内嵌驱动针织机械密度调节装置的研制
2015-03-12胡旭东黄肖华彭来湖
胡旭东,黄肖华,彭来湖
(浙江理工大学教育部现代纺织装备技术工程研究中心,浙江 杭州 310018)
内嵌驱动针织机械密度调节装置的研制
胡旭东,黄肖华,彭来湖
(浙江理工大学教育部现代纺织装备技术工程研究中心,浙江 杭州 310018)
针对多成圈路数针织机的密度调节装置单元数量多,密度电动机布线复杂,后期维护不方便等一系列问题,阐述了一种内嵌驱动针织机械密度调节装置的结构设计。将运动控制器、驱动放大器、反馈装置集成于1块电路板上,并嵌入电动机腔体实现一体化设计,由上位机通过CAN总线通信方式控制步进电动机的运转,带动偏置直动滚子凸轮机构,实现密度三角的调节运动。对结构设计、硬件设计、软件开发等方面进行了详细阐述。经现场测试证明,该装置运行稳定可靠,有效解决了布线、安装、维护等方面的困难。
密度调节装置;内嵌驱动;CAN总线;密度电动机
针织机械,按工艺类别可分为纬编机与经编机。针织物因其良好的延展性、弹性与舒适性具有广泛的应用市场[1]。针织机械的编织质量与多种因素有关,而密度调节是其中一种重要影响因素。
现有针织机较成熟的密度调节装置结构中,密度电动机驱动控制板集中在控制柜中,从其引出电动机驱动线连接至密度电动机,由此驱动密度电动机并带动密度三角滑块,使密度压针三角和起针三角运动[2-3]。这样的结构在密度调节装置数量大时,过多的密度电动机驱动线使得走线困难,布线复杂。集中控制的方式导致即使单个密度装置出错也要拆卸整个控制系统,给后期维护带来不便。为此,本文研制了一种新型密度调节装置,通过对控制架构的重新设计解决上述问题。
1 密度调节装置结构设计
密度调节是对针织织物线圈结构的松紧程度进行调节,即调节密度三角的运动[4]。根据密度三角的运动轨迹以及密度调节参数,对密度调节装置的各个零件尺寸进行计算,使用SolidWorks软件对其进行三维建模,如图1所示。

图1 密度调节装置三维建模Fig.1 Three-dimensional model of density regulating device
密度电动机驱动控制板设计为40mm×40mm的PCB板,各个模块电路高度集成在该板上,并将其嵌入密度电动机腔体,实现一体化设计。上位机通过CAN总线与密度电动机驱动控制板进行交互,密度电动机使用步进电动机。
上位机发送指令到密度电动机,密度电动机运动带动凸轮转动,当凸轮上的磁钢转置安装在机械上的霍尔传感器时,由霍尔传感器发送零位信号到密度电动机驱动控制板。凸轮采用了共轭凸轮的设计思想,在原有凸轮上加工出1个凸轮槽,升程和回程时都是用凸轮控制,使得传动更加精确。
凸轮内外各有1个滚子轴承,2个轴承分别通过偏心轴、轴销与滑块相连接。凸轮的转动推动2个轴承沿着凸轮内、外轨迹运动,使得与轴承连接的滑块沿着导槽上下滑动,带动密度压针三角和密度起针三角的运动,实现密度调节[5]。
2 硬件电路设计
根据密度调节控制任务的要求及其特点将控制系统分为4个模块:电动机控制模块、电动机驱动模块、电源模块以及反馈模块。图2示出驱动控制器总体框图。

图2 驱动控制器总体框图Fig.2 Overall structure diagram of driving controller
2.1 驱动模块电路设计
电动机驱动芯片采用BD63860,相较于其他驱动芯片,其较小的封装,相对较大的驱动电流(最大电流可达2.5 A)以及完善的保护电路与散热性能是选择这块芯片的主要原因[6]。
