Cr-Ni轻型气瓶旋压收口金属脱落原因分析
2015-03-09尹人洁王婀娜童宗圣
尹人洁,王婀娜,童宗圣
(攀钢集团成都钢钒有限公司,四川 成都 610301)
Cr-Ni钢制作的高强度高韧性轻型高压气瓶,具有强度高、韧性好和较高的抗软化及抗脆性破坏性能,其质量比相同容量的普通气瓶小[1-3]。气瓶生产厂家常采用中频感应加热及三轴联动旋压收口制作气瓶,在一次气瓶旋压收口过程中,在气瓶收口部位发生了金属脱落现象(图1)。
本文对Cr-Ni轻型气瓶旋压收口金属脱落进行检验和分析,找出金属脱落产生的原因,并提出解决措施。
1 Cr-Ni钢轻型高压气瓶生产工艺
Cr-Ni无缝钢管制作高压气瓶的生产工艺为:锯切→中频加热→三轴联动旋压收口→热处理……探伤→水压→检查→包装、入库。
2 缺陷分析
2.1 宏观形貌分析
脱落的金属表面呈现“豆渣”式开裂,无金属光泽,轻轻敲击会有渣状物脱落,金属脱落缺陷形貌如图2所示。
2.2 化学成分分析
在缺陷附近取样,采用直读光谱法进行化学成分分析,结果显示其化学成分符合钢管供货协议要求。
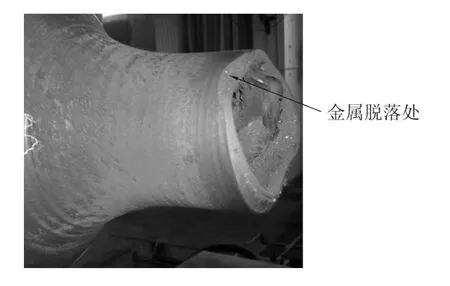
图1 收口处发生金属脱落的气瓶

图2 金属脱落缺陷形貌
2.3 微观形貌分析
在扫描电镜(SEM)下观察,缺陷表面凹凸如“橘皮”状(图3),表面浅表层的裂纹中填充有灰色的氧化物(图4),经能谱分析(EDS)该氧化物为氧化铁(图5)。

图3“橘皮”状缺陷表面

图4 裂纹中填充的灰色氧化物

图5 氧化物的能谱分析结果
2.4 金相分析
从脱落的金属端面截取金相试样,经磨制、抛光后肉眼观察发现:短且粗的裂口密布于棱角突出的表面(图6)。

图6 缺陷横截面整体形貌
显微镜下观察发现:试样截面分布着很多裂纹和孔隙(图7),裂纹呈网状或半网状,裂纹内部已氧化;裂纹和孔隙缺陷深入基体约10mm。浅层裂纹旁侧及尾端密布大量的高温氧化物粒子(图8),缺陷处无大型非金属夹杂物。试样经4%硝酸酒精溶液浸蚀后,显示基体金相组织为粗针状马氏体(图9),浅层裂纹处有明显脱碳现象(图10)。试样经饱和苦味酸溶液浸蚀后,原奥氏体晶粒度为-2.0级(图11),在三角晶界处存在明显的烧熔孔洞现象[4](图12)。
2.5 非金属夹杂物检验
依据GB/T 10561—2005《钢中非金属夹杂物含量的测定 标准评级图显微检验法》[5]对发生金属脱落的钢管进行非金属夹杂物检验。检验结果为:A、B、C类均为0级,D类为 0.5级,Ds类为0.5级,符合订货合同协议要求。

