宏程序在深孔加工中的应用研究
2015-03-13杨彦伟
杨彦伟
(咸宁职业技术学院,湖北咸宁437100)
[工业技术与创新]
宏程序在深孔加工中的应用研究
杨彦伟
(咸宁职业技术学院,湖北咸宁437100)
本文通过对深孔加工过程中,每次钻深和孔的总深度之间的关系进行分析,找出其数学规律,用数列的形式来控制每次钻深的变化。并以深孔加工固定循环指令为G83和G73为模板,对宏程序在这两种钻孔深度可变的孔加工中的应用进行研究,找出它的特点和切入点,从而提高深孔加工的高效性和的安全性。
宏程序;深孔;加工
在FANUC数控系统中有专门用于孔加工编程的固定循环指令,采用固定循环指令编程,可以用一个程序段完成一个孔加工的全部动作。数控系统提供的固定循环功能中,一般能满足绝大多数的孔加工循环,但是在进行深孔加工时,随着孔深的加深,排屑必然变得困难,在钻深固定的情况下,往往是在开始时适合,等到接近孔底时便会产生众多问题。
一、深孔加工固定循环指令
FANUC系统提供了两个深孔加工固定循环,一个是G83排屑式深孔加工,该指令走刀路线如图1所示,即每次向下进给后刀具都快速返回至R点平面;另一个是G73断屑式深孔钻,该指令走刀路线如图2所示,即每次向下进给后刀具并不快速返回至R点平面,而只是回退一个微小的距离用来断屑。这两种方式中每次钻深都是一样的,在深孔钻削加工时,我们都希望能够控制每次的加工深度,能按照一定的要求或规律逐渐减少,来改善加工条件,使得加工的效率与加工的安全性有一个比较好的结合。因此,这两种指令所控制的加工方式并不能完全适用于实际加工。

图1 G83指令走刀路线示意图
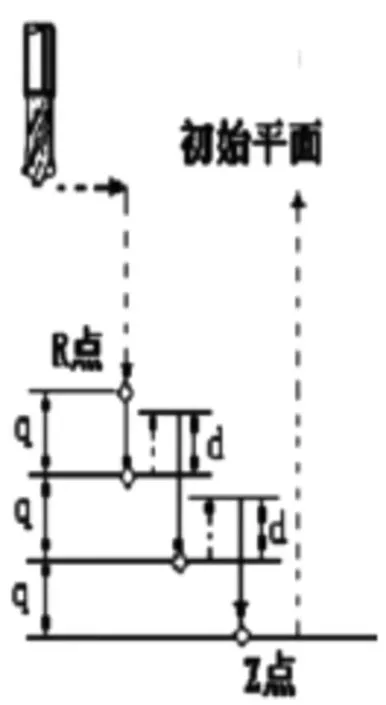
图2 G73指令走刀路线示意图
二、分析每次钻深与钻削总深的关系
每次钻深的控制方式有很多种,通常采用等差数列或者等比数列来控制每次钻深的变化。但是不管是哪种递减方式,对于最小钻深应该有一个限制,当递减至此钻深时,就不再递减,以最小钻深的形式往下钻削,从而保证加工的效率。

图3G83式钻孔深度可变
