TC4钛合金空气导管精密成形工艺研究
2015-03-15叶广宁刘振岗
叶广宁,刘振岗,张 玎,邹 刚,郭 刚
(1.海军装备部,北京 100036;2.海军航空工程学院 青岛校区,山东 青岛 266041)
TC4钛合金空气导管精密成形工艺研究
叶广宁1,刘振岗2,张玎2,邹刚2,郭刚2
(1.海军装备部,北京 100036;2.海军航空工程学院 青岛校区,山东 青岛 266041)
摘要:作为某型发动机的一个重要部件,高压涡轮空气导管由于几何公差以及材料性能等问题,一直是该型发动机研制的难点。在对TC4钛合金空气导管加工过程中的若干环节进行系统梳理分析的基础上,从材料及工艺的角度出发,找到了各环节的难点。经过理论计算和反复试验,通过工艺参数选择、表面处理以及专用模具、夹具设计等方法,得到了攻关技术途径。加工结果表明,该TC4钛合金空气导管精密成形工艺可行有效。
关键词:TC4钛合金;空气导管;精密成形
某型发动机高压涡轮空气导管(以下简称管子)是发动机的重要件(见图1)。零件由材料厚度为1.3 mm的TC4钛合金板料加工而成,看似结构简单,但图样对零件直线度、圆度和端面垂直度要求很高。更重要的是,由于TC4材料存在屈服极限和弹性极限比值大、屈强比高、变形抗力和变形回弹量大及塑性低等特点,成形难度大,采用整体冷加工方法根本无法满足设计要求,因此,该管子的加工一直是某型发动机研制的瓶颈之一。

图1 管子结构图
1工艺难点和技术途径
1.1成形
1.1.1难点分析
TC4钛合金微观组织是一种中等强度的α+β型马氏体组织,在合金中同时加入α稳定元素和β稳定元素,使α相和β相都得到了加强,这就使得TC4钛合金板材具有屈服极限和弹性极限比值大、屈强比高、变形抗力和变形回弹量大及塑性低等特点,成形难度非常大。为了实现筒形件的一次滚弯成形,需要选用较小的滚弯曲率,而较小的滚弯曲率对设备的强度和刚度提出了更高的要求。由于零件滚弯时变形抗力过大,常常会导致设备的主轴严重变形。目前,国内大部分滚弯设备均无法完成这一零件冷态滚弯的要求。
1.1.2技术途径
由于整体成形困难,采用半圆筒形件分瓣成形工艺,即将筒体分成2个半圆分别成形,再用电子束焊将2个半圆焊接成筒形件,最后通过精密热校形工艺保证零件精度要求。
1.1.3具体做法
按图样要求设计半圆成形模具,将裁剪好的板材用压力机冷压入成形模具中,保持零件紧密贴模并将模具工装锁紧固定,将零件随工装一同放入真空热处理炉中进行热稳定。
1.2焊接对接接头加宽边的铣加工
1.2.1难点分析
1)钛合金本身加工特性因素[1]。a.钛合金切削变形系数<1,使得切屑在前刀面上滑动摩擦的路程大大增加,加速了刀具的磨损;b.刀具与切屑的接触长度短,而钛合金的热导率低,造成切削热汇积于切削刃附近的小面积内不易散发[2],使在相同的切削条件下的切削温度要比碳钢高一倍以上,另外还会大大增加单位接触面积上的切削力,容易造成崩刃;c.钛的亲和性大,在切削温度高以及刀具与切屑单位接触面积上的压力大的情况下,会产生回弹,造成切削时钛屑及被切表层与刀具材料咬合,引起剧烈的粘结磨损,即产生严重的粘刀现象;d.钛的化学活性大,易与各种气体杂质产生强烈的化学反应,如氧气、氮气、氢气和碳等侵入钛合金切削表层,导致表层的硬度和脆性上升,在高温下形成表层组织α化层以及氢脆等表面变质污染层,造成表层组织不均匀,产生局部应力集中,从而降低零件的抗疲劳强度。而在切削过程中也会严重损伤刀具,产生缺口、崩刃和剥落等现象。
2)定位压紧因素。为了保证零件在焊接时具有良好的对接间隙,要求铣加工面在全约束的状态下平面度≤0.05 mm。由于零件的初始状态为预成形的半圆筒体结构,预成形后的零件回弹大,尺寸精度低、刚度差、易变形;因此,为了保证焊接后筒体直径要求及铣加工平面度要求,应在铣加工时将零件完全限位约束。由于零件的毛坯长度为660 mm,长径比较大,同时,零件板材厚度仅为1.3 mm,导致零件的刚度较差,如果定位压紧力小,就容易造成在切削抗力作用下零件松动和让刀;如果定位压紧力大,就容易造成零件变形。
