HXn5型机车空调电加热管参数优化及工艺研究
2015-03-15张璇,张笋
张 璇,张 笋
(1.江苏联合职业技术学院 常州铁道分院,江苏 常州 213011;2.戚墅堰机车车辆有限公司,江苏 常州 213011)
HXn5型机车空调电加热管参数优化及工艺研究
张璇1,张笋2
(1.江苏联合职业技术学院 常州铁道分院,江苏 常州 213011;2.戚墅堰机车车辆有限公司,江苏 常州 213011)
摘要:电加热管烧毁是HXn5型机车空调机组在运行中出现的主要问题之一。首先对烧毁电加热管进行试验,找出电加热管烧毁的原因;然后对烧毁原因进行分析,得出要解决电加热管烧毁问题,一方面需要对电加热管的参数进行优化,另一方面需要对电加热管的工艺进行改进。在电加热管参数优化设计中,以影响电加热管的主要参数为因子,针对电加热管的表面负荷与表面温度这两个指标,进行DOE优化设计试验,得出最佳参数组合。在电加热管的加工工艺中采取了二次高温去应力处理和U型压扁处理,并将弯管工艺过程中退火机瞬间导电改为延时导电,达到彻底排潮、降低应力的目的。应用证明,利用新参数、新工艺生产的电加热管,能够保证在工况条件下稳定工作,击穿、烧损几率大大降低。
关键词:电加热管;机车空调;DOE;新工艺
HXn5型机车空调机组配套的电加热管曾在齐齐哈尔客户使用过程中出现过电加热管击穿烧毁事故,在全国引起重大影响。据统计,HXn5机车空调机组在运行过程中出现过多次类似质量问题。
针对HXn5型机车空调电加热管烧毁事件,相关部门专门成立小组对烧毁情况进行了详细分析,发现电加热管质量问题主要集中在两方面:1)电加热管大面积被烧毁(见图1a);2)电加热管弯曲处被击穿(见图1b)。
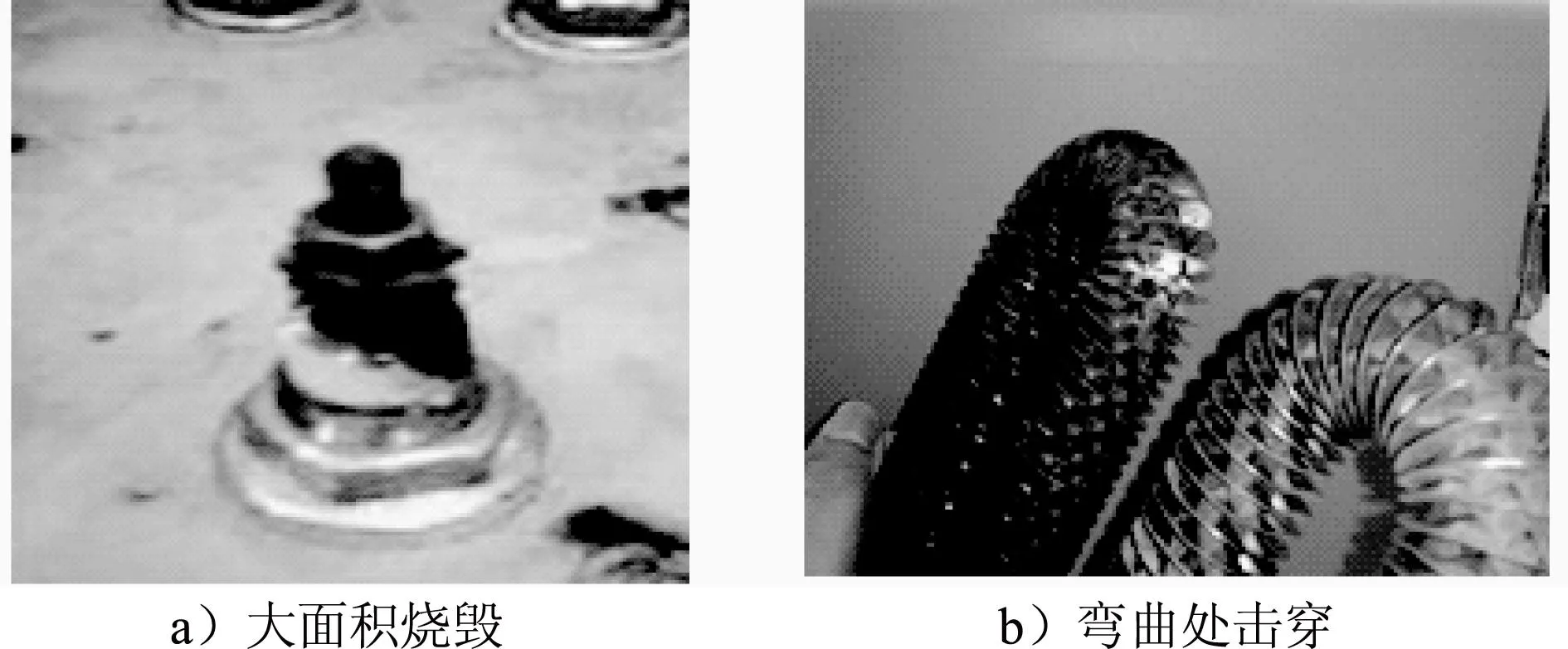
图1 电加热管烧毁图
经过对大面积烧毁的电加热管进行分析,可以得到下述结论:所烧毁的电加热管基材为不锈钢管AISI304,电热管直径为12 mm,电加热管单根功率为3 750 W。通过对电加热管表面温度、负荷和湿度情况进行计算及相应试验,得到的结果为:1)电加热管的表面温度>800 ℃;2)电加热管的表面负荷约为14 W/cm2,超过该基材国标规定值2.5倍;3)电加热管填充物氧化镁粉质量差,耐高温性能差,吸水率偏高。按照JB 2379—1993《金属管状电热元件》,AISI304电加热管的允许最高表面负荷为5.5 W/cm2,允许的最高温度为600 ℃[1-3]。
