基于VERICUT的数控加工仿真验证
2015-03-15刘东晓张传峰
刘东晓,董 晓,张传峰
(1.中航工业洛阳电光设备研究所,河南 洛阳 471009;2.洛阳天浩泰轨道装备制造有限公司,河南 洛阳 471002)
基于VERICUT的数控加工仿真验证
刘东晓1,董晓1,张传峰2
(1.中航工业洛阳电光设备研究所,河南 洛阳 471009;2.洛阳天浩泰轨道装备制造有限公司,河南 洛阳 471002)
摘要:UG软件加工模块生成的刀轨需要通过后置处理转化为数控机床可以识别的G代码,才可以被不同数控系统的机床所识别。由于数控系统不同,机床结构不同,使得不同机床的后置处理差异很大。通过应用数控加工仿真技术,可在实验室对UG软件加工模块产生的G代码的正确性进行验证,模拟数控程序加工和机床运行来减少实际切削加工,并提高加工效率,优化切削参数。数控加工仿真是虚拟制造的基础技术之一,在基于VERICUT环境对UG加工模块切削刀轨仿真、验证和优化的基础上,阐明了全过程数控加工仿真优化的概念,并探讨了其特点和优点,指明了VERICUT软件在实现制造业信息化方面的作用和意义。
关键词:VERICUT环境;UG;加工仿真;优化
随着制造技术的不断进步,现代制造技术逐渐向集成化发展,利用仿真加工,可以消除数控加工程序中的错误,如切伤工件、损坏夹具、折断刀具和碰撞机床等;可以减少机床的加工时间,减少实际的切削验证,使其完美地完成第1个工件成为可能;可以减少废品和重复工作,大幅度提高加工效率,改善加工质量,并降低生产成本,对现代制造业的发展具有重要意义。
VERICUT软件是美国CGTech公司开发的基于Windows以及UNIX系统平台的程序验证、机床模拟和程序优化软件。VERICUT软件能仿真机床行为和它的控制器,能够真实反应数控编程的刀具运动轨迹、工件过切情况和刀具、夹具运动干涉等错误,甚至可以直接代替实际加工中试切的工作;同时,VERICUT软件的优化功能,可以根据加工材料、机床参数对数控加工程序进行优化,大大提高机床加工效率,减少不适当参数对机床的损伤[1]。
本文将结合实际工作中使用VERICUT软件的情况,对VERICUT软件在验证机床后置处理、仿真数控程序等方面的应用做相应介绍。
1应用VERICUT软件验证机床后置处理
1.1应用VERICUT软件制作机床