图3 所示是以G83为模板的钻深可变的加工,主要用于长径比比较大的孔,在每次向下进给一个钻深后,都快速地返回到R点平面。图4所示是以G73为模板的钻深可变的加工,主要是为了追求高效率,在每次向下进给一个钻深后,只返回一个退刀量。

图4 G73式钻孔深度可变
对宏程序在这两种钻孔深度可变的孔加工中的应用进行分析,找出它的特点和切入点。以递减等差数列为数学关系式进行分析。
G83式钻孔深度可变:在这种钻孔的模式下,宏程序编写的钻头进给过程是:下刀至R点→第1次钻孔→抬刀至R点→分析是否钻削到位→第2次钻孔→抬刀至R点→分析是否钻削到位→……
在这样的模式下,提炼出它的要领,就是要找出每次钻孔深度的变化与钻削总深的关系。如图5所示。
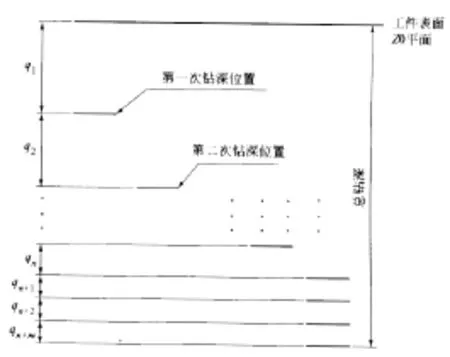
图5 钻孔深度可变分析示意图
通过对图5的分析,总钻深由两部分组成,其一是等差数列的前n项和,其二是最小钻深的倍数。那么也就是说,在第n次钻孔后,就应该是等差数列到最小钻深倍数的过渡,而这个过渡就恰恰是等差数列的第n项小于最小钻深倍数的时候。
关系式如下:在钻深未达到最小钻深之前,当前深度=等差数列的前n项和;在钻深达到最小钻深之后,当前深度=等差数列的前n项和加最小钻深的倍数。
三、宏程序在深孔加工中的应用
孔分布的形式千变万化,找出图形的共性,并采用宏程序语言对这种共性进行演化是宏程序编程的重点。在孔类零件的编程中,最大特点是找出孔坐标之间的相互规律,这也是宏程序编程的核心。
那么,在该类程序编程之前,怎样找出这种规律呢?答案就是数列。找各类型孔的规律,并用数学表达式把这种规律表示出来,之后只要用宏语言对数学表达式进行翻译,就能达到满意的加工效果。“数列”就是孔类零件数学模型的最好表达。
在以上分析的过渡期中,将会发生两个子变化,其一是第n项后,每次钻深是最小钻深,不再是等差数列的通项。其二是钻孔的当前绝对深度(即相对于编程原点的深度)由原来的等差数列的和项,变成了等差数列的前n项和加上现在的最小钻深倍数。因此,程序中就必有两个跳转:(1)等差数列通项与最小钻深间的判断跳转;(2)等差数列和项与等差数列和项加最小钻深倍数间的判断跳转。对于其他的一些细节,只要按照刀具钻孔的步骤逐步添加即可。
