催化柴油加工路线选择及经济性分析①
2015-03-09王吉云
张 寒 王吉云
大连西太平洋石油化工有限公司
催化柴油加工路线选择及经济性分析①
张 寒王吉云
大连西太平洋石油化工有限公司
摘要在柴油质量升级为国Ⅲ或国Ⅲ以上标准后,催化裂化柴油都必须经过加氢处理。WEPEC对柴油池组分及催化裂化柴油可利用的加工路线进行了分析,结果表明,对于采用的加工流程配置,催化柴油经柴油加氢装置处理后,其氢耗、能耗和加工费分别低于加氢裂化装置129 m3/t、12.5×104kJ/t和47.9 元/t。因此,柴油加氢装置在确保反应器床层不超温的情况下,最大量的掺炼催化柴油是WEPEC首选的经济性途径。
关键词催化柴油柴油池掺炼经济性
催化裂化是炼油厂主要的二次加工装置,其二次加工比例仍占有重要地位。催化裂化过程中所产生的催化柴油收率约20%~30%(w),如何合理加工利用催化柴油对炼厂的效益有重要影响。
大连西太平洋石油化工有限公司(简称为WEPEC)配置有一套200×104t/a柴油加氢装置和一套150×104t/a加氢裂化装置。在柴油质量升级为国Ⅲ或国Ⅲ以上标准后,所有柴油池组分都需要加氢处理,催化柴油分别进入这两套装置进行二次加工。以下重点讨论催化柴油加工的经济性问题。
1装置简介及柴油池组分构成、性质
WEPEC生产柴油馏分的装置有常减压、催化裂化、加氢裂化、重油加氢。柴油加氢装置主要用于不能满足产品调和的常减压直馏柴油、催化裂化柴油或重油加氢柴油再精制处理,而加氢裂化除了自身蜡油转化生产部分柴油外,也可精制其他柴油馏分以生产高品质柴油调和组分。
WEPEC柴油池中的最终调和组分为:加氢柴油、加氢裂化柴油或极少量的重油加氢柴油。
1.1装置简介
WEPEC生产柴油馏分的相关装置及规模见表1所示,具体分述如下:
1 000×104t/a常减压设计加工高硫原油,年产柴油馏分约(160~190)×104t。
280×104t重油催化裂化,年产柴油馏分约(40~50)×104t。
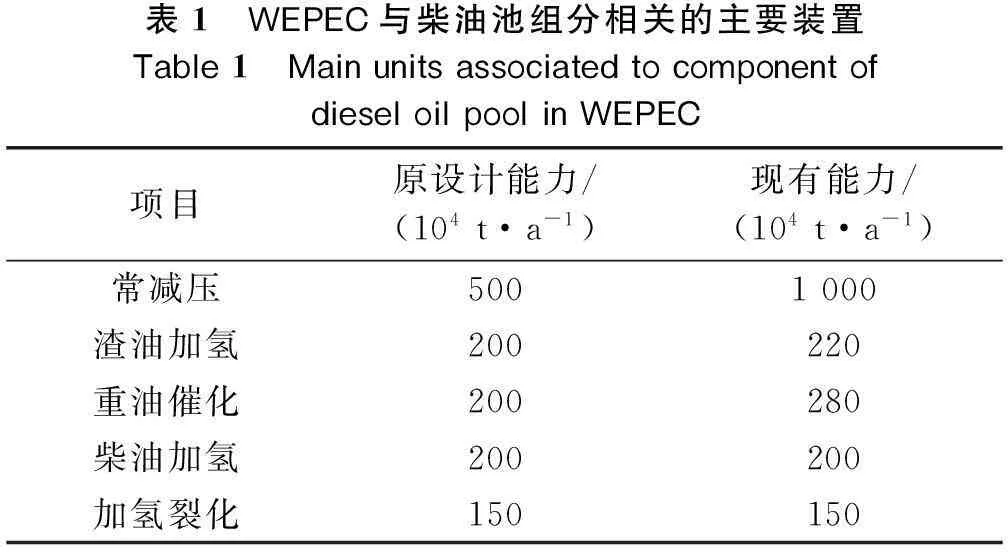
