热轧低碳深冲用钢的开发与应用
2015-03-08徐筱芗
徐筱芗
(安阳钢铁股份有限公司)
热轧低碳深冲用钢的开发与应用
徐筱芗
(安阳钢铁股份有限公司)
摘要采用低碳成分设计,通过合理控制冶炼、热轧等关键工序参数,成功研发了厚度大于3.0 mm热轧低碳深冲用钢AGHE,该产品生产工艺简单,质量稳定,成型性能好,可制作一些变形较为复杂的难冲零件,替代冷轧板或焊接件在深冲商用汽车零件上的应用,且用其制造加工汽车用配件成本低,其成功开发应用具有较大的经济效益和社会效益。
关键词热轧低碳深冲用钢开发应用
DEVELOPMENT AND APPLICATION OF HOT ROLLED LOW CARBON AND DEEP DRAWING STEEL
Xu Xiaoxiang
( Anyang Iron and Steel Group Co.,Ltd )
ABSTRACTHot rolled low carbon and deep drawing steel with greater than 3.0 mm thickness is developed successfully by adopting low carbon component design, reasonable control smelting and hot rolled technology. The product has many advantages such as simple process, stable quality and good formability. The product can be produced to some complex part, and is applied on deep drawing automobile parts replace of manufacture and welding parts, and the cost was low, the economic and social benefits was great.
KEY WORDShot rolledlow carbondeep drawing steeldevelopmentapplication
0前言
随着我国经济和物流运输业的迅速发展,商用汽车的制造应用量逐年增加。但在激烈的市场竞争下,制造企业已将商用汽车的轻量化和低制造成本作为追求目标,所以目前商用汽车上的一些变形较为复杂的难冲零件用 “以热代冷” ( 热轧钢板代替冷轧钢板)来制造,或用具有较高加工成型能力的深冲用钢代替普通钢材的焊接件,以实现在保证质量和满足汽车要求的前提下来降低制造成本。为满足市场需求,安钢在热连轧机组研制开发了厚度大于3.0 mm热轧低碳深冲用钢AGHE,用于商用汽车关键部件的支架。该产品通过合理的成分设计和关键工序参数控制,获得合适的微观组织和晶粒度,来提高钢板的成型性能和使用性能。
1技术要求
热轧低碳深冲用钢主要用于变形复杂的汽车用冲压零件,要求具有较低的屈服强度、较高的伸长率。其化学成分要求见表1,力学性能要求表2。

表1 热轧低碳深冲用钢AGHE的化学成分要求

表2 热轧低碳深冲用钢AGHE的力学性能要求
钢中碳含量是影响钢板冲压性能和力学性能的重要因素。较高的碳含量容易产生渗碳体,破坏钢板内部组织的连续性,在成型时容易产生微裂纹,对冲压性能和力学性能都不利;但若碳含量太低的也不行,一方面会使Ar3相变点升高,给热轧要求的高温终轧带来难度;另一方面会影响到产品的机械性能,会造成强度偏低,难起到支架作用,所以热轧低碳深冲用钢AGHE碳含量控制非常重要。
2生产实践
热轧低碳深冲用钢AGHE的生产工艺流程: 铁水预处理—转炉冶炼—氩站—LF—RH—双流板坯连铸机—热连轧—冷却—卷取。冶炼和轧制工艺控制要点如下。
2.1冶炼
因为碳含量对热轧低碳深冲用钢非常重要,所以热轧低碳深冲用钢AGHE冶炼的关键问题是碳的控制。为提高目标碳含量控制准确率,需要对RH入站前碳、氧值进行控制,在渣面加入铝屑降低和抑制钢渣氧化性外,还要加入了铝铁进行钢水脱氧。在冶炼生产过程中主要采取了控制转炉成品终点C含量、真空处理前钢液中氧活度以及采用真空轻处理工艺等措施,将钢中C含量控制在W(C)≤0.03%。冶炼后的低碳深冲用钢AGHE板坯化学成分见表3。

