干熄焦烘炉用冷焦装入方式的改进与优化
2015-03-10陈昕张俊申涛刘琪王新会王治国
陈昕 张俊 申涛 刘琪 王新会 王治国
(安阳钢铁股份有限公司)
干熄焦烘炉用冷焦装入方式的改进与优化
陈昕 张俊 申涛 刘琪 王新会 王治国
(安阳钢铁股份有限公司)
通过对干熄焦烘炉前冷焦装入方式的改进,由原单纯人工装入冷焦炭,改为机械装焦,并通过工艺优化,调整焦粉、焦粒比例,解决下料等情况,实现机械装焦烘炉,缩短检修时间和降低劳动强度,提高检修效率。
干熄焦 装焦方式 改进 优化
0 前言
干熄焦[1]是将冷的惰性气体N2通过循环风机进入干熄炉,把(1000±50) ℃火红的焦炭熄灭降低到小于200 ℃时排出,热的惰性循环气体进入锅炉进行换热冷却至140 ℃左右,锅炉产生的蒸汽用于发电或输送给生产使用,冷却后的惰性循环气体通过循环风机再次送入干熄炉进行循环利用,回收火红焦炭的热量。目前,不论是新建的干熄焦,还是年修后的干熄焦,在恢复生产前,都需要装冷焦烘炉。传统的干熄炉装冷焦方法是在检查干熄炉各检修部位正常后,将待装冷焦运至干熄炉外部,用装焦料斗将冷焦吊到干熄炉二层平台,再通过滑道人工推送到干熄炉内部,进行人工造型,封闭装焦人孔,冷态装焦结束。传统装焦示意图如图1所示。
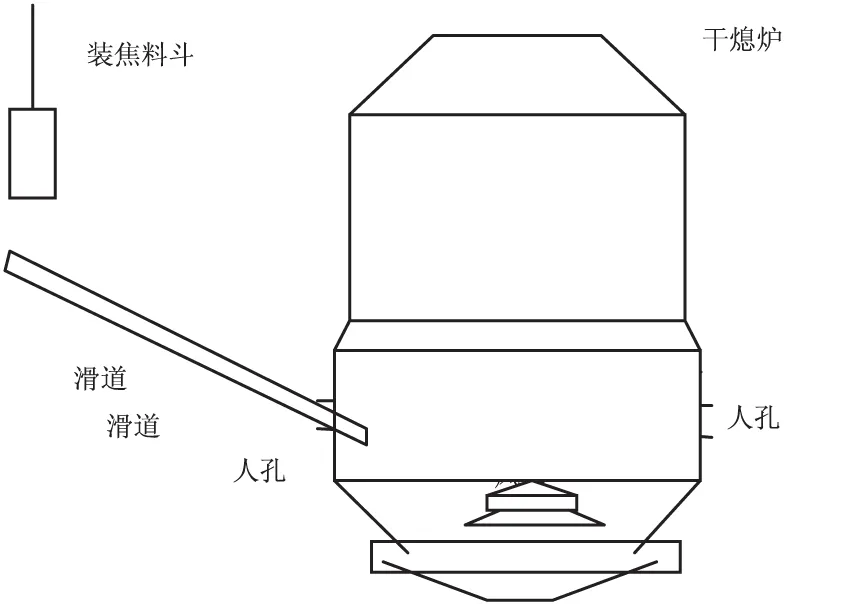
图1 传统装焦示意图
1 传统装冷焦方法的优缺点
1.1 优点
传统冷焦装入方法的优点主要是人工装焦,焦炭通过滑道人工缓慢推入干熄炉底部,与底部铸铁板距离0.5 m~2 m,减少了焦炭对干熄炉底部铸石板、铸铁板、风帽的冲击力,对铸石板、铸铁板、风帽起到很好的保护作用。
1.2 缺点
传统冷焦装入方法的缺点也是由人工装焦带来的。以140 t/h干熄焦为例,由于是人工装焦,且受到干熄炉人孔大小、附近有管道廊、上部有高压线及周围吊车场地小等限制,装焦滑道又需要经常调整,安装滑道需要破坏平台,使得整个冷焦装入时间过长。一般装一次冷焦,需要20个人工,连续装焦36 h;同时,由于装焦时粉尘过大,对装焦工人的身体损害也较大。
2 方案改进
2.1 改进原理
改进的原理就是直接用机械倒运,用提升机焦罐往干熄炉内装入不同介质的焦粉、焦粒,用于保护干熄炉底部铸石板、铸铁板和风帽,再通过用机械装焦入焦罐,用焦罐往干熄炉装入冷焦的方式完成冷焦装入作业。
2.2 改进方案实施