通过对电加热管弯处烧损形成孔洞问题进行分析,判定为生产工艺原因导致弯管处产生细小裂纹,在机组运行过程中,由于湿空气进入到电加热管内部,导致内部电加热丝与外部管壳导通,在通电情况下击穿成孔洞。
1电加热管烧毁的原因分析
分析上述试验结果,得出如下结论:1)电加热管烧毁的根本原因是电加热管基材所能承受的最高温度不满足800 ℃高温要求,需要重新选择耐高温、耐腐蚀性的基材作为新型电加热管材料;2)电加热管的表面负荷大大超过标准要求,需要增大电加热管直径,减小电加热管的表面负荷;3)目前,使用的氧化镁粉等级太低,应采用更高一级的电工氧化镁粉,增加氧化镁粉的压缩密度,一方面可降低电阻丝的工作温度,另一方面能更好地阻止湿空气进入电加热管内部,避免电加热丝与外部管壳导通;4)电加热管的生产工艺存在一定的缺陷,需将现有工艺进行改进,以解决弯管处小裂缝的问题。
综上所述,电加热管烧毁与电加热管的基材、电加热管的直径、氧化镁粉的等级以及电加热管的生产工艺有着直接的关系。要解决电加热管烧毁问题,需要对电加热管的基材、电加热管的直径和氧化镁粉的等级这3个参数进行重新选择,并对电加热管的加工工艺进行改进。
2运用 DOE优化电加热管的参数
电加热管的基材、电加热管的直径和氧化镁粉的等级是影响电加热管性能的主要因素,这3个因素怎样组合能达到既满足机车空调工作环境又能节约材料达到最高的性价比,需要通过DOE进行分析,并通过试验方法找出最佳参数组合。
2.1试验指标
上述分析可知,电加热管烧毁的主要原因是表面负荷和表面温度超出原有材料的承受范围,所以将表面负荷与表面温度确定为试验指标。
2.2确定因子与水平
确定基材、电加热管直径和氧化镁粉等级为3个因子,将表面负荷与表面温度作为试验指标进行正交优化试验。
根据因子的可能取值范围,设置因子水平表(见表1)。

表1 因子水平表
2.3进行正交试验
根据因子的水平数,找出一类正交表,进行正交试验。本正交试验共包含3个水平与3个因子,可以选用L9正交表来安排试验,试验结果见表2。
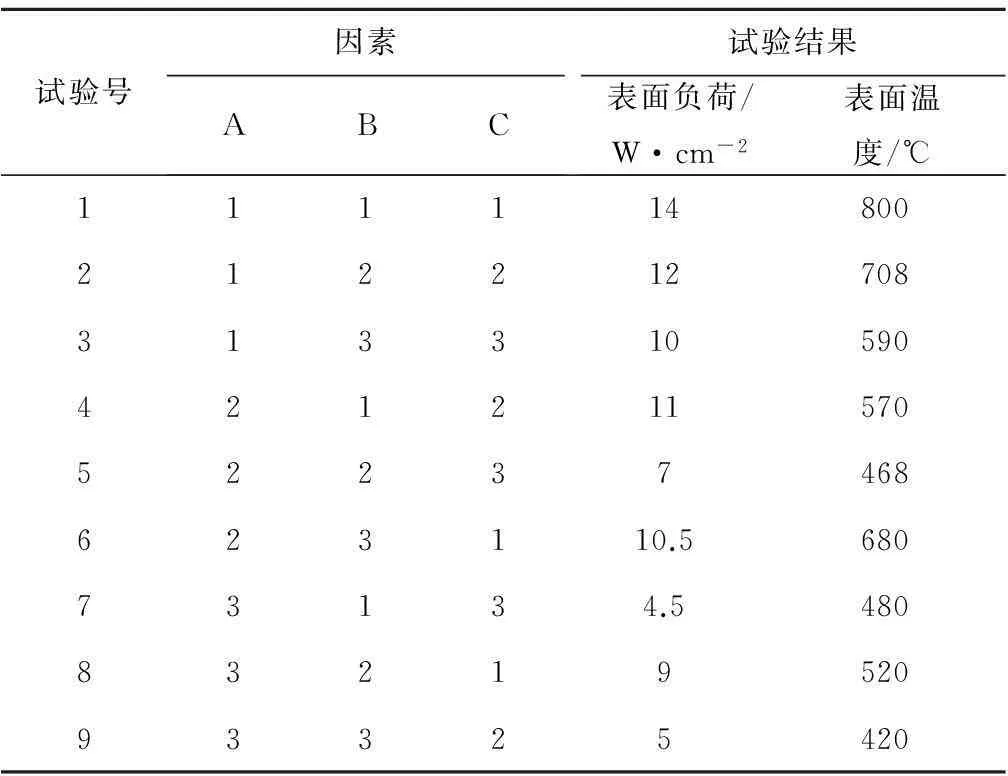
表2 因素水平表
2.4正交试验结果分析
利用极差法分析试验数据,得出指标因素变化图(见图2和图3)。

图2 表面负荷指标因素变化图
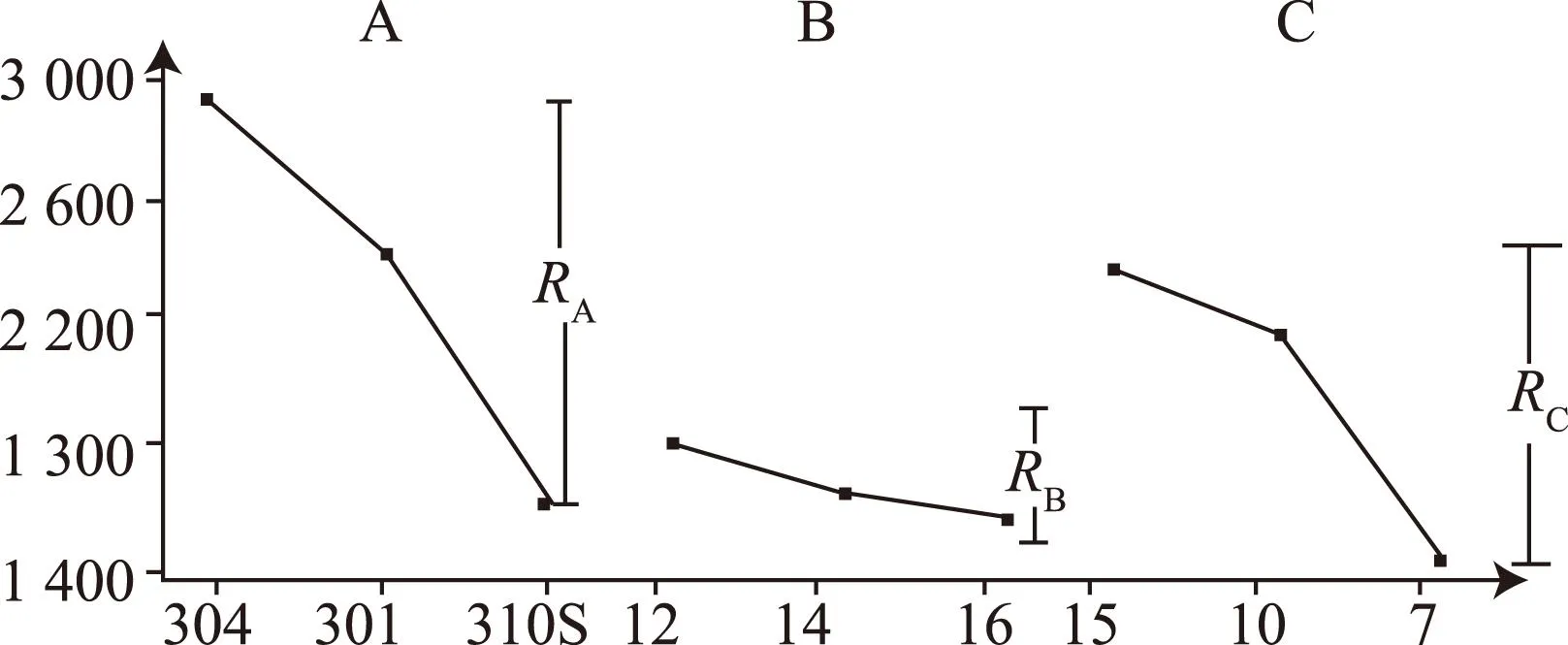
图3 表面温度指标因素变化图