设计中没有使用芯片RESET功能,这个引脚接3.3 V高电平,禁用复位功能。为节约布板面积,不选择同步整流模式,因此将芯片 SR端接3.3 V高电平。
芯片RNF1、RNF2脚分别是A、B桥的电流检测电阻连接管脚,内置1个比较器,比较电流检测电阻两端电压的8倍与参考电压来设置PWM斩波电流。参考电压即由Vref端输入。斩波电流输出计算公式为
使用0.2 Ω的大功率电阻作为电流检测电阻。参考电压是由3.3 V通过2个电阻6.8 kΩ与6.2 kΩ分压得到1.73 V电压,因此,斩波电流为1.08 A。
当电动机的1个绕组被通电时,流经其的电流一直上升,直到它到达所设的斩波电流阀值,然后便将芯片内部桥式电路MOS管关断1个固定的时间,这个固定的关断时间由芯片CR1、CR2端口所接的电容与电阻决定。计算公式为

本文设计使用了39 kΩ的电阻和1000 pF的电容,计算得 tOFF时间为 39 μs。
BD63860提供3种衰减模式,分别为快速衰减、慢速衰减和混合衰减,经综合考虑本文使用混合衰减模式。衰减模式由芯片MTH、VCR管脚上的电压来决定。当MTH管脚电压在0.6倍VCR管脚电压与0.21倍VCR电压之间,即为混合衰减模式,因此,设计MTH端电压由3.3 V经2个电阻8.2 kΩ和4.7 kΩ分压后得到的1.2 V电压提供,VCR端直接连3.3 V电压,即混合衰减模式。
芯片ENABLE、CW/CCW、CLK、PS这4个引脚和CPU相连,直接由ARM处理器进行控制。在工作中,ENABLE位于低电平时,即使能。在CLK上加上脉冲波,电动机就会运转,1个下降沿步进电动机运转1步,因此脉冲个数决定电动机运转步数,脉冲频率决定电动机运转快慢。CW/CCW管脚的高、低电平决定步进电动机的运转方向。
使用三极管连接至芯片VREF端,微处理器发出命令将三极管基极端置1,三极管导通,芯片VREF端参考电压因分压而降低,这时电动机电流也相应下降,以减少电动机驱动芯片的发热量。
2.2 控制模块电路设计
CPU使用恩智浦半导体公司的基于ARM Cortex-M0的 LPC11C24芯片。芯片内部集成了TJF1051CAN收发器,CAN收发器不但提高了系统的可靠性和质量,减少电气互连和兼容的问题,还节省50%以上的电路板空间[7]。
因此,控制部分电路主要是由LPC11C22芯片组成的最小系统电路,芯片主要供电电压为3.3 V,是由电源模块提供。时钟电路由晶体振荡器和电容组成,为芯片提供时钟信号。外部晶体振荡器可以为主时钟提供精确的占空比为50%的时钟信号。复位电路主要为上电复位。
3 软件设计
驱动控制器软件总体设计流程如图3所示。CAN中断是对CAN报文进行接收。主程序是一个对CAN报文的查询程序,该程序查询指定的内存空间,当该空间内有CAN报文时,便通过制定的CAN协议对其进行解析,然后再执行相应的动作。
3.1 CAN应用层协议定制

图3 软件总体设计流程图Fig.3 Process flowchart of overall design software
CAN支持2种报文格式,唯一的不同是标识符(ID)长度不同,标准格式为11位,扩展格式为29位[8]。本文以CAN协议为基础制定步进电动机控制协议,采用CAN报文扩展格式,即29位ID,分别为ID0~ID28。其中ID22~ID28位作为接收地址位,满足多达27=128个电动机的控制,足以应对各种针织机械;ID21位为全局指令位,即当某CAN报文该位为1时,该报文被所有接收方接收;ID0~ID3为4位控制位,作为密度电动机的控制指令;ID4~ID11为8位数据位,用于指示步进电动机转动步数;ID12~ID20为预留位,用于未来系统功能的扩展。