表3 低碳深冲用钢AGHE板坯化学成分(质量分数)
2.2热轧
对于热轧低碳深冲用钢AGHE,希望得到尽量粗大均匀的热轧态组织、无织构取向晶粒,便于直接进行工序复杂的加工成型,为此需要采用较高的温度控制制度。高的板坯加热温度不仅是为了获得足够的塑性以利于轧制,也使AlN充分固溶于奥氏体中;在轧制过程中,因热轧低碳深冲用钢的碳含量较低,其Ar3点较其他钢种稍高,同时为避免出现混晶组织,终轧要求在单相区即γ区进行,故也需要较高的终轧温度;为保证稍大的晶粒组织,又兼顾再生氧化铁皮的形成,需要采用合适的冷却模式,钢板冷却后要求较高的卷取温度,以保证晶粒充分长大和再结晶。在实际生产中,根据工艺装备情况,采用合理的加热温度、轧制道次及优化除鳞工艺等措施来保证热轧低碳深冲用钢AGHE质量和性能,具体轧制过程参数控制情况见表4。

表4 热轧低碳深冲用钢AGHE轧制过程参数控制情况
3产品质量及应用
3.1产品力学性能
热轧低碳深冲用钢AGHE的力学性能见表5。
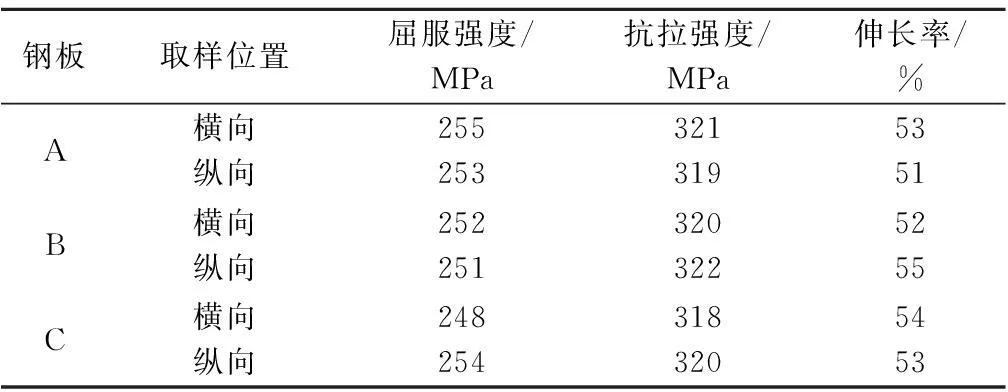
表5 热轧低碳深冲用钢AGHE的力学性能
由表5可知,屈服强度在248 MPa~255 MPa 范围内,伸长率在51% ~55% 区间,说明热轧低碳深冲用钢AGHE的屈服强度适中、稳定,伸长率较高,能满足加工变形较为复杂的难冲零件的高质量要求,因为深冲用钢要求具有较低屈服强度和较高伸长率。
3.2金相组织观察
4.75 mm热轧低碳深冲用钢AGHE热轧后的性能稳定、组织均匀,其沿厚度方向上的金相组织如图1所示。
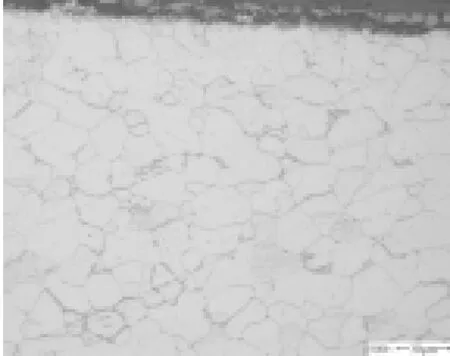
(a) 表层组织