G83式钻孔深度可变宏程序编写表1所示:
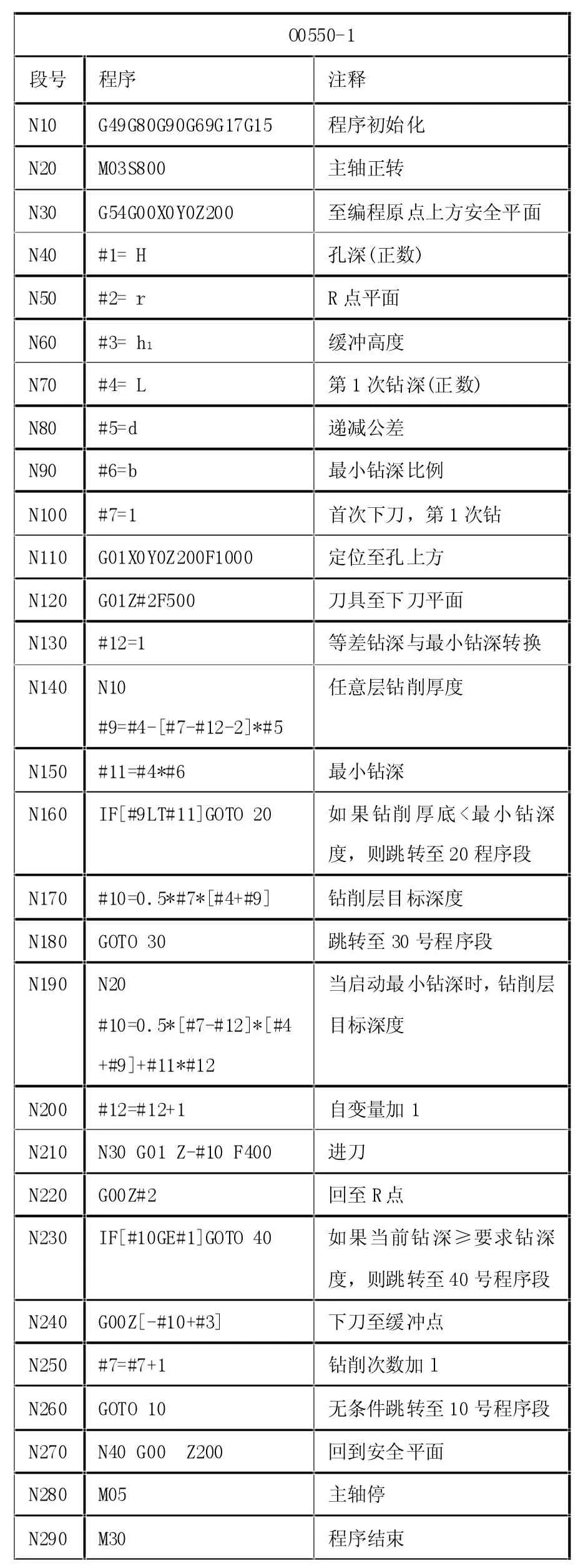
表1 G83式钻孔深度可变宏程序
在以上程序的编辑中尤其要注意#12的使用,它最大的用处就是将#7自变量进行分解,使得程序段“#10=0.5*[#7--#12]*[#4+#9]+#11*#12”在“0.5*[#7--#12] *[#4+#9]”中的数值一直保持不变,而后面的“#11*#12”随着#12参数的变化而变化。
G73式钻孔深度可变图形的分析和上述图形的分析是一样的,只不过在抬刀的过程中,由原来的抬刀到R点,变成了抬至一个微小距离。因此,宏程序在G73式钻孔深度可变孔加工中进行程序编辑时,只需要把G83宏程序中的程序段N220、N230、N240段程序转换成如下表2格中的程序段即可,其他程序段保持不变。
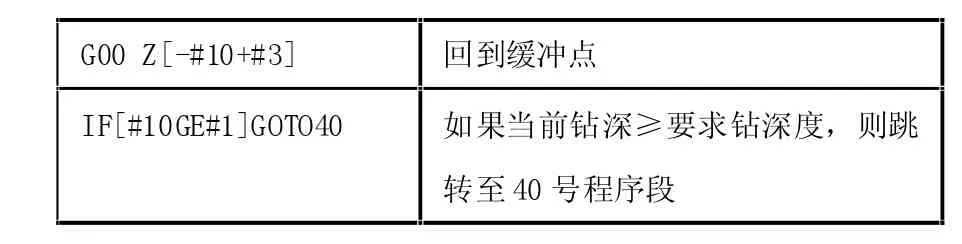
表2 G73式与G83的不同
宏程序运用的关键,是找出其数学规律。在生产实践中,针对孔类零件加工中的孔,规律性并不是统一的,它具有复杂多样性,可不管它形状怎么变化,最根本的一点就是找到其规律,用数学关系式运算出来,最后用宏程序表达出来。
[1]李振兴.极坐标指令在孔加工固定循环中的应用研究[J].煤矿机械,2014,35(1):103-105.
[2]房连琨.基于数控加工中心孔加工方法[J].煤矿机械,2014,35(7):137-138.
[3]韩全立,王宏颖.宏程序在数控编程中的应用技巧及编程实例[J].机床与液压,2010,38(12):35-38.
[4]汪红,李荣兵.数控铣床/加工中心操作工技能鉴定培训教程[M].北京:化学工业出版社2009.
[5]韩旭光.深孔加工的解决方案[J].工具技术,2014,48(1):72-73.
TM
A
1673-0046(2015)7-0161-03