数控机床的控制器不同,所使用的NC程序格式就不一样。在NX CAM中生成零件加工刀轨,但刀轨数据不能直接驱动机床,应经过处理转换成特定机床控制器能接受的NC程序格式,这一过程就是后处理。
传统上,制作新机床的后置处理应在机床上不断试切、纠错和修改后置处理,大量占用机床加工时间,同时不完善的后置处理极易造成机床碰撞、干涉,对机床安全影响很大。
VERICUT软件能仿真机床行为和它的控制器,能够真实反应加工过程中遇到的各种问题,使验证后置处理的工作就变得及其简单,包括:1)通过VERICUT软件,按机床实际尺寸与控制系统搭建机床;2)编制具体零件加工数控程序,应用VERICUT软件验证后置处理正确性。
本文以MAHO 60P机床为例,说明VERICUT软件制作机床的过程。在UG软件里确定工作坐标系(坐标系原点在C工作台上表面中心,X、Y、Z轴正方向符合右手定则),安装机床部件实际尺寸建立MAHO 60P机床模型(见图1a);将部件Base、A、C、X、Y、Z和Spindle分别转换为stl格式文件,在VERICUT软件里新建名为60P的Project,建立机床结构树(见图1b),分别按部件Base、A、C、X、Y、Z和Spindle输入stl格式的零件结构,保存名为60P的机床(见图 1c);最后设定机床控制系统为heimplus。

图1 VERICUT软件制作MAHO 60P机床
对于另一类旋转矢量为(0,-1,1)的非正交机床MAHO 50V,应用VERICUT软件建立机床模型的步骤为:1)收集分析MAHO 50V机床各个部件之间的运动关系;2)收集机床部件之间相对位置关系。在UG建模模块中根据收集的MAHO 50V机床各部件的相对位置关系与结构尺寸,建立MAHO 50V机床的整体模型,再分别按部件Base、A、C、X、Y、Z和Spindle等输出stl格式的文件,在VERICUT软件中根据机床运动关系搭建零件模型,注意该机床采用45°斜面达到工作台的立卧转换,即该机床的B轴绕矢量(0,-1,1)旋转,并且B轴旋转中心与C工作台中心有偏移,在VERICUT软件中组建机床时应把偏移量写入B轴相对于上级组件位置,并相对于坐标系统定位做45°旋转,其机床模型树如图2a所示;选择控制系统为heiplus,制作了MAHO 50V机床(见图2b)。