3.2 CAN驱动程序设计
3.2.1 CAN初始化程序
软件初始化包括:配置寄存器进入初始化模式,使能CAN时钟,根据实际波特率配置相应寄存器的值,配置报文对象4个步骤[9]。
LPC11C22芯片在报文RAM中为用户提供了32个报文对象。设计中使用报文对象1~4为接收报文,报文对象5为发送报文。4个接收报文对象可组成接收FIFO缓冲区。在配置报文对象时,5个报文对象均需单独配置,剩余27个不用的报文对象必须将它们设为无效(MSGVAL位设为“0”)。
将2个接口寄存器中的其中1个寄存器的屏蔽、仲裁、控制和数据域设为所需要的值,即可完成报文对象的配置。通过屏蔽与仲裁位过滤CAN报文的接收地址可大大减少CPU的资源使用。
写相应的IF1命令请求寄存器,可将IF1报文缓冲区数据载入到相应报文对象中。当CPU启动IF1寄存器和报文对象之间的数据传输时,报文处理程序将相关命令寄存器的BUSY位设为“1”。在完成传输后,BUSY位被设为“0”。
CAN报文发送配置类似于接收配置,只是寄存器中数值不同,在此不作详细介绍。
3.2.2 CAN中断处理
报文对象从1到32优先级逐渐下降,当RAM接收到报文时,根据报文存储的报文对象的优先级产生中断。
当发生中断时,首先应排除错误中断的可能。当确定是报文对象产生的中断时,读取中断报文对象编号并利用另一接口寄存器IF2到该报文对象中读取数据。最后,将接口寄存器IF2中数据放入RAM中的2个报文缓冲区中空闲的那个里去(通过BUSY位判断),并将报文缓冲区中BUSY位置位,至此,报文接收成功。图4为CAN中断处理框图。
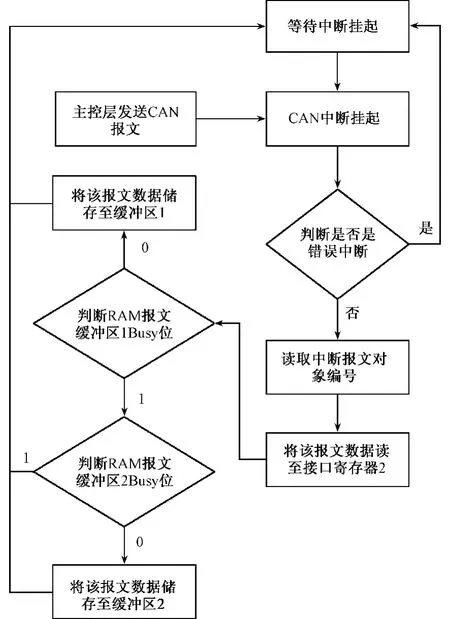
图4 CAN中断处理框图Fig.4 Structure diagram of CAN interrupt processing
设置2个报文RAM缓冲器的目的是:防止上一条CAN指令还未处理完便产生了下一条CAN报文中断。因此,当上一条存储在缓冲器1中的CAN报文指令未处理完时,将下一条指令存储在CAN报文缓冲器2中,等待缓冲器1中执行完毕再执行。
3.3 掉电保存程序设计
因PCB布板面积有限,驱动控制器的一些重要数据(如步进电动机加速度,细分值等)以及CAN通讯波特率和站点ID需要实现掉电保存,因此考虑通过IAP方式将CPU芯片8个扇区32 kB Flash(0~7扇区,每个扇区4 kB)的最后2个扇区,即扇区6与扇区7分别用作驱动器数据以及CAN波特率站点的掉电保存区域。
向Flash内部写数据流程为:先关闭所有中断,读取器件ID,再读取Boot版本号,准备Flash扇区,擦出并且查空扇区,写数据到扇区,比较数据,最后再开启中断。
调用IAP程序应通过寄存器r0中的字指针,该字指针指向含有命令代码和参数的存储器RAM中。
IAP程序是 Thumb代码,驻留在地址0x1FFF1FF1。由于IAP地址的第0位是1,因此,当程序计数器转移到该地址时会使当前指令集变为Thumb 指令集[10]。
3.4 步进电动机控制程序设计
步进电动机的主要控制参数有:步数控制、转动方向、励磁模式、速度大小、电动机使能控制以及步进电动机的归零操作。通过控制脉冲频率来控制电动机的转速以及加速度,脉冲数量决定步进电动机转过步数。通过控制步进电动机驱动芯片MODE1,MODE2管脚控制电动机励磁模式,通过控制芯片其他管脚控制步进电动机使能、方向以及待机。