图7 裂纹和孔隙形貌

图8 裂纹处的高温氧化物粒子

图9 粗针状马氏体组织

图10 腐蚀后裂纹旁侧的脱碳现象

图11 粗大的原奥氏体晶粒

图12 三角晶界处的烧熔孔洞
3 综合分析
经以上检验分析证明,产生金属脱落缺陷的气瓶的化学成分和非金属夹杂物评级均符合要求。脱落的金属外表面呈暗灰色,呈现典型的“豆渣”式开裂,过烧特征明显。基体组织中有粗大的奥氏体晶粒和粗针状马氏体,说明该材料有严重的过热组织。显微镜下可观察到原奥氏体晶界存在明显的熔融现象。浅层裂纹有明显的脱碳,原奥氏体晶界烧熔,在表面张力的作用下收缩成空隙或微孔洞(图13)。由此可判定金属脱落是由于材料过烧所致。
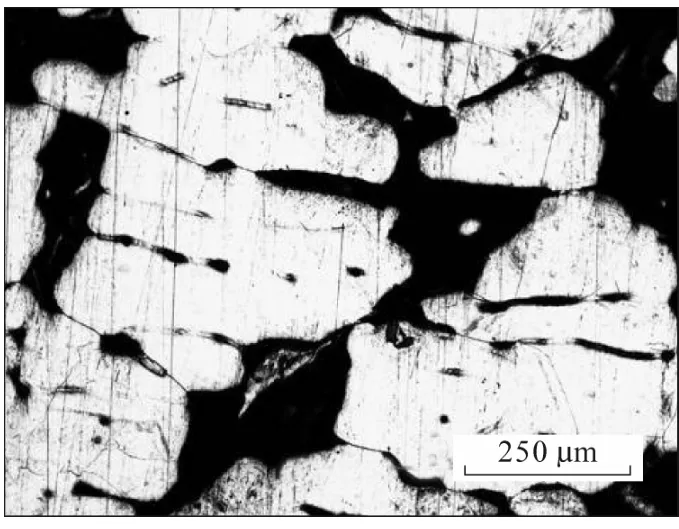
图13 晶界烧熔现象
气瓶生产厂家采用中频加热及三轴联动旋压机对气瓶进行收口,三轴联动旋压收口原理如图14所示[6-10]。当钢管在中频感应加热时温度控制不当,就会造成加热温度接近钢的液相点,同时三轴联动旋压产生的机械能和摩擦力大于单(双)轮联动旋压产生的,能量转化为热能,局部区域形变量较大,甚至滑移面温度上升至液相点以上,从而导致气瓶收口处形变过烧[11]。
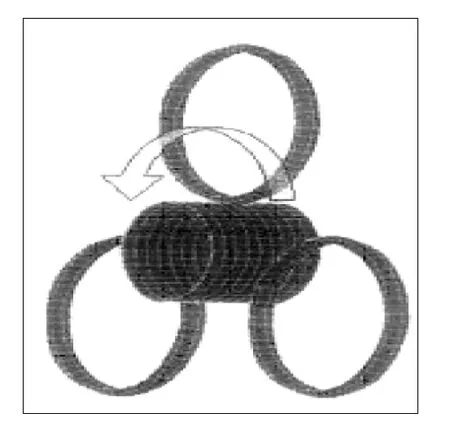
图14 三轴联动旋压收口原理示意
4 改进措施及效果
根据分析讨论结果,气瓶生产厂家检查了加热设备,重新校核温度监控装置,调整加热参数。改进后制作气瓶时未再出现金属脱落现象。
5 结 语
中频感应加热速度快,少(无)氧化,但因升温速度过快而不易控制,且三轴联动旋压收口使钢管在瞬间高压力下发生快速变形,因能量转化导致材料局部温度升高而发生过烧,即形变过烧[11]。形变过烧是Cr-Ni钢制作气瓶产生金属脱落的主要原因,气瓶生产厂家可通过调整加热参数来解决。
[1]洪连山,李晓.超高强钢及轻型薄壁气瓶用无缝钢管的研制[J].钢管,1995,24(1):34-37.
[2]罗先登,杜厚益.高强钢制轻型高压气瓶[J].钢管,2000,29(3):49-50.
[3]罗先登.高压气瓶用无缝钢管的生产与进展[J].钢管,1999,28(4):1-5.
[4]张菊水.钢的过热与过烧[M].上海:上海科学技术出版社,1984.
[5]全国钢标准化技术委员会.GB/T 10561—2005钢中非金属夹杂物含量的测定 标准评级图显微检验法[S].北京:中国标准出版社,2005.
[6]贾英辉,李莉,张文成.旋压技术在生产整体气瓶中的应用[J].中国科技信息,2007(22):299-300,303.
[7] 赵云豪.旋压技术现状[J].锻造技术,2005(5):95-97.
[8]徐恒秋,樊桂森,张锐.旋压设备及工艺技术的应用与发展[J].新技术新工艺,2007(2):6-8.
[9]梁佰祥,杨明辉,阳意慧,等.气瓶旋压成形技术[J].机电工程技术,2004,33(10):12-13,18.
[10]赵琳瑜,韩冬,张立武,等.旋压成形技术和设备的典型应用与发展[J].锻压技术,2007,32(6):18-26.
[11]孙象明.“形变过烧”——一个值得探讨的课题[J].热处理,2006,21(4):61.
