纤维缠绕工艺中导丝头的新思考
2015-03-06牛绍祥
牛绍祥
(积水可耐特(河北)科技环境有限公司,河北 冀州 053200)
纤维缠绕工艺中导丝头的新思考
牛绍祥
(积水可耐特(河北)科技环境有限公司,河北 冀州 053200)
现有导丝头在玻璃钢缠绕工艺中存在多方面的不足,将其改为无间距导丝头,将大大改观玻璃钢产品性能,降低制造成本,本文对其作了较详尽的论述,且对新导丝头的结构作了介绍。
玻璃钢缠绕;无间距导丝头;纤维张力
1 引 言
玻璃钢缠绕工艺的出现,充分显现出玻璃钢材质轻质高强的特点。现有缠绕工艺的导丝头,是将纤维束均匀布满玻璃钢躯体的重要构件,几十年来,导丝头无论结构怎样变化,其指导思想是在玻璃钢的形成表面上将玻璃纤维等距离的均布于纱片宽度上,其特征是一层且有间距。
玻璃纤维间的间距有诸多弊端[1],其间隔空间由树脂填充,减弱材料的强度指标;增大了材料固化过程中的收缩量[2],造成应力集中,减弱了形体尺寸的稳定性;增大了树脂质量分数(含量),减小了纤维含量,增加了成本;由于间距是靠导丝头上的结构分布的,在导丝头前并拢的纱线由导丝头分开,这个过程往往将纤维拉断了,也有可能使断头被带入另一支纤维的路径,俗称乱纱,为此,导丝头必须有专人守护,防止乱砂;由于导丝头工作时需要人工看护,受乱纱几率及人的适应能力的限制,导丝头的穿纱量很难大幅度的提高,限制了生产能力的提高。
由此可以看出,纤维间间距的存在,是有害的,是应努力消除的。在此思想指导下,设计并制造出了无间距导丝头(图1)。

图1 无间距导丝头
2 无间距导丝头
2.1 无间距导丝头的结构
无间距导丝头的结构(图2),导丝头总成通过摆动轴被支架在机座上,在导丝头的机架上,固定连接着(纤维)转向杆,同时,机架还支撑着丝杆(丝杆设有正反螺纹),机架通过销轴,铰接着摇臂,摇臂的一端,简支着压辊,摇臂的另一端,由拉簧拉紧,在拉簧的作用下,摇臂摇摆,使压辊驱于转向杆,手轮与丝杆连接。
2.2 无间距导丝头的工作过程
2.2.1 无间距导丝头穿纱
拉动摇臂(图3),使压辊远离转向杆,同时转动(图2)手轮,使限宽挡杆张开一个宽度,这样在转向杆、压辊与挡杆之间,被围成一个面积A,A面积的大小视穿纱方便而定,A面积出现后,就可将纱线逐根的穿入,穿入纱线的数量视工艺需要而定。