(b) 厚向1/4组织

(c) 厚向1/2组织
图1沿厚度方向上热轧低碳深冲用钢AGHE热轧后的金相组织 从图1可以看出,热轧低碳深冲用钢AGHE的金相组织特征是渗碳体含量极少的等轴铁素体组织,晶粒度为6.0~7.5级,晶粒均匀无取向,这种较纯铁素体组织及其晶粒度决定了产品的伸长率和屈服强度,能满足变形较为复杂零部件的加工要求。产品晶粒度测量值见表6。
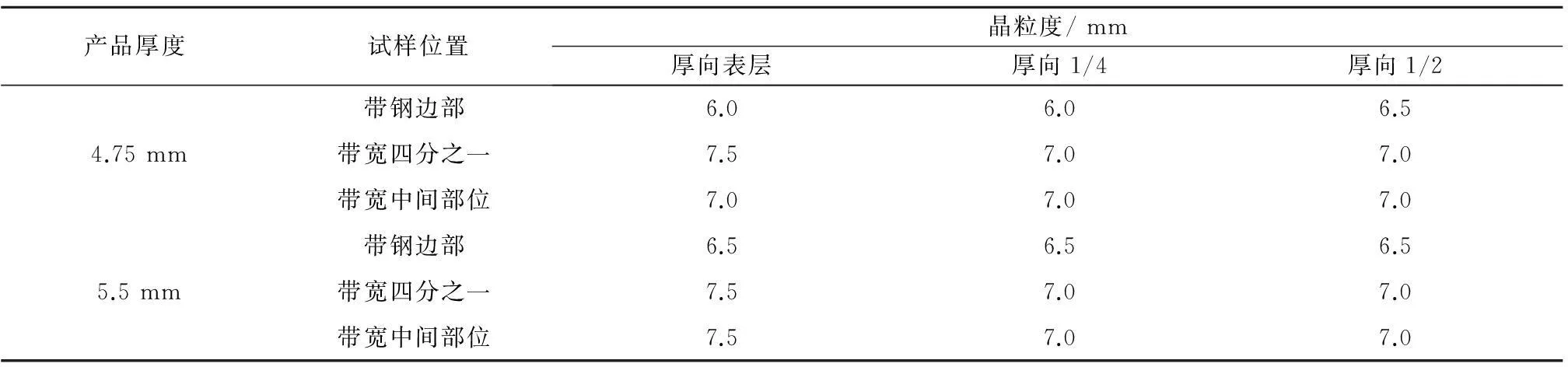
表6 产品AGHE晶粒度测量值
由表6可知,晶粒度比较均匀。对于热轧产品来说,较大的晶粒尺寸对应于较小的屈服强度,相应的成型性能较好,也为获得较好的深冲性能奠定了基础。
3.3产品应用
安钢开发的热轧低碳深冲用钢AGHE具有较好的产品性能,特别是其伸长率高,各向异性差小,在山东德州某机械设备制造厂进行应用试验冲压零件时表现出优良的成型性能,应用试验取得成功,用4.75 mm的产品冲压较复杂汽车零件的成品合格率达100%。实验结果说明,热轧低碳深冲用钢固溶[C]含量低是冲压成型性能好的根本原因,钢质越纯净,伸长率越高,冲压性能就越好。热轧低碳深冲用钢AGHE钢板加工流程如图2所示,热轧低碳深冲用钢AGHE钢板冲压商用汽车配件实物照片如图3所示。

(a) 雏形(b) 首次折弯90 °(c) 再次折弯、矫正
图2热轧低碳深冲用钢AGHE钢板加工流程示意图

图3热轧低碳深冲用钢AGHE商用汽车配件冲压实物
4结语
安钢通过制定合理的成分设计、冶炼、热轧等生产过程关键工艺制度,成功开发了较低屈服强度、较高伸长率的热轧低碳深冲用钢AGHE,经近两年的生产实践表明,产品质量稳定,各向异性差小,冲压性能优良,完全满足商用汽车配件的加工要求,已成功应用在商用汽车的支架部位,具有较大的经济效益和社会效益。
5参考文献
[1]王先进,崔德理,唐荻.超深冲“无间隙原子钢”的进展[J].钢铁,1990,25(6):61~65.
收稿日期:联系人:徐筱芗,高级工程师,河南.安阳(455004),安阳钢铁股份有限公司技术中心;2015—7—22