表1 WEPEC与柴油池组分相关的主要装置Table1 MainunitsassociatedtocomponentofdieseloilpoolinWEPEC项目原设计能力/(104t·a-1)现有能力/(104t·a-1)常减压5001000渣油加氢200220重油催化200280柴油加氢200200加氢裂化150150
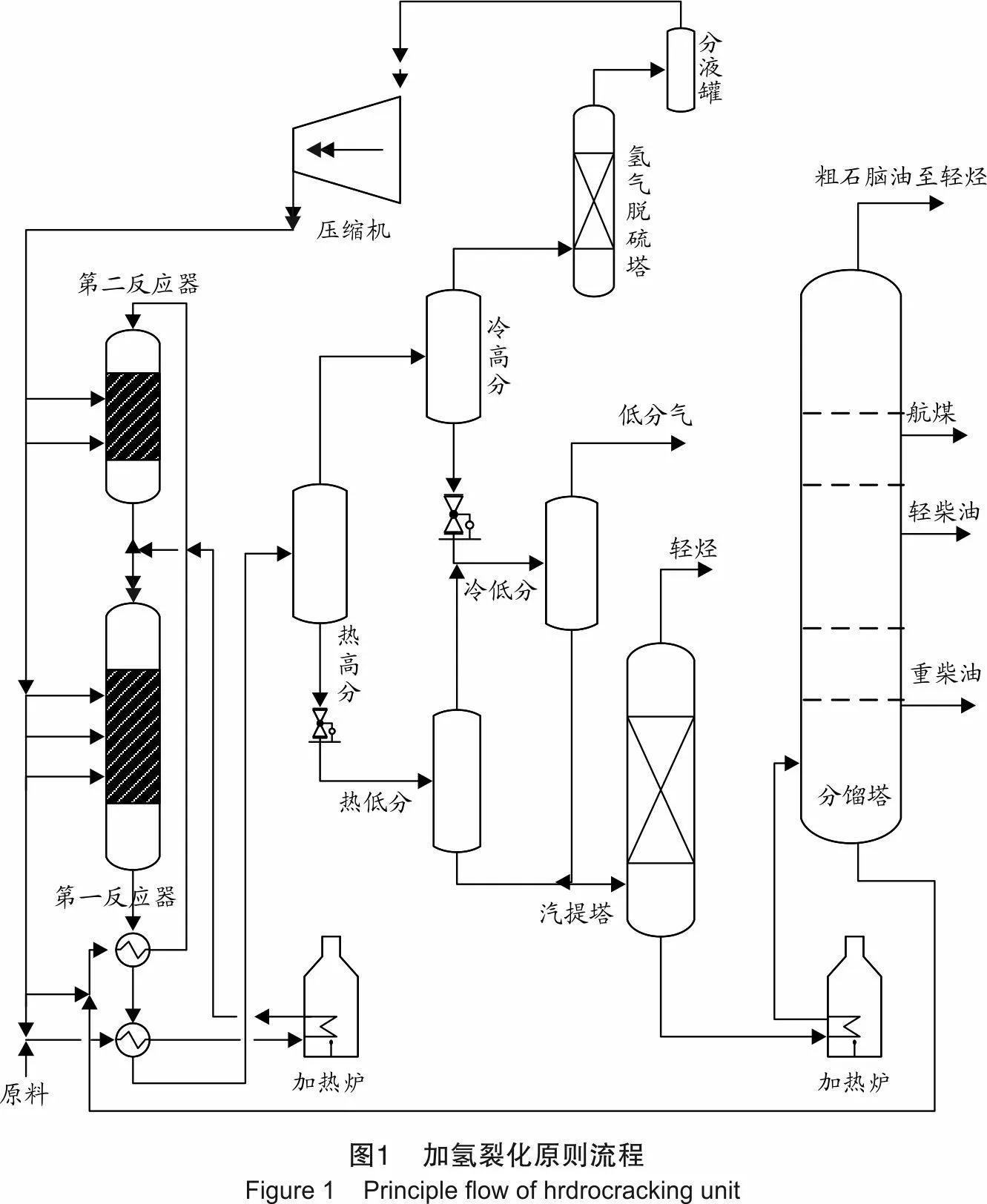
150×104t/a加氢裂化装置,采用两段串联反序反应工艺 (SSRS)对直馏VGO进行100%转化,即该装置采用全循环操作。其设计工艺目标为最大限度地生产高质量的中间馏份油。在高温高压条件下(系统压力14.4 MPa),加氢精制反应和加氢裂化反应分别在第一和第二反应器中发生,新鲜料与二级反应器产物一起进入一级反应器进行加氢精制,脱除硫、氮和金属并降低芳烃含量。在第一反应器(R-1101)精制过程中,有极少部分重质馏分被转化成中间馏分油和较轻的产物。精制后产物在分馏塔中分离,塔底的未转化油作为二级反应器进料并且进行裂解反应。加氢裂化原则流程见图1所示。
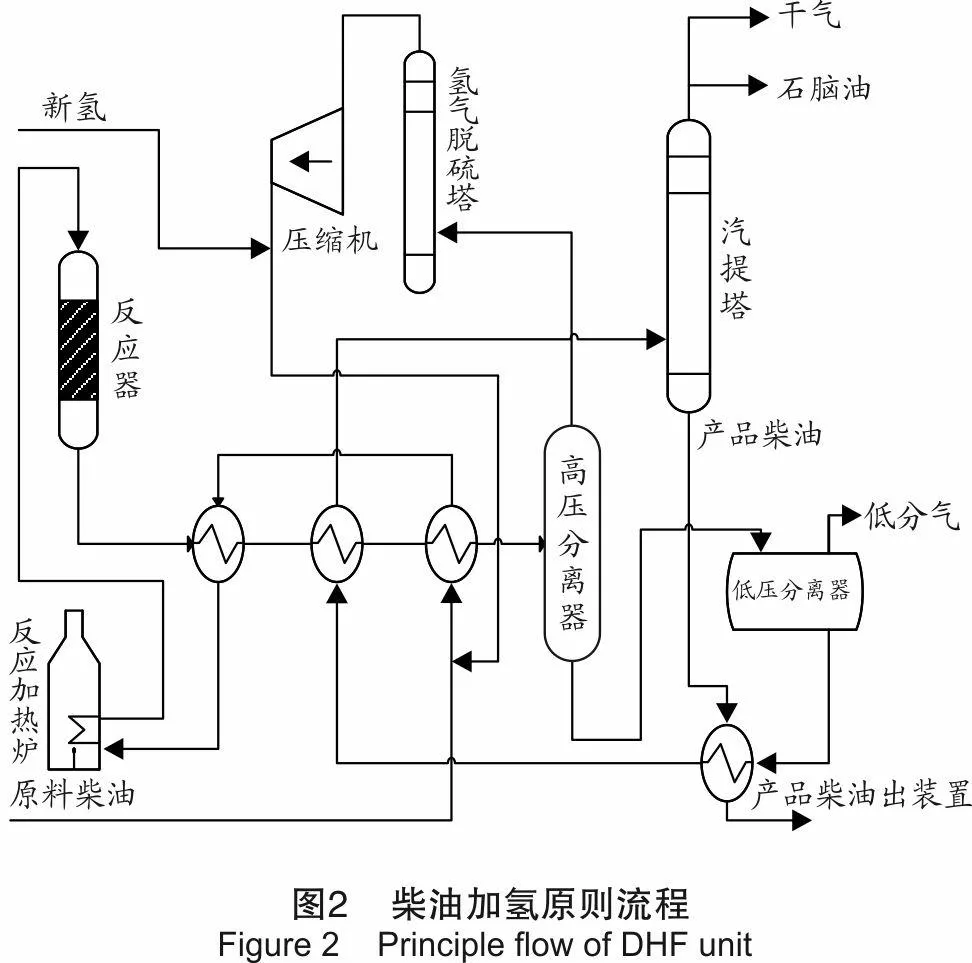
200×104t/a柴油加氢装置为单床层反应器,直馏柴油和部分催化柴油经单段加氢后,柴油质量可达国Ⅳ标准。柴油加氢原则流程见图2所示。
1.2柴油池构成
WEPEC柴油池中,组分有直馏柴油、催化柴油、加氢裂化柴油及重油加氢柴油。表2所列为近几年各组分的产量。
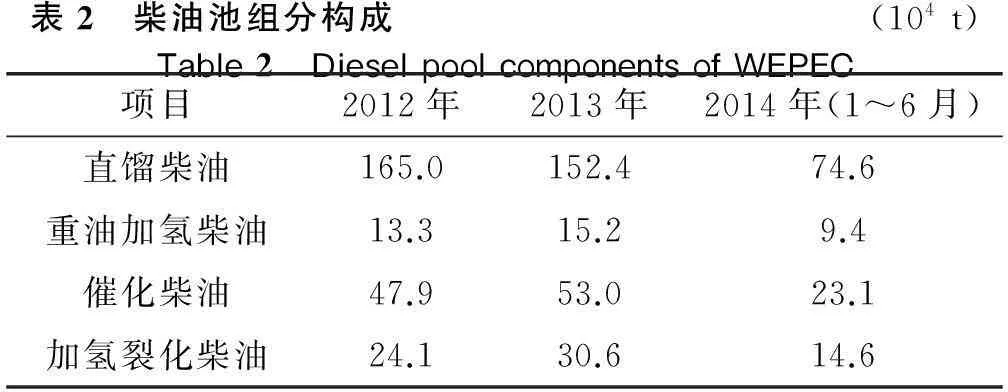
表2 柴油池组分构成(104t)Table2 DieselpoolcomponentsofWEPEC项目2012年2013年2014年(1~6月)直馏柴油165.0152.474.6重油加氢柴油13.315.29.4催化柴油47.953.023.1加氢裂化柴油24.130.614.6
1.3催化柴油及其他柴油组分性质
