某铜铅锌多金属硫化矿石浮选分离试验
2015-03-09王喜绍蒋茂林卢燕平
王喜绍 蒋茂林 赵 锋 卢燕平
(1.中国有色集团(广西)平桂飞碟股份有限公司;2.广西冶金研究院有限公司)
某铜铅锌多金属硫化矿石浮选分离试验
王喜绍1蒋茂林2赵 锋2卢燕平2
(1.中国有色集团(广西)平桂飞碟股份有限公司;2.广西冶金研究院有限公司)
某铜铅锌多金属硫化矿石矿物组成复杂,金属矿物主要为黄铜矿、方铅矿、闪锌矿、黄铁矿、褐铁矿,微量菱锌矿、白铅矿、黝铜矿、铅黄,脉石主要为长石、石英,少量方解石、绢云母等。为开发利用该矿石,对其进行了选矿试验研究。结果表明:在磨矿细度为-0.074 mm占70.92%条件下,经1粗2精2扫铜铅混合浮选、混合精矿经1粗2精2扫铜铅分离浮选、混合尾矿经1粗2精2扫选锌闭路流程试验,获得的铜精矿铜品位为23.59%、银品位为1 659.66 g/t,铜回收率为86.49%、银回收率为76.39%;铅精矿铅品位为50.35%、铅回收率为63.33%;锌精矿锌品位为50.56%、锌回收率为86.02%,铜铅锌矿物得到有效分离和回收。
铜铅锌硫化矿 铜铅混浮 铜铅分离
随着易选硫化矿石的开发利用,目前可利用铜铅锌矿石的组分日趋复杂,矿物共生密切、嵌布关系复杂多变[1-4]。某铜铅锌硫化矿矿物共生关系密切、组成复杂,可用组分分离困难。本研究根据该矿石性质,选择合理的工艺流程和药剂制度,实现了铜铅锌矿物的有效分离和回收,选矿指标良好。
1 原矿性质
试验矿石矿物组成复杂,金属矿物主要为黄铜矿、方铅矿、闪锌矿、黄铁矿、褐铁矿,微量菱锌矿、白铅矿、黝铜矿、铅黄;脉石主要为长石、石英,少量方解石、绢云母等。矿石矿物组成及含量测定结果列于表1。
表1 原矿矿物组成及含量测定结果 %

矿物黄铜矿方铅矿闪锌矿白铅矿黄铁矿方解石含量2.60.65.30.21.55矿物毒砂长石石英绢云母褐铁矿含量0.3423244.5