电动机转动使用ARM处理器的定时器实现:当定时时间到,程序中断,在中断程序中对步进电动机脉冲进行翻转并进行其他操作。图5示出步进电动机转动的方法以及步进电动机加减速的实现方式。
步进电动机的加速使用三角曲线算法,将曲线离散处理后计算步进电动机的运转频率以实现步进电动机的加速过程[11]。在定时器中断时还应判断电动机是否走完设定步数。
电动机减速通过电动机半电流模式实现。即在定时器中断时判断电动机已走步数,当快到达指定运转步数时,将电动机锁定在半电流模式下,靠电动机自身内阻实现电动机的减速。
本文设计采用霍尔传感器检测步进电动机零位:在密度凸轮附上磁钢,当磁钢转至霍尔传感器上方时,传感器发出信号,经由处理电路处理传至ARM芯片GPIO口。当ARM芯片接收到电动机归零的CAN指令时,电动机开始转动,直至ARM芯片接收到传感器信号,GPIO中断便会挂起,然后在中断处理程序中关闭电动机运转。至此实现了步进电动机的归零操作。

图5 电动机控制程序框图Fig.5 Structure diagram of motor control program
4 测试
现场调试时,将密度电动机应用于圆型纬编针织机,该圆纬机共有24个密度电动机。测试时密度电动机运转稳定可靠,编织完成后,织物密度均匀平整。
测试时,按传统密度调节装置结构需要96根电动机相线,安装极为不便,且相线之间互相干扰,可能导致电动机运转不稳定的情况出现。本文设计的密度调节装置只有2根CAN总线加上8个电动机为1组的共3组电源和地线,总计8根线,这样的设计结构极大地简化了走线,使安装更为方便。同时,在某个密度电动机控制部分出错时,只需将其尾部的电动机驱动控制板拆卸进行修理或者更换即可,方便了系统的后期维护。
5 结语
本文设计了一种密度调节装置,提出了将密度电动机与其驱动控制器实现一体化设计的方案,通过CAN总线与上位机连接,并具体介绍了它的结构、硬件和软件设计。该密度调节装置克服了传统装置结构上控制、走线、安装、维护等一系列环节的问题,具有良好的市场前景和应用价值。
[1] 陈堃.无缝针织内衣机纱线智能输送系统的研究[D].武汉:武汉理工大学,2010:1-4.CHEN Kun.Research of yarn intelligentdelivery system of seamless underwear knitting machine[D].Wuhan:Wuhan University of Technology,2010:1-4.
[2] 雷宝玉.针织圆纬机的技术发展回顾[J].针织工业,2013(12):8-11.LEI Baoyu.Review of technological development of the circular weft knitting machine[J].Knitting Industries,2013(12):8-11.
[3] 李宁,吴晓光,张驰,等.基于电脑横机应用的一种新型织物密度调节装置[J].武汉纺织大学学报,2013(3):23-24.LI Ning,WU Xiaoguang,ZHANG Chi,et al.A new type of fabric density regulating device based on the application of computer flat knitting machine[J].Journal of Wuhan Textile University,2013(3):23-24.