催化柴油其品质特点是[1-3]:多环芳烃、烯烃含量高,密度大,十六烷值低,黏度相对小,胶质含量高且安定性较差。WEPEC近期催化柴油及其他柴油组分主要物化性质见表3所示。
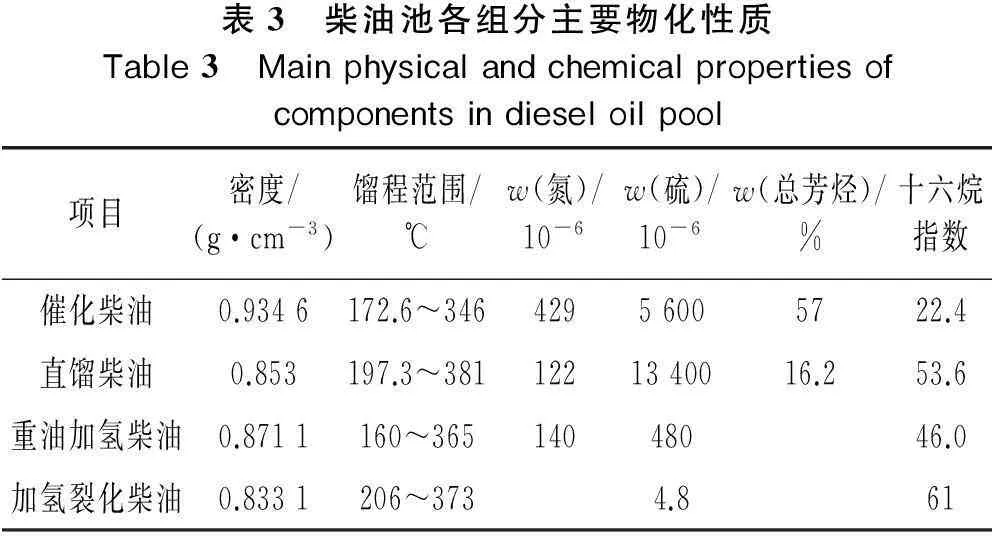
表3 柴油池各组分主要物化性质Table3 Mainphysicalandchemicalpropertiesofcomponentsindieseloilpool项目密度/(g·cm-3)馏程范围/℃w(氮)/10-6w(硫)/10-6w(总芳烃)/%十六烷指数催化柴油0.9346172.6~34642956005722.4直馏柴油0.853197.3~3811221340016.253.6重油加氢柴油0.8711160~36514048046.0加氢裂化柴油0.8331206~3734.861
2催化柴油可加工利用的途径
催化柴油可通过加氢精制成为柴油的调和组分;可通过加氢裂化生产柴油、煤油等组分;可直接作为燃料油调和组分[4-5]。
2.1催化柴油加氢精制
加氢精制主要以脱硫、脱芳烃为目的,伴随着这一过程,会发生少量烯烃饱和反应。其明显的特征是,尽管催化柴油硫含量低于高硫原油的直馏柴油,但加氢反应温升远高于后者。催化柴油与直馏柴油性质差别见表3。通过柴油加氢精制,产品质量如十六烷值、安定性均有所提高,密度略有下降。对于催化柴油组分在柴油池中所占比例相对较低的WEPEC来说,可以最大限度利用现有柴油加氢精制装置的能力,通过催化柴油的烯烃饱和,双环和三环芳烃被加氢饱和为单环芳烃,可以使十六烷值提高5~6个单位,从而使催化柴油质量满足调合新国家标准柴油的需求。
2.2催化柴油加氢裂化
催化柴油进入加氢裂化是提升催化柴油品质的又一途径。
根据WEPEC加氢裂化流程特点,催化柴油与蜡油等其他原料一起进入一反主要进行加氢精制,烯烃饱和与精制后柴油绝大部分在分馏塔中分出而不进二反;但在一反中,柴油会发生轻微裂化反应(约1%(w))。芳烃先饱和成环烷烃并继续开环变成烷烃,烷烃断裂成为小分子的煤油、石脑油等。