由表1可知:矿石主要含铜矿物为黄铜矿,黄铜矿主要为他形晶粒状或集合体状,集合体中常包含细粒自形晶黄铁矿、脉石,有的黄铜矿交代包含不规则粒状或极细蠕虫状方铅矿、闪锌矿、脉石;矿石主要含铅矿物为方铅矿,含量较少,晶体多数呈不规则粒状嵌布于脉石中,亦常被黄铜矿交代包含,少量与闪锌矿紧密共生,或呈蠕虫状、放射状嵌布于矿石中,在方铅矿的集合体中有时包含少量黄铜矿、细粒黝铜矿、车轮矿等;矿石主要含锌矿物为闪锌矿,闪锌矿部分较纯净,部分包含较多极细的乳滴状黄铜矿,闪锌矿一般呈他形晶粒状产出,闪锌矿与黄铜矿、长石密切共生,常与黄铜矿互相交代;矿石中黄铁矿多数呈立方体自形晶-半自形晶粒状产出,少数呈他形晶产出,一般呈细粒分散状嵌布于黄铜矿、脉石中。
原矿化学多元素分析结果见表2,铜、铅、锌物相分析结果见表3。
表2 原矿化学多元素分析结果 %

成分AuAgCoSiO2Al2O3NiK2OCaO含量0.01965.660.05159.988.940.0792.563.04成分FeSAsPCuZnPb含量4.153.710.160.0420.882.430.26
注:其中Au、Ag含量的单位为g/t。
表3 原矿物相分析结果 %

铜物相占有率铅物相占有率锌物相占有率氧化相中铜2.00氧化相中铅2.65氧化相中锌1.01硫化相中铜91.00硫化相中铅92.33硫化相中锌87.37其他相中铜7.00其他相中铅5.02其他相中锌11.62总铜100.00总铅100.00总锌100.00
从表2、表3可以看出:矿石主要有价元素为铜、锌、银,铅作为伴生元素可以考虑综合回收;有害元素砷、汞、铬含量都很低;铜铅锌氧化程度低,对选矿有利。
2 浮选试验研究
由试验矿石性质,拟采用铜铅混浮—铜铅分离—混浮尾矿选锌的原则流程处理该矿石。
2.1 铜铅混浮试验
铜铅混浮条件试验流程见图1。
2.1.1 磨矿细度试验
在硫酸锌用量为1 000g/t、捕收剂丁铵黑药+DY粗选用量为30+40g/t、丁铵黑药+DY扫选用量为10+10g/t条件下进行铜铅混合浮选磨矿细度试验,结果见表4。
表4 磨矿细度试验结果 %