对于摇篮式机床,例如MIKRON UCP800,应注意A旋转轴与C工作台有偏置距离,应写入其相对于上级组件位置;同理,根据上述制作机床的步骤,制作了Mickron UCP800(见图2c)。
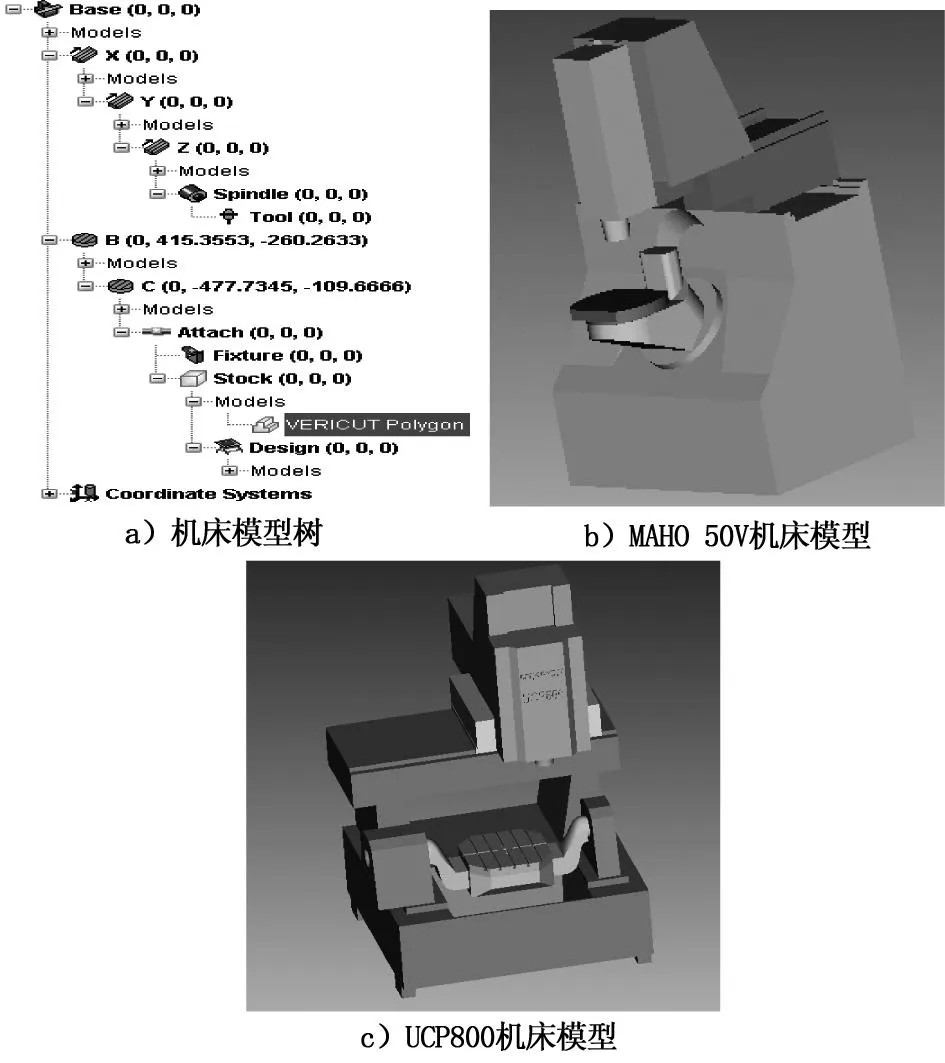
图2 VERICUT软件制作的MAHO 50V与UCP800机床
1.2在VERICUT软件中验证UG后置处理
在UG软件中建立数控加工刀轨,通过UG与VERICUT软件接口,调入机床模型、控制系统和刀具,设置坐标点,以UG后置处理后的G代码为数控程序,验证MAHO 60P后处理的正确性,仿真过程如图3所示。
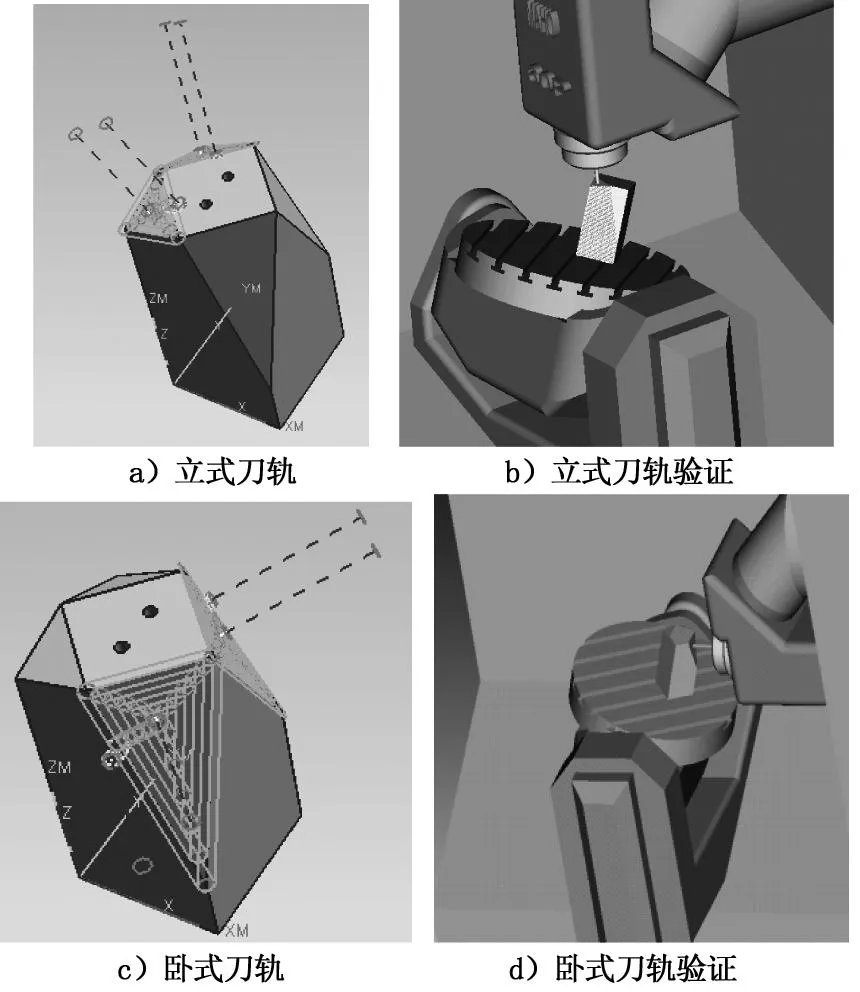
图3 VERICUT软件仿真
为了验证Heidenhain iTNC530系统后置处理的正确性,编制叶轮数控铣削的数控程序,应用VERICUT软件对UCP800机床后置处理进行验证[2-3](见图4)。经验证可知,通过查验VERICUT软件的仿真结果,不断修改后置处理,可以大量减少实际机床切削时间,在实验室完成后置处理的制作,并在实际机床上做出合格的叶轮零件。
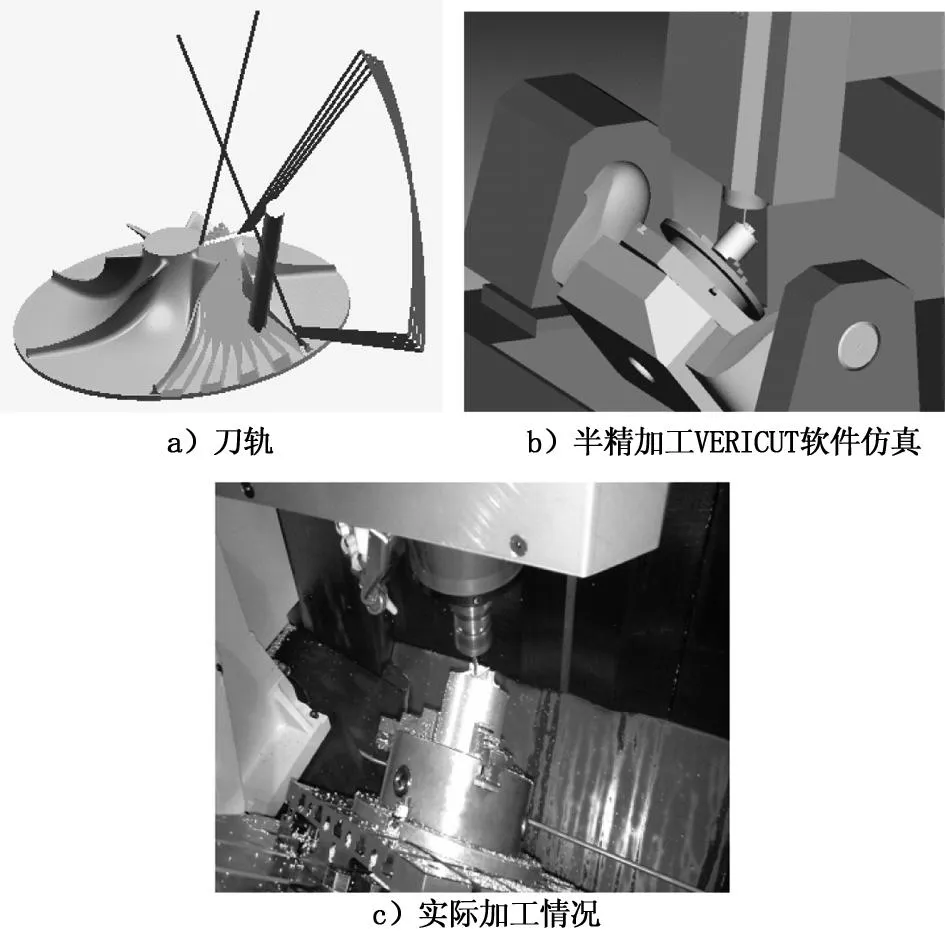
图4 刀轨与VERICUT软件(对UCP 800 机床后置处理)仿真
同理,对上述同一叶轮,编制数控铣削程序,应用VERICUT软件对使用millplus系统的MAHO 50V机床后置处理进行验证,机床仿真情况和实际机床加工情况如图5所示。

图5 刀轨与VERICUT软件(对MAHO 50V 机床后置处理)仿真
2应用VERICUT软件验证UG数控程序
2.1数控程序验证技术
为数控机床生成完美的NC程序是一件复杂的工作。编程人员的最终目标是编制出高效、快速、安全和准确无误的NC加工程序,在这个过程中有许多障碍,而且程序越复杂,出错的可能性就越大。
利用VERICUT软件的NC程序检测技术可以帮助制造者,确保零件加工的准确和安全。
2.2应用VERICUT验证UG数控程序