催化柴油在加氢裂化阶段可以使柴油中的芳烃,特别是萘芳烃最大限度地饱和,然后再开环,使十六烷值提高10个单位,而对于双环和三环芳烃,则可使其由低十六烷值组分向高十六烷值组分转化。因此,经加氢裂化后,柴油收率略有下降,但产品质量明显改善,尤其是十六烷值显著提高,柴油密度大幅下降,不仅能满足国Ⅳ,更能满足国Ⅴ标准要求。
石脑油是优质的重整原料,而煤油是优质的航煤组分。催化柴油进加氢裂化是提升企业效益的有效途径。
2.3催化柴油调和燃料油
催化柴油中因富含芳烃,密度大、黏度低,硫含量适中,适合于作为燃料油的调和组分,对于柴油加氢能力不足、重油组分富余的炼厂是一条可选的路线。
韩国某大型炼厂就利用渣油加氢,生成油与催化柴油调和大量生产燃料油,全厂燃料油收率高达近15%(w)。这是一条经济可行的路线,且其燃料油产品已出口进入我国及其他国家。
3催化柴油加工利用途径的经济性及措施
由于经济环境和产业结构变化以及季节性需求,将导致市场不断变化。因此,炼厂无法以同一种产品结构模式实现效益最大化,况且每一种途径的加工成本、所产生的附加值都存在差异,使得很难及时准确判断哪种途径加工催化柴油更具经济性。另外,能否采用某一种途径加工还取决于全厂综合因素,如柴油池中各组分比例及指标限制等。
3.1催化柴油经柴油加氢、加氢裂化的成本差异[6-7]
因柴油加氢、加氢裂化装置操作压力、加氢反应温度等操作条件存在较大差别,催化柴油在柴油加氢、加氢裂化加氢的深度有较大差异,加氢过程的氢耗就出现显著差别,而加工的主要成本是氢耗和能耗。催化柴油在加氢裂化装置的加工过程中(加氢裂化操作压力高),其能耗、氢耗都比柴油加氢高。各加工成本见表4所示。
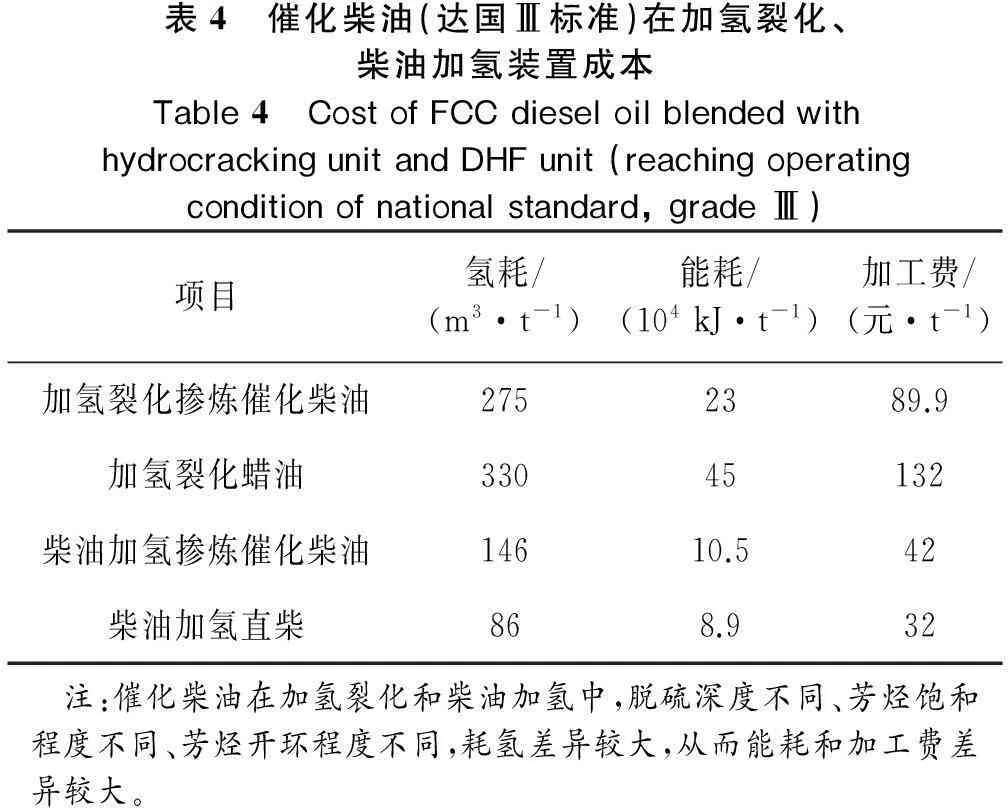
表4 催化柴油(达国Ⅲ标准)在加氢裂化、柴油加氢装置成本Table4 CostofFCCdieseloilblendedwithhydrocrackingunitandDHFunit(reachingoperatingconditionofnationalstandard,gradeⅢ)项目氢耗/(m3·t-1)能耗/(104kJ·t-1)加工费/(元·t-1)加氢裂化掺炼催化柴油2752389.9加氢裂化蜡油33045132柴油加氢掺炼催化柴油14610.542柴油加氢直柴868.932 