磨矿细度(-0.074mm)产品产率品位铜铅锌回收率铜铅锌55.32铜铅混合粗精矿9.169.682.066.5589.8778.1724.92尾矿90.840.110.061.9910.1321.8375.08原矿100.000.990.242.41100.00100.00100.0060.00铜铅混合粗精矿10.668.681.886.8592.1781.7730.19尾矿89.340.090.051.897.8318.2369.81原矿100.001.000.252.42100.00100.00100.0070.92铜铅混合粗精矿10.978.721.906.2392.9181.8327.84尾矿89.030.080.051.997.0918.1772.16原矿100.001.030.262.46100.00100.00100.0080.00铜铅混合粗精矿11.677.851.766.1892.1882.8928.89尾矿88.330.090.052.017.8217.1171.11原矿100.000.990.252.50100.00100.00100.00
从表4可知:随着磨矿细度的增加,铜铅混合粗精矿中铜品位逐渐降低;铜、铅回收率随着磨矿细度由-0.074mm占55.32%增加到60.08%逐渐升高,此后再增加磨矿细度铜铅粗精矿中铜、铅的回收率变化不明显;随磨矿细度的增加,锌的损失率先增加后小幅降低,在磨矿细度-0.074mm占60.08%时锌损失率最大,达到30.19%。综合考虑,确定磨矿细度为 -0.074mm占70.92%。
2.1.2 捕收剂种类试验
在磨矿细度为-0.074mm占70.92%、硫酸锌用量为1 000g/t条件下,考察丁铵黑药、Z200、DY和MQJ单独及组合使用时对铜铅混合浮选捕收性能的影响,结果见表5。
从表5可知:采用丁铵黑药+MQJ组合作为捕收剂获得的铜铅混合粗精矿中铜、铅品位和回收率较佳,且锌回收率最低。因此铜铅混浮时采用丁铵黑药+MQJ组合为捕收剂。
2.1.3 捕收剂用量试验
在磨矿细度为-0.074mm占70.92%、硫酸锌用量为1 000g/t、丁铵黑药+MQJ扫选用量为10+10g/t条件下进行铜铅混合浮选丁铵黑药+MQJ粗选用量试验,结果见表6。