为验证UG数控程序,首先应在UG软件中做出刀轨。根据零件的装夹方法,建立加工坐标系,对应于装夹的对刀零点。在每个加工坐标系下生成的刀轨分别属于自己的程序组,以便于出程序。根据工件尺寸,选择合适的刀具,然后依零件的几何线条形状,把零件分割成一些封闭的曲线、开放的曲线、腔体和孔等几何元素,分别按平面铣(Planar_mill)、型腔铣(Contour_mill)和钻孔(drill)等加工方式建立刀轨。
加工机床采用瑞士米克朗公司的UCP800五轴数控机床,其采用iTNC530控制系统。首先利用UCP800机床的后处理程序,把制作好的刀轨分程序组制作成后缀名为ptp的数控程序文件,启用UG与VERICUT软件的接口,设置设计件为零件几何体,铸造件为毛胚几何体,对G代码刀轨进行仿真,参数设置如图6所示。
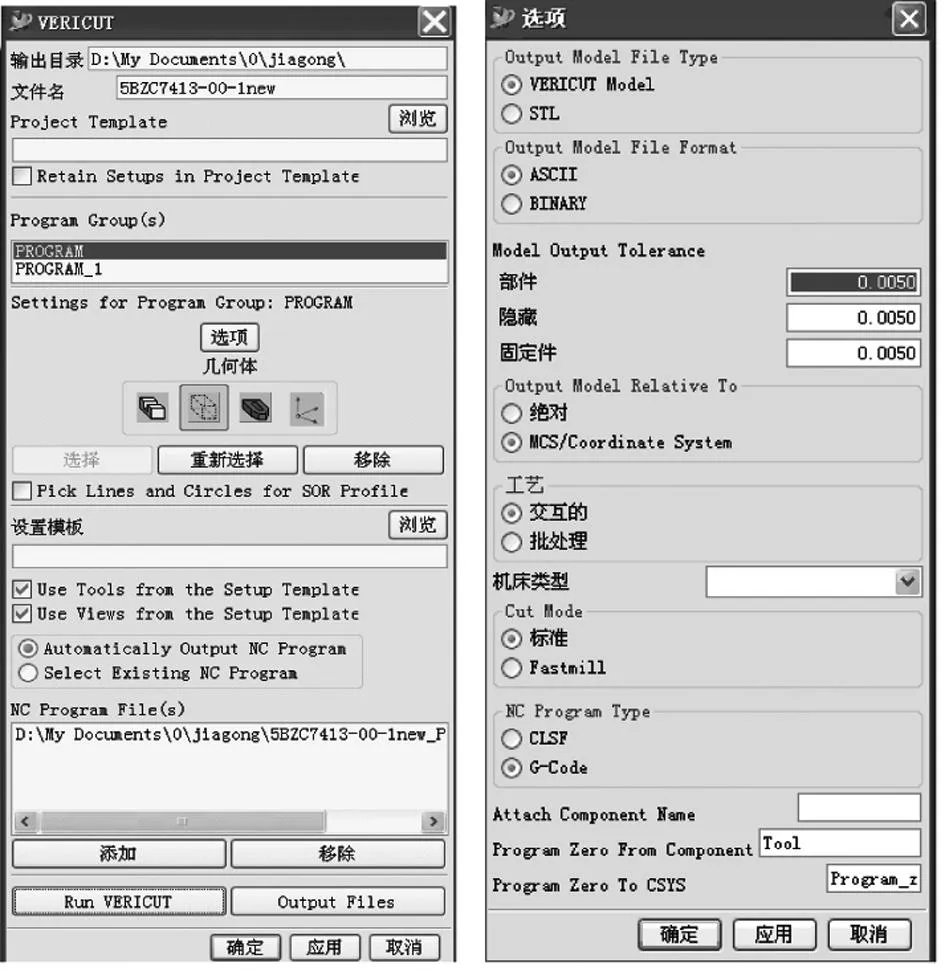
图6 UG与VERICUT软件接口设置与接口选项
启动VERICUT软件,调用机床文件Mikron_UCP8000_Duro.mch,控制系统文件调用hei530.ctl,在“Attach”里添附组件fixture(夹具),分别把预前做好的stl格式的工装1和工装2,用配对的方法安放在机床中合适的位置。Mikron UCP8000 Duro机床VERICUT软件的项目树图如图7所示,其机床-工件图如图8所示。

图7 项目树图 图8 机床-工件图
运行仿真之后,选择VERICUT软件的“分析-自动比对”功能,把>0.05 mm的过切设置为红色,“毛胚组件”栏内选择“Stock”, “图案显示”和“比较方法”选择为“Solid”, “比较类型”选择“Excess”项, 选取“校验图案的一致性”和“保留设计毛胚”,具体设置如图9所示。不同尺寸范围过切与残余颜色设置如图10所示。自动比对结果在窗口显示出加工零件和设计CAD 模型的误差分析图和分析报告(见图11)。
此外,也可以用不同颜色分别代表0.1~0.3 mm过切量Gouge和残留量Excess,对加工刀轨进行仿真,VERICUT软件可以指出出错的程序段,通过重新在UG软件中制作刀轨,反复验证,最后得到符合实际需要的刀轨[4]。而借助于软件中的日志,可以明确地知道每条出错的程序、出错的性质,通过对出错程序进行分析,可以在最短时间内对程序加以完善。
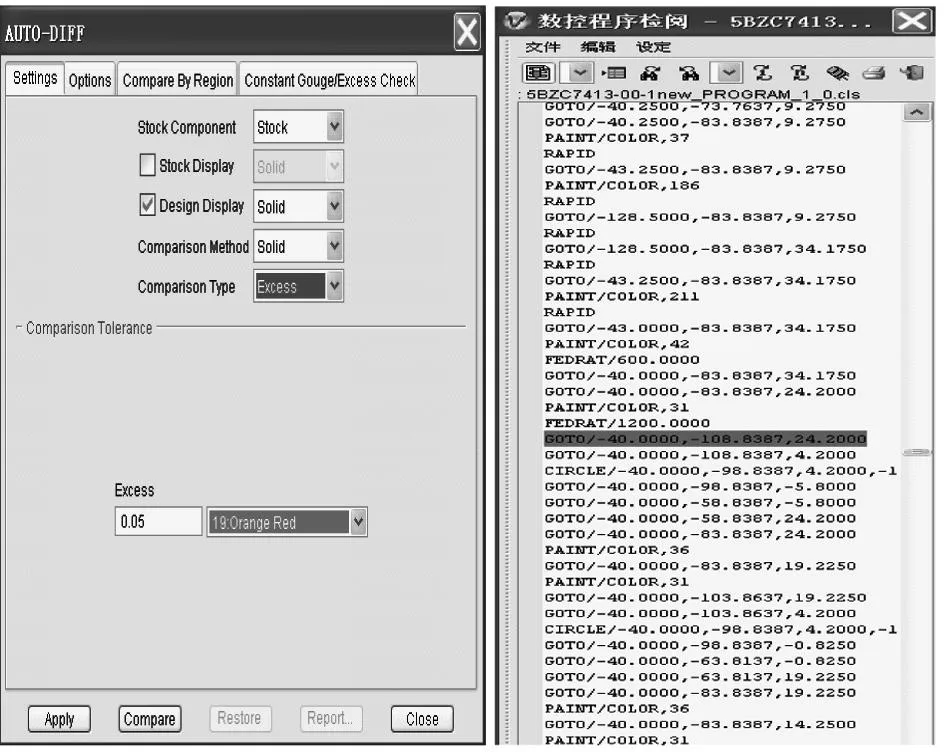
图9 自动比对设置 图10 过切情况与残 余颜色设置