1.2.2技术途径
1)选择合适的刀具及铣削工艺参数。钛合金铣削时宜采用顺铣方法。顺铣时,由于刀齿切出时的切屑很薄,不容易粘结在切削刃上,而逆铣正好相反,容易粘屑,当刀齿再次切入时,切屑被碰断,产生刀具材料剥落、崩刃。由于钛合金弹性模量小,顺铣会造成让刀现象,因此,要求刀具具有较强的刚度。
铣削时,刀具与切屑接触长度小,不易卷屑。如果切屑堵塞就会造成刀具剧烈磨损,这就要求刀具具有较好的刀齿强度及较大的容屑空间;因此,选用专用的整体硬质合金端面刀具。
通过多次切削试验,选定了合理的加工参数:切削速度为30 m/min;进给量为0.005 mm;背吃刀量为ap=0.5 mm。
2)设计合理的工装结构。铣加工夹紧工装的结构设计主要突出两点:a.使零件完全处于限位约束状态;b.装卡完成后,零件和工装整体要有足够的刚度。为此,整个工装采用了厚实的底座加型块结构设计,使零件定位夹紧后,沿长度方向上能均匀紧密地贴合在整个型块的型面上,完全满足了焊接对接接头加宽边铣加工的精度要求;同时,整个工装装配十分便捷,加工完一个边,进行180°翻转,就可以加工另一个边,生产效率极高。
1.3焊接
1.3.1难点分析
1)材料焊接性差。如上文所述,金属钛分为2种:>880 ℃为体心立方结构,称为β钛;<880 ℃为密排六方结构,称为α钛。TC4钛合金属于α+β型双相钛合金,焊接接头的强度一般可达到基体金属强度的90%,但塑性指标对比母材却下降1/2左右。正是由于这种特殊的热物理性能,使其冷裂倾向大,再加上钛合金质量轻,化学活性高,故而焊接时易产生缺陷。
2)焊接质量难以控制。钛合金的化学性质在高温下极为活泼,它从250 ℃时开始吸收氢气,400 ℃时开始吸收氧气,600 ℃时开始吸收氮气,而空气的主要成分就是氧气和氮气,故焊接钛的氧化过程极易进行。氮气、氢气和氧气的增加不仅会导致焊缝气孔的增加,而且会使焊缝塑性下降、变脆,导致焊接裂纹的产生。
另外,钛合金质量轻,密度为4.5 g/cm3,仅为钢材的57%,焊接时对熔池中相同体积气泡的浮力仅为钢熔池的一半,气泡上浮速度慢,来不及逸出而形成气孔。而氢气在钛中的溶解度随温度的降低而升高,在凝固温度时有跃变降低后又升高。由于熔池中部温度比熔池边缘温度高,熔池中部的氢气易向边缘扩散,这样,熔池边缘就易因氢气过饱和而产生气孔,即在熔合线上形成大量焊缝气孔。
3)焊接装配困难及焊接变形难以控制。由于钛合金半圆筒体仅经过了预成形过程,尽管经过热稳定处理,但零件的回弹变形依然较大。在对接装配过程中,对接间隙和错边量控制相当困难。同时,零件为筒形件,直径小而长度长,由于自身变形和焊接收缩,焊后的零件会紧箍在工装芯轴上,拆卸较困难。
此外,钛的弹性模量较小,仅为钢的1/2,造成其焊接残余变形大,所以,钛合金筒形薄壁件焊接变形难以控制,尺寸精度无法保证。
1.3.2技术途径
1)焊接质量的控制。为确保焊接质量,在焊接前应进行如下处理。
a.焊前酸洗。应控制酸洗到焊接的时间,一般要求≤2 h。
b.打磨。用不锈钢丝刷打磨焊接区,呈光亮状态。不允许用清理轮或砂纸等打磨,因为磨料质点会对焊缝气孔的生成有影响。
c.擦洗。焊前用绸布和无水酒精把焊接区和工装擦洗干净。实践证明,无水酒精防止气孔的效果优于丙酮。
2)焊接夹具设计。零件长度接近700 mm,使得单条焊缝长度很长,而冷压预成形又会使零件的回弹大,所以,要使零件焊接组合后变形量控制在热校形允许的范围内,对焊接对接间隙和错边量的要求就会非常高。经过大量试验性焊接摸索可知,应将对接间隙控制在0~0.02 mm,错边量控制在≤0.03 mm。为此,专门设计了结构新颖的焊接夹具,它具有可以根据变形量进行压紧微调的琴键式微调压紧机构,保证了在整个焊缝长度跨度上,各处的对接间隙控制在0,错边量控制在≤0.02 mm,为后续实现精密热校形奠定了基础。并且夹具在装夹后,可以直接吊装到焊机的工装架上,通过2枚水平定位销,快捷地保证焊缝与电子束的垂直,操作十分方便。