从表6可知:当MQJ用量不变、丁铵黑药用量增加时,铜铅粗精矿中铜、铅回收率增加,但增加幅度逐渐降低;当丁铵黑药用量不变、MQJ用量增加时,铜铅粗精矿中铜、铅回收率增加,但增加幅度逐渐降低,铜、铅品位变化不大,锌损失率无明显变化。综合考虑,确定铜铅混合粗选丁铵黑药+MQJ用量为30+60g/t。
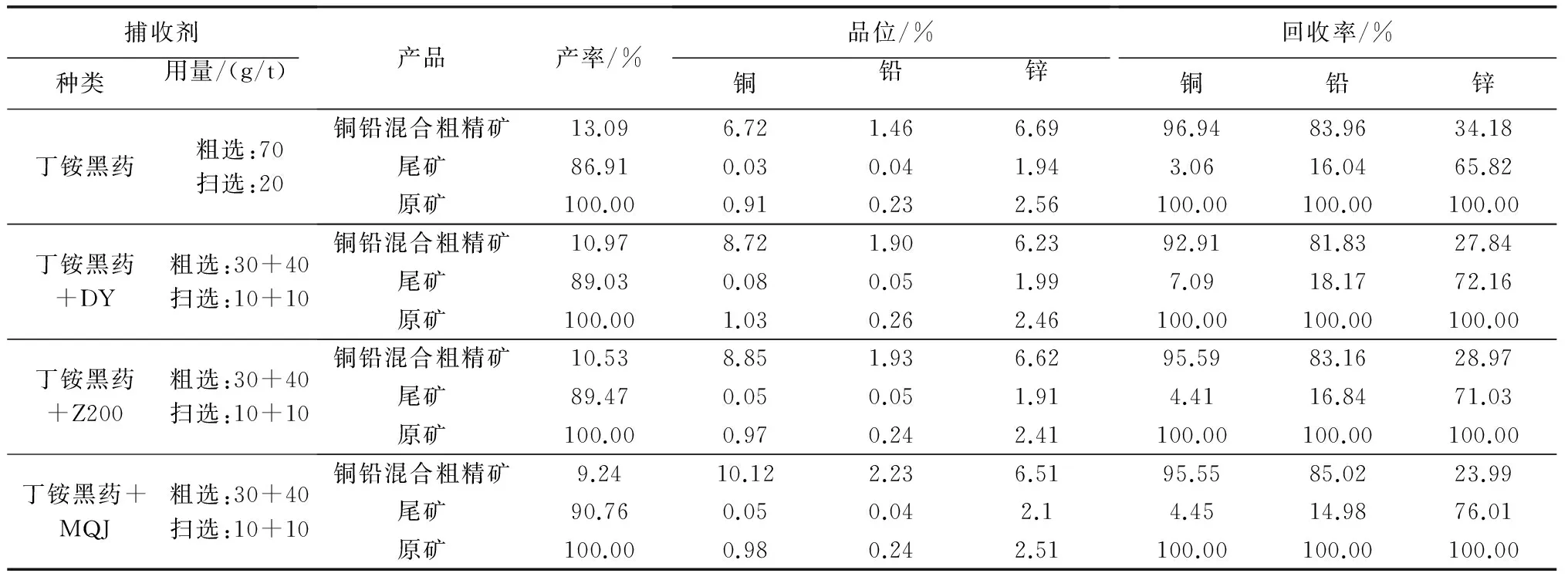
表5 铜铅混合浮选捕收剂种类试验结果

表6 铜铅混合粗选丁铵黑药+MQJ用量试验结果
2.1.4 硫酸锌用量试验
锌的常用抑制剂为亚硫酸钠和硫酸锌,因亚硫酸钠对铅有一定抑制作用,因此本试验选择硫酸锌作为锌的抑制剂。在磨矿细度为-0.074 mm占70.92%、粗选丁铵黑药+MQJ用量为30+60 g/t、扫选丁铵黑药+MQJ用量为10+10 g/t条件下,进行铜铅混合浮选硫酸锌用量试验。结果见表7。
由表7可知,未添加硫酸锌时,铜铅混合粗精矿中锌品位为13.24%、回收率为53.84%;当硫酸锌用量为1 000 g/t时,铜铅混合粗精矿中锌品位仅为6.51%、回收率降低至23.99%;当硫酸锌用量大于1 000 g/t时,随着硫酸锌用量增加,锌在铜铅粗精矿中的回收率变化不大;随着硫酸锌用量的增加,铜铅混合粗精中铜、铅品位及回收率的变化不明显。确定硫酸锌用量为1 000 g/t。
2.2 铜铅分离试验
对铜铅混合粗精矿进行铜铅分离时采用硫酸调浆,SJJ抑制方铅矿。铜铅分离浮选试验流程见图2,结果见表8。
由表8可知,随着硫酸用量增加,铜精矿铜品位提高,但提高幅度逐渐降低;硫酸用量由50 g/t增加至100 g/t时,铜精矿铜作业回收率由99.50%降至49.54%。综合考虑,确定硫酸用量为50 g/t。

表7 铜铅混合浮选硫酸锌用量试验结果
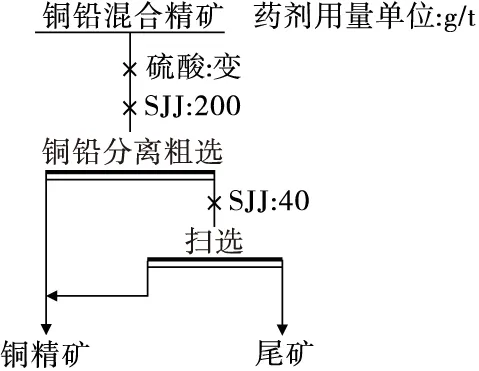
图2 铜铅分离试验流程
2.3 锌浮选试验
锌的主要载体矿物闪锌矿属于易选矿物,因此采用常规硫化矿浮选方法进行锌的回收。锌浮选条件试验流程见图3。

图3 锌浮选条件试验流程
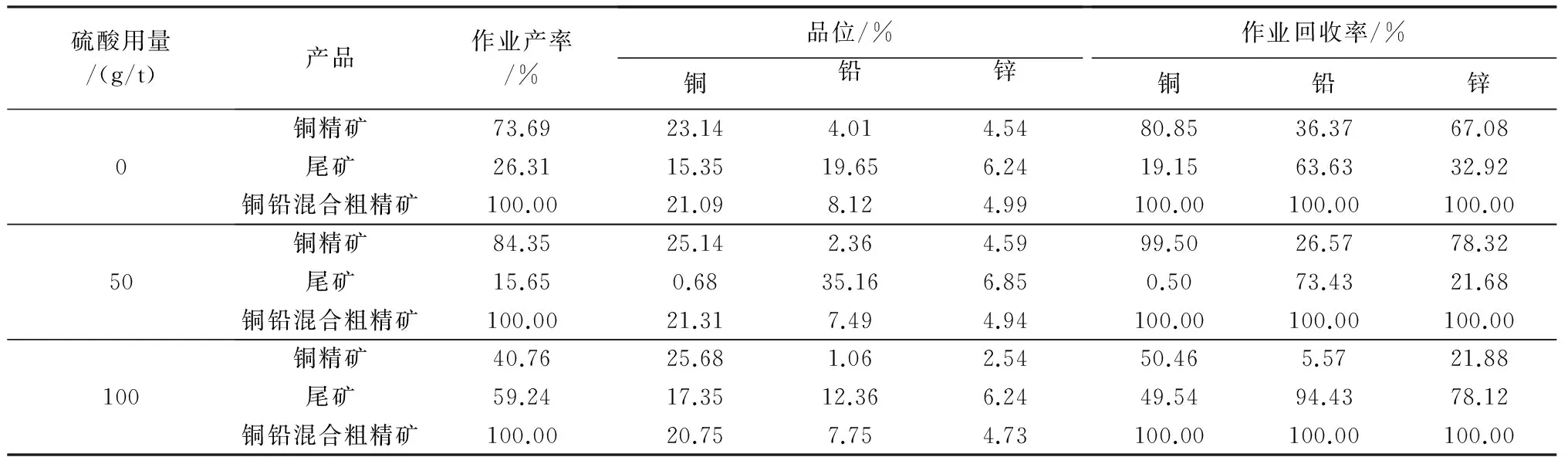