注:催化柴油在加氢裂化和柴油加氢中,脱硫深度不同、芳烃饱和程度不同、芳烃开环程度不同,耗氢差异较大,从而能耗和加工费差异较大。
3.2优化装置工艺条件,使装置具备最大加工弹性
通过PIMS优化论证,基于全厂效益最大化目标,绝大多数情况下都要求以质量上限最大限度地分离出催化裂化柴油,但催化柴油收率、产量增加的同时,催化柴油干点、密度、溴价变得更高,加氢过程中释放热量增大,床层温升上升,对催化剂寿命产生不良影响,也影响催化柴油的掺炼量。对柴油加氢装置来说,床层温升即是催化柴油掺炼量的瓶颈,对加氢裂化装置来说,掺炼催化柴油没有任何技术障碍。
从装置优化操作运行的角度,为提高柴油加氢掺炼催化柴油的能力,应该从以下几个方面进行优化:
(1) 最大限度利用催化剂、反应器可承受的最高温度,确定安全可靠、科学合理的温升指标。目前,WEPEC反应器控制最高点温度为395 ℃,温升35 ℃。2015年为满足生产国Ⅴ车用柴油标准,要求决定对装置进行升级改造,增加前置反应器,使器壁温度可控制在420 ℃,床层总温升将达到60 ℃。
(2) 保证来料(直馏柴油、催化柴油)性质稳定。
(3) 力求原料混合均匀;同时要有合理的原料库容,以保持掺炼比例稳定。
(4) 以产品质量满足指标为原则,尽量降低加氢深度,抑制反应温升,从而提高掺炼比例。
(5) 柴油加氢装置在未达到满负荷时,可以通过改部分循环来降低床层温升,从而提高掺炼量。
3.3满足柴油指标为前提,利用成本差异实现效益最大化
实现效益最大化是在满足“边际”条件下的最优化,对柴油而言,获取效益的主要“边际”条件有:硫含量、密度、50%馏出点、十六烷值等指标。国Ⅲ、国Ⅳ、国Ⅴ柴油标准指标见表5所示 。
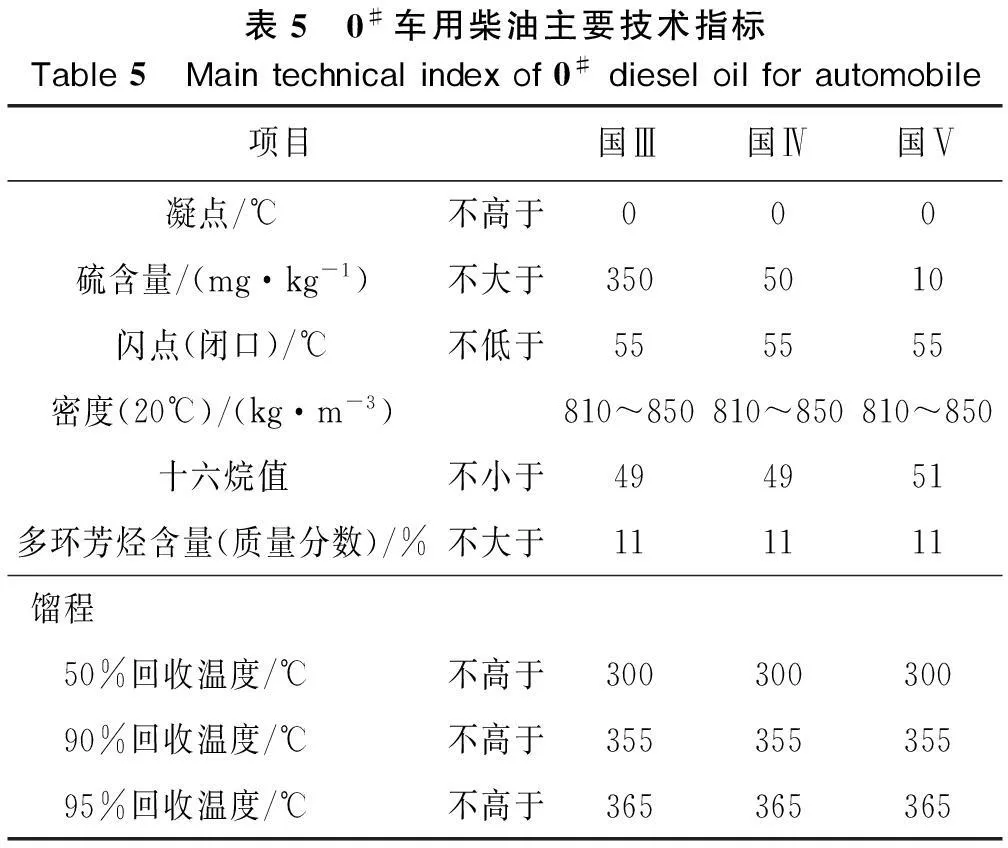