该焊接夹具的另一个亮点就是芯轴的设计。由于定位夹紧和控制焊接变形的需要,在焊接夹具中需要有一根衬在管子内壁的实心芯轴,但由于零件直径小、长度长,以及焊接收缩等因素,导致零件组合焊接完成后箍在芯轴上,零件拆卸困难,强行敲击拆卸会致使零件端面严重变形而报废。为使零件易于装夹和拆卸,对芯轴采用了分瓣式楔形设计,即:将圆柱形的芯轴设计成2个楔形分体结构,组合时,两瓣芯轴沿轴向合拢,组成一个圆柱整体;拆卸时,只要将一瓣芯轴沿轴向抽出,另一瓣芯轴也会很容易地从管子中抽出,整个拆卸过程不会对焊接好的管子产生任何损伤。为了防止2瓣芯轴没有组合到位而对管子内壁造成夹伤,在芯轴的端面设计了键槽式精密定位机构。只有当芯轴完全组合到位后,芯轴的锁紧螺栓才能进入并锁紧,保证芯轴组合成精确的圆柱体。
实践证明,该焊接夹具设计合理、可靠和方便,且具有较长的寿命,可以满足零件装配、拆卸以及焊接对焊接间隙、错边量的要求。
1.4校形
1.4.1难点分析
零件为1.3 mm厚的TC4钛合金板材,经过预成形、铣加工和电子束焊焊接而成。由于材料回弹以及焊接变形等因素,零件的尺寸精度和几何精度通常无法满足设计要求。为了达到设计精度要求,应在焊后对零件进行精密校形。
钛合金的屈服极限与弹性极限比较大,屈强比高,变形抗力和变形回弹大,塑性较低,因此,冷校形难以满足要求。要实现精密校形,应利用钛合金的高温力学性能和变形行为,以及零件和模具在加热过程中热弹塑性变形、蠕变及高温短时应力松弛行为,但这样校形的难度非常大。
1.4.2技术途径
为确保校形的精度,对零件采用热校形方法[3],其原理是:通过模具在冷态进行装配,利用模具材料与钛合金材料热膨胀系数的不同,在高温下模具热膨胀导致钛合金零件产生拉伸变形并紧贴模具,再利用钛合金材料应力松弛降低材料所产生的应力,降低材料回弹幅度值,从而保证零件外形尺寸达到设计要求。
热校形前应进行如下工作。

2)设计校形模具。
a.校形模具材料的选择。根据热校形的原理[4],模具材料在高温下的线膨胀系数应大于TC4钛合金的线膨胀系数,以确保热蠕变校形是应力松弛所需的初始应力值。此外,还应考虑模具的尺寸稳定性及寿命等因素。经过多次试验筛选,最终确定校形模具的材料为1Cr18Ni9Ti耐热不锈钢。
b.设计校形模具尺寸。通过计算650 ℃时模具材料1Cr18Ni9Ti与钛合金材料TC4的线膨胀系数的差值,得到零件的自由胀量为0.77 mm。考虑到零件变形后会不利于安装,故取0.6 mm的零件胀量。为了减少加热过程中产生的不必要变形,模具的壁厚设计为20 mm。模具结构及尺寸图如图2所示。
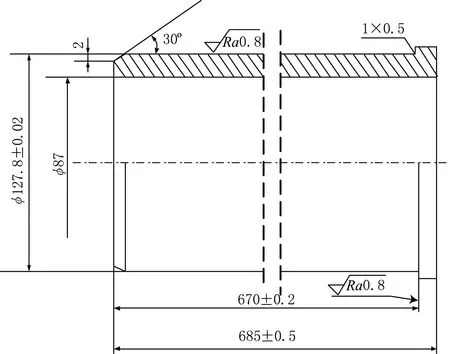
图2 热胀模具结构图

2讨论与分析
通过对零件及焊缝解剖进行金相组织分析,TC4钛合金静态再结晶温度区为750~850 ℃,因此,650 ℃时变形不会发生动态再结晶,软化机制主要是动态回复。校形前、后的金相图显示,校形前、后的组织没有变化,都是等轴组织。
通过对热校形后的零件进行三坐标全尺寸测量,零件几何尺寸和几何精度完全达到设计图样要求。
3结语
本文针对某型发动机的TC4钛合金高压涡轮空气导管加工难的问题进行了工艺攻关。在分析加工过程中难点的基础上,经过试验以及理论计算,形成了一套全新的TC4钛合金空气导管精密成形技术途径。应用结果表明,该工艺流程可行有效。
