效果
5.2.1 通知电控人员在电控柜中启动空压机、增压机、氮压机辅助油泵及膨胀机油泵。同时,通知电控人员停送冷却水泵、冷冻水泵、中压液氧泵、循环粗氩泵、分子筛吸附器电加热器电源,使其处于停机状态。
开启空冷塔、水冷塔塔釜排水阀,将空冷塔、水冷塔液位降至现场翻板液位计50%量程指示。同时全关2台冷却水泵进水阀,避免0.45 MPa循环冷却水经冷却水泵进入空冷塔,空冷塔水位高,分子筛吸附器进水。
在设备现场将污氮气进水冷塔与分子筛吸附器的气动薄膜调节阀V107、V1226及氮气放空阀V105手动全关,避免上塔低温气体进入常温碳钢管道。
开启污氮气、氮气进过冷器前吹除阀,调节上塔压力,避免上塔超压,安全阀起跳。全关液氧、液氮、液氩产品进低温贮槽前手动输送阀,避免液体贮槽污染。
5.2.2 DCS系统进线柜故障处理完毕,启动空分设备DCS系统4台操作站。通过分析1#、2#分子筛吸附器在DCS系统失电前温度、压力工艺参数历史趋势图,确认1#分子筛吸附器吸附、2#分子筛吸附器再生时间,将再生计时器时间恢复至故障前计时器记录时间。同时,将1#、2#分子筛吸附器阀门调至相对应状态,查阅DCS系统操作站空分设备相关工艺参数,将空分设备各单元设备调至正常停机状态。
随即空分设备进行冷开车,设备启动安全、运行稳定。
6 液氧泵误跳机
6.1 故障现象
2013年6月18日13:49,对20000 m3/h空分设备精馏工况进行调节,在主冷液位降至低报警值时,处于正常运行状态OP601液氧泵与低速惰转冷备状态OP602液氧泵同时跳机,造成空压机与增压机卸载、膨胀机跳机、冷箱故障联锁。
通过对设备仪控系统检查得知:20000 m3/h空分设备主冷液位仪控逻辑联锁条件设置不合理,即主冷液位低报警值在仪控逻辑联锁中,同时作为液氧泵启动、运行联锁条件。在主冷液位降至低报警值时,停机状态液氧泵不能启动,运行状态液氧泵跳机,使运行与低速惰转状态2台液氧泵同时跳机。
6.2 处理措施及效果
修改主冷液位对液氧泵仪控逻辑联锁条件:将主冷液位低报警值作为液氧泵启动联锁条件,主冷液位低低联锁值作为液氧泵运行联锁条件。在主冷液位高于低报警值时,停机状态液氧泵方可以启动,主冷液位降至低低联锁值时,运行状态液氧泵跳机。不使液氧泵误跳机相同故障发生。
设备运行至今,在主冷液位降至低报警值时,液氧泵运行稳定,效果显著。
7 电磁阀故障
7.1 故障现象
2013年6月6日13:40,正常运行20000 m3/h空分设备增压机I段出口压力低报警,随即膨胀机跳机,增压机与空压机卸载,液氧泵跳机,冷箱故障联锁。
通过对增压机运行参数分析得知:增压机I段出口压力在23 s内由正常运行1.75 MPa降至0.9 MPa,膨胀机因进气压力降至联锁值跳机,又因为膨胀机跳机造成增压机与空压机卸载、液氧泵跳机、冷箱故障联锁。
通过对增压机I段进口导叶与回流阀检查得知:因增压机I段气闭式回流阀的电磁阀故障失电,造成增压机I段回流阀瞬间全开,增压机I段出口压力下降。
通过对拆卸的故障电磁阀检查得知:电磁阀因运行时间长,电磁阀电器元件老化,造成电磁阀故障失电。
7.2 处理措施及效果
仪控人员更换增压机I段回流阀的电磁阀,为保证设备稳定运行,同时更换增压机II段回流阀的电磁阀。
鉴于马钢20000 m3/h空分设备已运行10年,空分设备电磁阀故障率逐年增加,现已安排仪控人员有计划对空分设备重要阀门的电磁阀分批次定期更换,降低空分设备电磁阀故障率。
20000 m3/h空分设备运行至今,未发生电磁阀故障,效果明显。
8 结束语
针对20000 m3/h空分设备在电控仪控系统故障时各单元设备具体状态,根据20000 m3/h空分设备工艺流程特点,对设备采用有效操作方法与改进完善相关电控仪控系统,保证空分设备停机、启动、运行安全稳定。
Troubleshooting M easures for the Electrical and Instrum ental Control System s of 20000 m3/h Air Separator
ZHOU Jincheng
(The Gases Sale Company of Maanshan Iron and Steel Co.,Ltd.,Maanshan,Anhui 243011,China)
Regarding the problems in the electrical and instrumental control systems of the 20000 m3/h air separator at MaSteel,relevant operation method was adopted and related electrical and instrumental control systems were optimized,to ensure safe and stable operation of the equipment.Performance of the 20000 m3/h air separator under abnormal conditions of HV power grid fluctuation,troubles in the electrical control system of expander oil pump and the electrical heater of molecular sieve absorber,power shutdown in the DCS system,faulty tripping of liquid oxygen pump and electromagnetic valve problem are introduced;treatment measures adopted and their results are described.
air separator;unload;tripping;temperature;pressure;liquid level
TB657.7
B
1006-6764(2015)02-0015-04
2014-10-27
周金城(1971-),男,1994年毕业于马钢职工大学制氧专业,制氧高级技师,现从事制氧机操作维护工作。