表8 铜铅分离浮选硫酸用量试验结果
2.3.1 硫酸铜用量试验
硫酸铜是闪锌矿的有效活化剂[4]。在丁黄药粗选用量为100 g/t条件下,进行锌浮选硫酸铜用量试验,结果见表9。
由表9可知:随着硫酸铜用量的增加,锌粗精矿锌作业回收率逐渐升高;当硫酸铜用量为200 g/t时,锌粗精矿锌品位为35.66%、作业回收率为89.34%;此后,继续增加硫酸铜用量,锌作业回收率增加不明显。综合考虑,确定硫酸铜用量为200 g/t。
2.3.2 丁黄药用量试验
在硫酸铜用量为200 g/t条件下进行锌浮选丁黄药用量试验,结果见表10。
由表10可知:随着丁黄药用量的增加,锌粗精矿中锌作业回收率呈上升趋势,锌品位变化不大。当丁黄药用量为120 g/t时,锌粗精矿中锌品位为35.61%、作业回收率为90.18%,继续增加丁黄药用量,锌粗精矿中锌作业回收率增加不明显。综合考虑,确定丁黄药用量为100 g/t。
2.4 浮选闭路试验
在条件试验和探索试验的基础上按图4流程进行了铜铅混合浮选、铜铅分离、铜铅混合浮选尾矿选锌闭路试验。结果见表11。
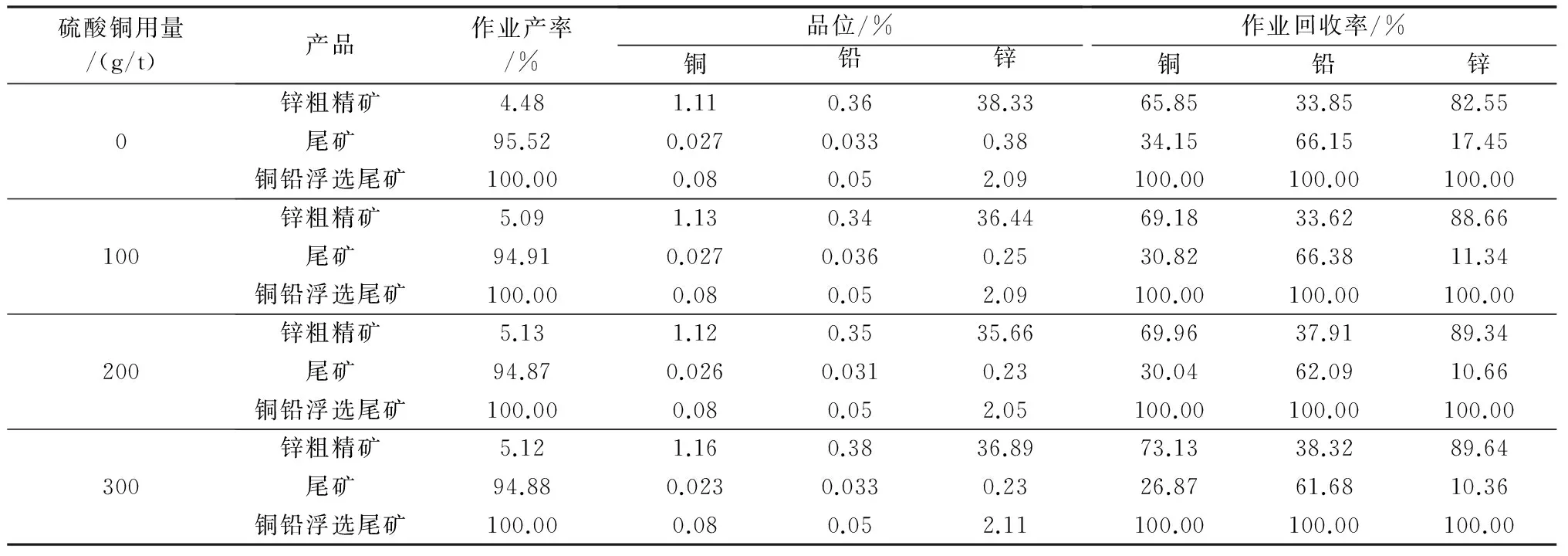
表9 锌浮选硫酸铜用量试验结果
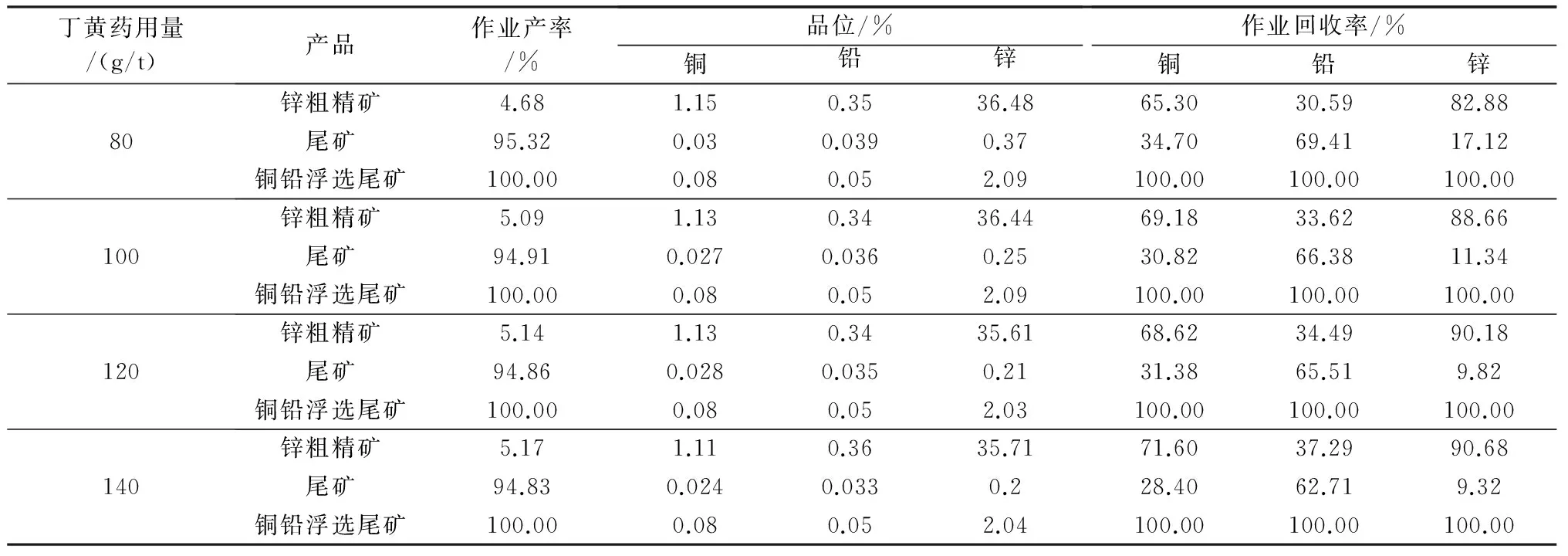
表10 锌浮选丁黄药用量试验结果
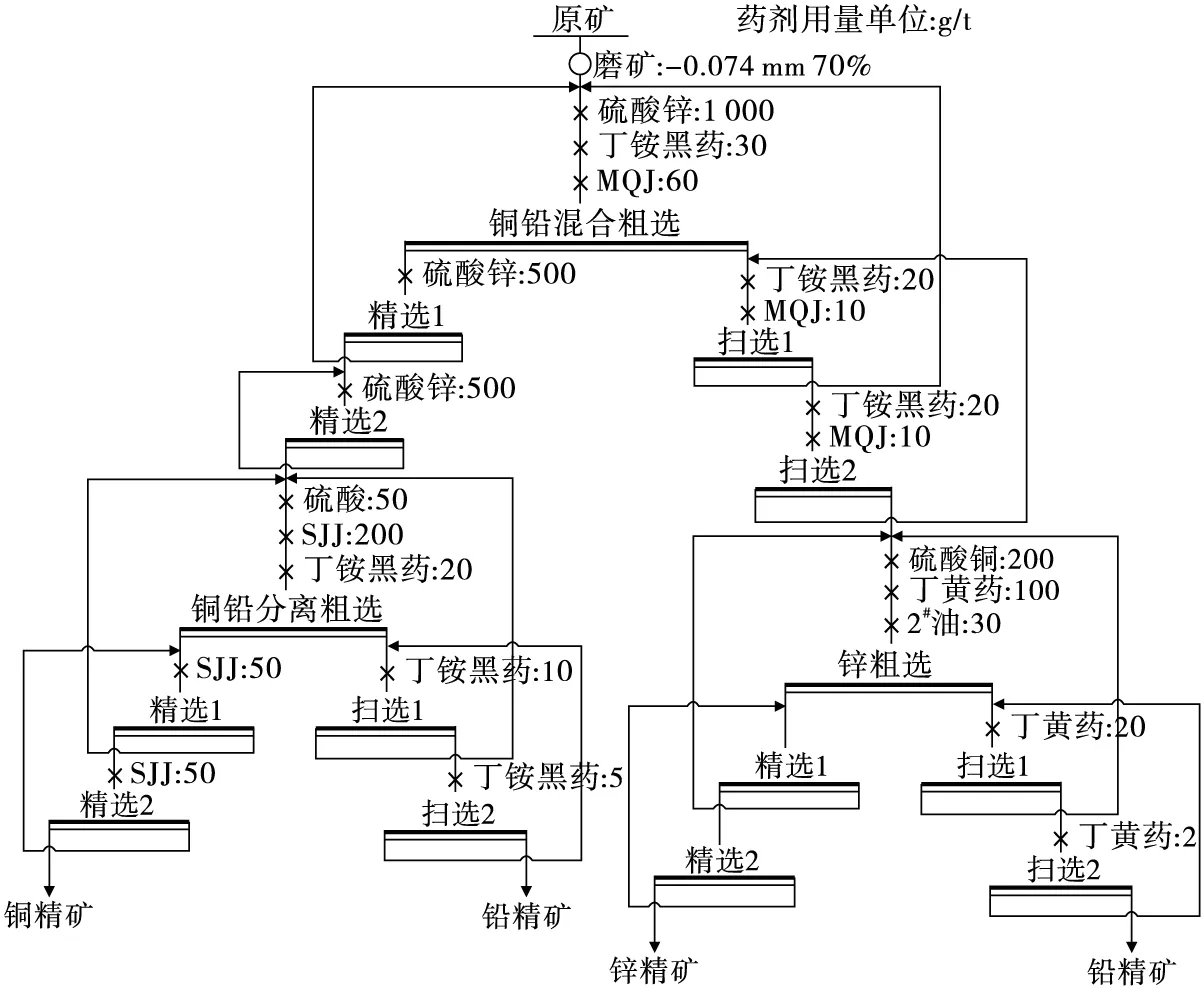
图4 浮选闭路试验流程
由表11可知:原矿经1粗2精2扫铜铅混合浮选、混合精矿经1粗2精2扫铜铅分离浮选、混合尾矿经1粗2精2扫锌浮选,获得的铜精矿铜品位为23.59%、银品位为1659.66g/t,铜回收率为86.49%,银回收率为76.39%;铅精矿铅品位为50.35%,铅回收率为63.33%;锌精矿锌品位为50.56%,锌回收率为86.02%。

表11 闭路试验结果
3 结 语
(1)某铜铅锌多金属硫化矿含铜0.88%、含铅0.26%、含锌2.43%,矿石主要金属矿物为黄铜矿、方铅矿、闪锌矿,脉石矿物主要为长石、石英、方解石、绢云母等。