图2 无间距导丝头的结构

图3 无间距导丝头穿纱工况
2.2.2 无间距导丝头工作
纱线穿完后(图4),放开摇臂,在弹簧的拉动下,摇臂转动,使压辊驱向转向杆,在这过程中,穿入的纱线被压紧,形成了一个截面为矩形A’的纱线束。
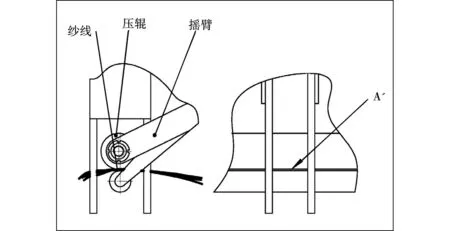
图4 无间距导丝头工作工况
纱线在缠绕之前及在缠绕过程中,均可对纱束宽窄进行调整,即转动手轮,使丝杆转动,进而调整限宽档杆的距离。以使纱束的宽度适应缠绕工艺需要以其得到均匀平整的缠绕产品。
3 无间距导丝头的优点
3.1 树脂含量低
由于纤维束是在压辊压紧状态下形成的,纤维族被压实,树脂被大量挤出,根据需要(据缠绕层的功能需要)可选择更适宜的拉簧,调整对纤维族的压力从而调整玻璃钢组织中的纤维含量。通过对试块的纤维含量测试[3],可达到86%的纤维残留量,不难想见,由此会带来颇多益处:
3.1.1 强度高
用无间距导丝头制造的玻璃钢材料强度大幅提高。众所周知,纤维是玻璃钢材料的强度组份。一般导丝头制造的玻璃钢产品的纤维含量在60%左右,因此,理论上强度提高:86/60=1.433倍。
3.1.2 尺寸稳定
玻璃钢材料在固化过程中的收缩,实际上是树脂组份在固化过程中收缩,因此可以说,无间距导丝头制造的玻璃钢产品树脂含量小,收缩率小,组织中内应力小,且降低交叉缠绕时在交叉点处的应力集中,同时稳定了形体尺寸,防止产品变形。
3.1.3 成本低
树脂的价格比纤维的价格高,无间距导丝头制造的玻璃钢产品,树脂减少纤维增多,因此该产品比一般导丝头制造的产品降低了成本。
3.2 无人职守
一般导丝头工作中。在纤维通过导丝头的瞬间将纤维分开,导丝头前经常出现纱线并拢的情况,这种时候,往往将纱线拉断,更有甚者,断头被带入另一支纤维的路径,俗称“乱纱”,因此,导丝头必须有人守护,防止乱纱。而无间距导丝头,没有将纱分开的过程,无需专人看管,因此可实现无人职守。
3.3 生产效率高
在导丝头工作时,需要专门人员看护,受乱纱几率及人的处理能力的限制,导丝头的穿纱量很难大幅度的提高,一般被限制在50根以内,限制了玻璃钢生产能力的提高,而无间距导丝头,对纱的编束能力可提高到1 000根(本文实验到该纱量)并可以更多,生产效率提高了20倍,在正常缠绕工作时间内,由于没有乱纱现象的发生,线速可以提高,另一方面提高了效率,
3.4 张力均匀
前文提到过一般导丝头布纱量在50根以内,也就是说,全部纤维铺层是每50根一次次铺上去的,每次铺上去时,其张力都影响着前面铺层的张力又被后续铺层张力影响着,即使张力层层递减,也是参差不齐的。但无间距导丝头每次导纱量多之又多,在纱束压向工件的瞬间,相互干扰,达到平衡后,多余的纱成分会以降速的形式保持纱线张力的均衡,这样,纤维纱的缠绕在工件的张力是均匀且一致的[4]。因此说,无间距导丝头制造的玻璃钢工件,其纤维张力是一致的,进而,会提高玻璃钢材质的承载能力。
3.5 不刮胶
一般导丝头将纱分布于工件上之后,纱线往往相互压挤,将多余的树脂挤于工件的表层,造成树脂的流淌滴沥,需人们手工刮下该表层树脂回收再用。在12 m长的工件上,往往有5~6个人从事刮胶作业,伴随缠绕工作的全过程,造成大量的工时浪费。而无间距导丝头工作时,可调整纱束之间的压紧力,将纱线间的多余树脂,无保留的在导丝头工作的同时被挤出,返回浸胶槽,避免了人为刮胶的工时浪费。降低玻璃钢的制造成本。
4 结 语
玻璃钢缠绕生产的导丝头改为无间距导丝头,提高纤维比例,提高材料强度,减小制品的变形量,减少了工人的劳动量,提高了生产率,降低了玻璃钢产品的制造成本。
[1] 马丽,王磊.浅析双导丝头缠绕工艺[J].玻璃钢/复合材料,2004(4):27-28.
[1] 王荣秋.固化树脂收缩率测量的几种方式[J].纤维复合材料,1994,11(2):40-45.
[3] 王春香.纤维缠绕过程中的张力分析[J].复合材料学报,2002(3):120-123.
[4] HB7736.5.复合材料预浸物理性能试验方法第5部分:树脂含量的测定[S] .2004.
New Thinking Offiber Guider in Filament Winding Process
NIU Shaoxiang
(Sekisui KNT(Hebei)Environmental Technology Co.Ltd., Jizhou, Hebei 053200 )
Existing fiber guider in FRP winding process has many deficiencies.Change it into gapless fiber guider, will greatly improve performance of FRP products, reduce manufacturing cost.This paper detailed elaboration, also introduced the structure of the new guider.
filament winding;gapless fiber guider;fiber tension
2015-01-12)
牛绍祥(1957-),男,河北人,硕士,工程师。研究方向:从事玻璃钢设备设计制造。