通过图2和图3可以看出,对于评价指标表面负荷,最佳的试验方案为A3、B1、C3;而对于评价指标表面温度,最佳的试验方案则为A3、B3、C2,结果不完全一致,由于因素B(电加热管直径)在计算结果中的极差较小,分别为5和94,因此,实际上可以忽略不计。由此通过DOE试验可得出最佳参数组合:1)对于因素A(基材),两项评价指标均指出最佳为AISI310S,因此基材选用AISI310S;2)对于因素B(电加热管直径),其最终结果影响很小,考虑综合成本等因素,选择电加热管直径为14 mm;3)试验方案A3、B1、C3和试验方案A3、B3、C2的表面温度分别为480和420 ℃,都远远低于AISI310S允许的最高温度(1 500 ℃),因此在选用氧化镁粉颗粒直径参数时,主要考虑表面负荷评价指标,最终氧化镁粉的颗粒直径选择为7 mm。
3电加热管的工艺改进
通过对电加热管的工艺进行分析,得出传统工艺中存在的问题主要有如下几点。
1)排潮不彻底,严重影响了产品的绝缘导热性。电加热管内填料的氧化镁粉在自然状态下会吸收空气中的水分,传统制造工艺是在管口密封前加温至300 ℃进行排潮处理,排出水分后,在尽量短的时间内封口。由于传统工艺的排潮温度较低,不足以形成较高的水汽压力,内部的水汽难以克服窄长、密实的氧化镁粉层阻力从管口全部排出[4]。
2)U型管处,由于弯管工艺是在填入氧化镁粉之后,不可能在之前。弯管变形导致内圈氧化镁粉的密实度大于外圈,介质密度ρ内>ρ外,填料氧化镁粉密度不一致,导致电加热管在该处的热传导不稳定,降低了使用寿命[5]。
3)生产过程中的冷变形使管体产生内应力,容易在使用过程中产生微裂纹,最终导致电加热管过早失效。传统制造工艺中的改善方法是增加“去应力处理”,采用300~350 ℃回火,却没能实现氧化镁粉彻底排潮,去除应力也不完全[6]。
针对传统工艺中存在的问题,新工艺增加了如下工序改进措施。
1)增加“二次高温排潮去应力”处理。可以实现电加热管内氧化镁粉所吸附水分完全排除,也消除了缩管所引起的内应力和表面硬化状态。
2)U型管处采用压扁工艺。压扁工艺使得U型部位内填料氧化镁粉密实度均匀、密集,改善了电加热管的绝缘导热性。
3)在弯管工艺过程中退火瞬间导电改为延时导电。保证退火可消除所有弯管形成的应力,并对弯管处加强质量检查。经过改善工艺,后续生产的电加热器未再发生此类问题。
应用证明,新工艺生产的电加热器,能够保证在工况条件下稳定工作,不发生爆管、烧损现象,解决了电加热管弯管处击穿的难题。
4结语
运用正交试验分析的方法,基于电加热管的基材、氧化镁粉颗粒直径以及电加热管直径这3个因素,同时针对电热管表面负荷和表面温度等2个具体指标,进行优化设计。选用合理参数和采用优化的加工工艺,改善了电加热管的产品质量,达到了产品工艺标准要求。使用改进后电加热管,可以明显降低机车空调事故率,客户满意度得以升高。