(2)采用1粗2精2扫铜铅混合浮选、混合精矿经1粗2精2扫铜铅分离浮选、混合尾矿经1粗2精2扫锌浮选的闭路流程处理试验矿石。获得的铜精矿铜品位和回收率分别为23.59%、86.49%,银品位和回收率分别为1 659.66g/t、76.39%,铅精矿铅品位为50.35%、回收率为63.33%,锌精矿锌品位为50.56%、回收率为86.02%。矿石中主要的有价金属元素均得到了有效分离和回收。
[1] 艾光华,周 源.细粒嵌布铜铅锌矿石的浮选工艺试验研究[J].金属矿山,2004(10):36-38.
[2] 刘水红,李成必,曾克文,等.内蒙古某含银锑复杂铜铅锌多金属硫化矿选矿试验研究[J].矿冶,2015,24(1):6-10.
[3] 王伟之,陈丽平,张 浩,等.细粒嵌布铜铅锌矿石的浮选工艺试验研究[J].中国矿业,2014,23(9):129-133.
[4] 李红玲,梁友伟.云南某多金属硫化矿选矿试验研究[J].金属矿山,2011(7):82-85.
[5] 珠玉霜,朱建光.浮选药剂的化学原理[M].长沙:中南工业大学出版社,1987.
Flotation Separation on a Cu-Pb-Zn Polymetallic Sulphide Ore
Wang Xishao1Jiang Maolin2Zhao Feng2Lu Yanping2
(1.CNMC(Guangxi)Pgma Co.,Ltd.; 2.Guangxi Institute of Metallurgy Co. Ltd.)
Mineral composition of a Cu-Pb-Zn polymetallic sulfide ore is complex. Main metal minerals are chalcopyrite, galena, sphalerite, pyrite, limonite, trace smithsonite, cerussite, tetrahedrite, masicotite, gangue minerals are mainly feldspar, quartz, little calcite, sericite, etc. For the development and utilization of the ore, beneficiation experiment on the ore was conducted. Results show that: at the grinding fineness of 70.92% -0.074 mm, through one roughing-two cleaning-two scavenging Cu-Pb bulk flotation, mixed concentrate endure one roughing-two cleaning-two scavenging separation of copper from lead, one roughing-two cleaning-two scavenging zinc selection closed circuit flotation process, copper concentrate with Cu grade and recovery of 23.59% and 86.49%, Ag grade and recovery of 1 659.66 g/t and 76.39%, lead concentrate with Pb grade and recovery of 50.35% and 63.33%, zinc concentrate with Zn grade and recovery of 50.56% and 86.02% was obtained, all of the Cu, Pb, Zn minerals is effectively separated and recovered.
Cu-Pb-Zn sulphide ore, Cu-Pb bulk flotation, Separation of Cu from Pb
2015-05-18)
王喜绍(1964—),男,工程师,542800 广西省贺州市平桂管理区电厂南路1号。