根据改进原理,对具体方案进行实施:(1)在对干熄炉进行装焦前,先把原料(<3 mm焦粉10 t,10 mm以下焦粒40 t,25 mm~40 mm的干焦100 t)运到现场,封闭干熄炉人孔;(2)由于装焦粉会导致大量粉尘,装入之前,对干熄炉循环系统内做好受限空间安全确认;(3)确认后,用干熄焦罐将焦粉从干熄炉顶部装入干熄炉,利用焦粉体积小、重量轻、冲击力小的特点,将焦粉铺洒在干熄炉底部,覆盖着干熄炉底部锥斗处的铸石板、铸铁板,铺盖厚度大概10 mm以上;(4)在焦粉覆盖了干熄炉底部的铸石板、铸铁板后,用干熄焦罐逐罐装入10 mm以下焦粒,也主要利用焦粒体积小、重量轻、冲击力小的特点,减轻装焦对风帽的冲击;(5)在装入的焦粒盖着风帽后,用干熄焦罐装入焦炭到预定位置,装冷焦结束。
3 方案实践与优化
3.1 方案实践
在制定好机械化装焦方案后,首次在140 t/h干熄焦年修后进行了机械化装焦。整个装焦过程非常顺利。除前期原料需要先运到现场外,原来需要操作工20个人工,连续工作36 h的装焦过程,现在只需操作工5人,一部装载机,一部叉车,6 h就装焦结束。
在安钢焦化140 t/h干熄焦第二次年修时,排尽内部焦炭后,专业人员进入干熄炉内部,对干熄炉底部的铸石板、铸铁板、风帽进行了认真检查,发现这些部位保护良好。这说明完全可以用机械装焦取代人工装焦。
但在2010年3月份生产实践过程中,第一次采用机械装焦操作完成,干熄炉烘炉结束后第一次排焦时,出现了排焦不畅,整体下料不匀,影响正常干熄效率,后通过排焦系统多次大小量间隙排放等处理措施,才实现排焦顺畅。
3.2 实践分析
对干熄炉在改变装焦方式后发生的排焦困难,及时进行了分析,并确认主要原因:由于装入的焦粉含有一定的水分(一般为3%~5%),在进行烘炉后,挥发出的水分造成焦粉板结,同时后装入焦炭较多,使焦粉与焦炭在一块与磨板之间增大滑动阻力,导致排焦困难。
3.3 优化后的方案实施
针对找出的形成装入焦粉排焦困难的原因,把改进方案中的焦粉,在水分还没有挥发之前,将焦粉排出干熄炉。具体优化方案实施如下:(1)在对干熄炉进行装焦前,先把原料运到现场(<3 mm焦粉10 t,10 mm以下焦粒40 t,25 mm~40 mm的干焦120 t),封闭干熄炉人孔;(2)中间装焦步骤和上述相同; (3)装焦结束后,启动旋转密封阀排焦,直至焦粉完全排出;(4)再补装20 t冷焦炭(可适当增减,具体以确保正常烘炉用焦炭量为宜),装冷焦结束。
4 优化效果
将优化后的装冷焦方案分别应用到75 t/h干熄焦、140 t/h干熄焦、190 t/h干熄焦干熄炉的年修中,具体情况见表1。
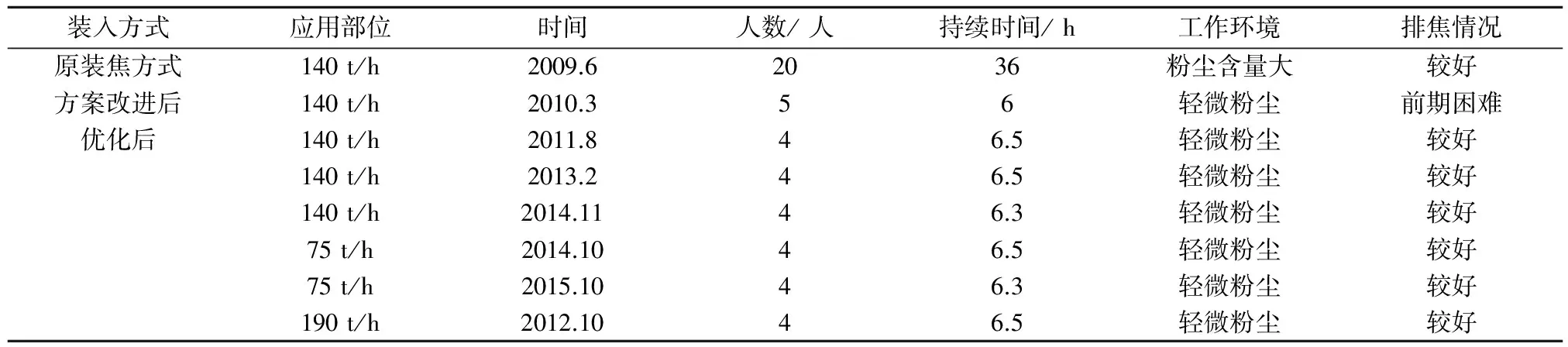