表5 0#车用柴油主要技术指标Table5 Maintechnicalindexof0#dieseloilforautomobile项目国Ⅲ国Ⅳ国Ⅴ凝点/℃不高于000硫含量/(mg·kg-1)不大于3505010闪点(闭口)/℃不低于555555密度(20℃)/(kg·m-3)810~850810~850810~850十六烷值不小于494951多环芳烃含量(质量分数)/%不大于111111馏程 50%回收温度/℃不高于300300300 90%回收温度/℃不高于355355355 95%回收温度/℃不高于365365365
由表3与表5可以看出,直馏柴油、加氢裂化柴油的十六烷值过剩,重油加氢柴油、催化柴油的十六烷值不足,尤其催化柴油的十六烷值严重不足。
在常压最大限度获取航煤时,常压直馏柴油50%点馏出温度卡边,而加氢裂化柴油、催化柴油有余地。
加氢裂化柴油、直馏柴油加氢后密度有余地;而催化柴油密度严重超标,重油加氢柴油密度也偏大。
为满足硫含量指标,直馏柴油、催化柴油都需要加氢脱硫处理。
因此,确定合适的组分调和及组分在各装置的加工比例,使各项指标最大限度接近“边际”条件,是实现效益最大化的根本途径,这就需要通过优化加工流程把各组分优化搭配,优化调和方案,充分发挥优势互补的功能。
从充分满足“边际”条件、减轻质量过剩,追求效益最大化的实践看,催化柴油经柴油加氢装置处理是首选的经济性加工途径。
目前,全厂加工流程具备催化柴油经柴油加氢装置处理的能力,只要保证柴油加氢装置床层温升在工艺指标内,不需要增加投资和改造。根据馏出口产品密度和十六烷值的质量要求,提高催化柴油的掺炼量,就可以实现效益最大化。
4结 语
对催化柴油采取不同深度的加氢处理或改质,其加工成本差异较大。从表4的数据可以看出,利用加氢裂化装置加工催化柴油相比柴油加氢装置加工催化柴油的氢耗、能耗和加工费分别高出129 m3/t、12.5×104kJ/t和47.9 元/t。