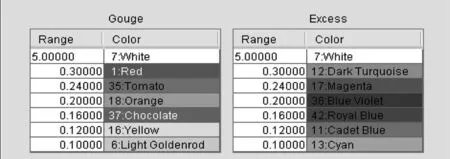
图11 自动比对结果
3结语
在数控加工行业,应用VERICUT软件可以根据实际机床的参数制作虚拟机床,在实验室中验证刀轨,分析数控程序的过切与残留,预见机床的干涉与碰撞,甚至对切削参数进行优化,这在实现制造业信息化方面有重要的作用和深远的意义。
参考文献
[1] 周小春,赵卫东. 基于VERICUT的全过程数控加工仿真研究与应用[J]. 中国制造业信息化,2007(13):35-37,41.
[2] 王林起,张继忠,王晋伟. VERICUT仿真压气机叶轮铣削技术的研究[J]. 铁道机车车辆,2003(s1):74-77.
[3] 杨延波. 整体式叶轮的三维造型及数据加工[J]. 新技术新工艺,2013(10):39-42.
[4] 廖万荣. 基于VERICUT的数控加工程序切削参数优化[J]. CAD/CAM与制造业信息化,2007(8):80-83.
责任编辑彭光宇

The NC Machining Simulation based on VERICUT
LIU Dongxiao1, DONG Xiao1, ZHANG Chuanfeng2
(1.Luoyang Institute of Electro-Optical Equipment, AVIC, Luoyang 471009, China;2.Luoyang Tihot Railway Machinery Manufacturing Co. Ltd., Luoyang 471002, China)
Abstract:The tool path generated by the manufacture module of the UG software can only been identified by the different numerical control system CNC machine through post-builder, which can translate the tool path to G code. The different CNC machine has different post-builder because of its different numerical control system and different machine tool structure. The NC machining simulation technology can validate the correctness of the G code generated by the manufacture module of the UG software in the laboratory, it makes improve processing efficiency and optimize cutting parameters possible by simulating the correct NC program processing, machine tool operating on the base of less actual machining.The NC machining simulation is one of the foundation of the virtual manufacturing technology.Based on VERICUT environment, use its simulation and optimization funnction on the cuuting path maded by UG manufacturing module, clarify the concept of the whole process of NC machining simulation and optimization, discuss its characteristic and advantage, and point out the important function and significance of vericut in the manufacturing informatization.
Key words:VERICUT environment, UG, machining simulation, optimization
收稿日期:2015-07-03
作者简介:刘东晓(1972-),男,工程师,硕士,主要从事机械加工工艺、数控编程与仿真等方面的研究。
中图分类号:V 271.4
文献标志码:A