表1 干熄炉烘炉冷焦装入情况一览表
由表1可以看出,2011年8月以后三套干熄炉烘炉前冷焦装入方案采用改进优化后方式,装焦时间由原来的36 h缩短到现在的6.5 h以下,操作人员由原20人降至现在4人,减轻了工人劳动强度,而且减少了装焦粉尘对环境的污染。此外,在后续的生产中,再也没有出现过由于前期装焦烘炉造成的排焦困难问题,并在现有的三套干熄焦上应用,效果较好。
5 结语
5年以来,安钢焦化厂三套干熄焦年修后的冷焦装入均采用机械装入,且每一次年修开始时,均对干熄炉底部的铸石板、铸铁板、风帽进行细致检查,没有发现因外力对这些部位的损害,这也充分说明采用机械装焦代替人工装焦是可行的,既节省了人工费用、减轻了工人劳动强度、减少了环境污染,又可以大大缩短装焦时间,为干熄炉的提前达产创造有利条件,具有良好的推广价值。
[1] 潘立慧,魏松波,梁治学,等.干熄焦技术[M].北京:冶金工业出版社,2005: 1-18.
IMPROVEMENT AND OPTIMIZATION OF COKE COOLING LOAD MODE FOR CDQ OVEN
Chen Xin Zhang Jun Shen Tao Liu Qi Wang Xinhui Wang Zhiguo
(Anyang Iron and Steel Stock Co.,Ltd)
Through the improvement of CDQ ovens coke cooling load mode that the simple artificial coke charging is changed to mechanical coke charging, combined with process optimization, adjustment of coke powder, coke ratio, to solve the problem of feeding situation, mechanical loading of coke oven is achieved, the maintenance time is shortened and the labor intensity of maintenance is reduced, thus maintenance efficiency is improved.
CDQ coke charging mode improvement optimization
�,高级工程师,河南.安阳(455004),安阳钢铁股份有限公司焦化厂;
2015-9-27