参考文献
[1] 于荣,龚凯. 基于DOE的热压成型工艺参数优化设计[J]. 新技术新工艺,2014(8):9-11.
[2] 李炼. DOE在工艺优化和电路优化设计中的应用研究[D]. 西安:西安电子科技大学,2009.
[3] 党玉春,丁清国,刘泓滨. 基于DOE因子交互作用的注射成型工艺参数优化研究[J]. 新技术新工艺,2013(10):75-78.
[4] 张向朋. 基于DOE的铍青铜接地簧焊接拉脱力控制[J]. 新技术新工艺,2012(12):1-3.
[5] 康元春,李园,高永正. 基于DOE方法的客车车身骨架尺寸优化[J]. 重庆交通大学学报:自然科学版,2014(4):160-163.
[6] 田力军,张峰,程钧谟,等. 实验设计(DOE)在生产线优化中的应用研究——以M工站为例[J]. 山东理工大学学报:自然科学版,2014(5):44-48.
责任编辑郑练

Parameters Optimization and Technology Research on the Tubular Electric Heating Element of HXn5 Locomotive Air Conditioner
ZHANG Xuan1, ZHANG Sun2
(1. Jiangsu Joint Institute of Technology of Changzhou Railway Branch, Changzhou 213011, China;2. CSR Qishuyan Co., Ltd., Changzhou 213011, China)
Abstract:According to the present research of failure analysis, tubular electric heating element failure is one of the major problem. Focus on the air conditioning unit, investigation and research the main problem. After the analysis to solve the problem of the tubular electric heating element burned, on the one hand, we need to optimize the parameters of the tubular electric heating element, and on the other hand, we need to improve the process of tubular electric heating element. On the basis of DOE technology, conduct the optimization design towards the main parameters. During the research and development phase of this kind of new type tubular electric heating element, the best parameter combination is decided. Aiming at the problem of local breakdown of tubular electric heating element, after analysis and experiment,it has been brought forward new technology with two-time high temperature treatment and compressedin processing technology of the new type tubular electric heating element,then the water has been excluded completely, and the internal stress is reduced. Application proves that the tubular electric heating element with using of new parameters and process can guarantee the stable work in operating conditions, and breakdown and burning rate has been greatly reduced.
Key words:tubular electric heating element, locomotive air conditioner, DOE, new technology
收稿日期:2015-04-20
作者简介:张璇(1984-),女,讲师,硕士,主要从事控制工程等方面的研究。
中图分类号:TB 6
文献标志码:A