优化利用炼厂柴油池各组分物化指标的调和功能,可以实现成本最低、效益最大化。催化柴油加氢处理或改质的过程放热量很大,装置要重点解决反应温升问题。在柴油加氢床层温升许可条件下尽量增加催化柴油的掺炼量,减少去加氢裂化的掺炼量,拓宽掺炼比例,从而降低能耗和加工成本,为选择低成本加工路线提供空间。特别是在2015年柴油加氢装置实现升级改造后,可以有效消除催化柴油掺炼时反应器器壁温度和床层温升的限制瓶颈,使其提高催化柴油掺炼比例的方案可以有效实现。
柴油各主要物化指标的充分利用也是提高经济性的重要手段,必须充分利用调和功能使质量成本最低。
对于WEPEC公司这样的装置配置,催化柴油最大量经柴油加氢处理是首选的经济性途径。
参 考 文 献
[1] 李学鹏, 沈建, 赵华, 等. 催化裂化柴油安定性研究进展[J]. 炼油技术与工程, 2007, 37(11): 15-19.
[2] 章海春. 柴油加氢精制装置节能优化分析[J]. 石油与天然气化工, 2013, 42(3): 234-237.
[3] 张学佳. 加氢裂化装置生产低凝柴油改航煤生产方案探讨[J]. 石油与天然气化工, 2012, 41(6): 554-557.
[4] 黄新露, 曾榕辉. 催化柴油加工方案的探讨[J]. 中外能源, 2012, 17(7): 75-80.
[5] 王福江, 王毓莹, 龙湘云, 等. 催化柴油馏分加氢精制提高十六烷值研究裂化[J]. 石油炼制与化工,2013, 44(10): 27-31.
[6] 胡立鹏, 马金松, 张雷. 加氢裂化装置掺炼催化裂化柴油技术的应用[J]. 天津化工, 2013, 27(2): 15-17.
[7] 孟凯军. 柴油加氢装置50×104t/a 精制生产方案的工业标定[J]. 石油与天然气化工, 2010, 39(4): 311-313.
Catalytic diesel oil processing route selection and economy analysis
Zhang Han, Wang Jiyun
(WestPacificPetrochemicalCo.,Ltd.Dalian116600,China)
Abstract:After the diesel quality upgrading to the national standard of grade III or superior to grade III, hydrogenation processing is necessary for FCC diesel of WEPEC. By analyzing the components of the diesel pool and selecting the available processing route of WEPEC, the results showed that the hydrogen consumption, energy consumption and processing costs of the process configuration were lower than those of the hydrocracking unit in 129 m3/t, 12.5×104kJ/t and RMB 47.9 yuan/t units after the hydroprocessing of the diesel oil. Therefore, in the premise of avoiding over-temperature of the reactor bed, the most economic route of WEPEC is to blend FCC diesel oil as much as possible.
Key words:FCC diesel oil, diesel pool, blending, economy
收稿日期:2015-02-04;修回日期:2015-04-09;编辑:杨兰
中图分类号:TE626.24
文献标志码:B
DOI:10.3969/j.issn.1007-3426.2015.04.008
作者简介:①张寒(1965-),工程师,现任大连西太平洋石化公司生产技术部部长,长期从事于石油化工企业生产和技术管理。E-mail:zhanghan@wepec.com