[4] 吴兴良.电脑横机密度调节机构[J].机电产品开发与创新,2011,24(1):83.WU Xingliang.Computerknitting machine density adjusting mechanism[J].Development& Innovation of Machinery& Electrical Products,2011,24(1):83.
[5] 孙平范.无缝针织机的密度调节装置:中国,CN101021029A[P].2007-08-22.SUN Pingfan.Density adjustment device of seamless knitting machine:China,CN101021029A[P].2007-08-22.
[6] 幸坤涛.步进电机驱动器BD63860及应用[J].电子世界,2009,30(4):17-19.XING Kuntao.Stepper motor driver DB63860 and its application[J].Electronics World,2009,30(4):17 -19.
[7] 恩智浦半导体.NXP推 出 首 款 LPC11C22和LPC11C24整合式CAN收发器微控制解决方案[EB/OL].[2011-01-26].http://www.elecfans.com/baike/bandaoti/bandaotiqijian/185903.html.NXP Semiconductors.NXP launches its first control solution that an integrated type CAN transceiver in LPC11C22 and LPC11C24[EB/OL].[2011 -01 -26]. http://www. elecfans. com/baike/bandaoti/bandaotiqijian/185903.html.
[8] 汤宏萍,薛根福.基于LPC2294的CAN总线协议设计及实现[J].信息系统工程,2013(1):123-125.TANG Hongping,XUE Genfu.CAN bus protocol design and implementation based on LPC2294[J].Information Technology,2013(1):123-125.
[9] 戴国骏,张翔,高申勇,等.基于实时性优化的CAN总线织机分布式控制系统[J].纺织学报,2008,29(1):114-117.DAI Guojun,ZHANG Xiang,GAO Shenyong,et al.Distributed control system of loom based on real-time performance optimized CAN-bus[J].Journal of Textile Research,2008,29(1):114 -117.
[10] 王伟,黄建娜.基于LPC2134 IAP功能的数据存取实现[J].装备制造技术,2008(8):103-104.WANG Wei,HUANG Jianna.Data access based on LPC2134 IAP function[J].Equipment Manufacturing Technology,2008(8):103-104.
[11] 崔洁,杨凯,肖雅静,等.步进电机加减速曲线的算法研究[J].电子工业专用设备,2013(8):45-49.CUI Jie,YANG Kai,XIAO Yajing,et al.Algorithm research in acceleration and deceleration ofstepper motor[J]. Equipment for Electronic Products Manufacturing,2013(8):45-49.
Development of inner embeds driver for knitting mechanism's density adjustment device
HU Xudong,HUANG Xiaohua,PENG Laihu
(Modern Textile Equipment Technology Engineering Research Center of Ministry of Education,Zhejiang Sci-Tech University,Hangzhou,Zhejiang 310018,China)
A large number of knitting cycle channels and density adjustment device units have the problems of much density of motor driver's wires,complexity of routing and inconvenience in maintenance.For these problems,a new structure design called inner embeds driver for knitting mechanism's density adjustment device is described.The motion controller,driving amplifier are feedback device are highly integrated on a circuit board.By making this board embedded in the motor driver's body,the integrated design is realized.The host computer control the stepper motor by CAN bus.Then the stepper motor drives an offset roller CAM mechanism.By this course,the adjustment of the density triangle is realized.The paper presents structure design,hardware design and software development in detail.It is proved by field test that the device is driving stably and reliably.At the same time it also effectively avoids the difficulty of routing,the installation and the maintenance.
density adjustment device;inner embeds drive;CAN bus;motor for density adjustment
TS 103.7
A
10.13475/j.fzxb.20140404406
2014-04-16
2014-11-28
国家科技支撑计划项目(2013BAF05B00)
胡旭东(1959—),男,教授,博士。主要研究方向为纺织装备自动化。E-mail:xdhu@zstu.edu.cn。