由上述分析得到的结论如下:1)针对长跨度半圆形筒体加工,采用型块结构定位以及间隔式压紧机构设计,可以解决因夹具刚度设计不足导致零件松动的问题;2)楔形对开式芯轴设计方法及滑块式定位机构的运用,可以解决细长筒形零件焊接的定位及装配困难的问题;3)采用腹板式结构设计压紧机构,可以解决零件跨度长,在压紧后由于刚度不足产生的自身变形问题;4)采用间隔式定位块设计以及琴键式微调压紧机构,可以解决零件在装夹后,对接间隙和错边量的调整问题;5)实施焊接过程控制方法,可以解决钛合金零件焊接质量不稳定的问题;6)根据零件的尺寸要求,设计热校形工装,可以解决零件尺寸精度问题;7)通过对不同温度和初始状态残余应力测试,绘制了TC4钛合金材料在不同温度和初始状态的应力松弛图,可以为TC4钛合金材料精密热成形热处理参数的确定提供理论依据;8)以弯曲理论和松弛理论为基础,推导了板料的弯曲回弹及松弛后回弹与校形保温时间的函数关系,可以为零件的毛料尺寸设计、胀量设计以及模具尺寸设计提供理论依据;9)根据应力松弛理论及回弹理论,明确了模具的尺寸和材料,可以为模具的设计及选材提供理论依据。
该工艺流程还可用于钛合金类零件的加工,可以对零件精密成形、工装结构设计、工装尺寸计算以及工装材料选用,特别是TC4材料的筒形零件紧密热成形加工提供可靠的理论支撑及数据支持,经济效益显著。
参考文献
[1] 康凤,陈嫚丽,宁海青,等.TC4钛合金材料的切削变形模拟及试验研究[J].稀有金属和硬质合金,2012(6):31-34.
[2] 刘朋和,姜增辉,王晓亮.TC4钛合金切削温度的仿真和试验研究[J].制造技术与机床,2013(10):81-83.
[3] 姚少非,谢兰生,郭刚.TC4钛合金筒形件热校形工艺研究[J].中国制造业信息化,2012(11):72-75.
[4] 曹秀中,韩秀全,张涛,等.TC4钛合金筒形件分瓣热胀形工艺研究[J].航空制造技术,2014(4):89-91.
责任编辑郑练

The Research on Precise Molding Process for TC4 Titanium Alloy Air Tube
YE Guangning1, LIU Zhengang2, ZHANG Ding2, ZOU Gang2, GUO Gang2
(1.Naval Material Department, Beijing 100036, China; 2.Qingdao Branch of Naval Aeronautic and Astronautic University, Qingdao 266041, China)
Abstract:As an important component for an aeroengine, the high pressure turbine air tube is hard to be produced because of the position tolerance and material properties. Based on combing and analyzing several links during TC4 titanium alloy air tube machining, the difficulty in each link is found from aspects of material and technics. With theoretical computation and experiments, technological approaches to tackle key problems are obtained through process parameters choosing, surfacing, and special mould and fixture designing. Machining results show that the precise molding process for TC4 titanium alloy air tube is available and effective.
Key words:TC4 titanium alloy, air tube, precise molding
收稿日期:2015-08-31
作者简介:叶广宁(1962-),男,高级工程师,主要从事航空发动机研制及监造等方面的研究。
中图分类号:V 263.1+2
文献标志码:A
