浅议J599系列电连接器尾部附件的选择
2015-03-05刘珠煜金小萍都晰翚
刘珠煜,金小萍,都晰翚
(上海航天局第805研究所,上海,201108)
1 引言
近年来,随着对航天产品小型化、轻型化及环境使用条件的要求越来越高,GJB599(以下简称J599)系列圆形电连接器以体积小、重量轻、高密度、高可靠等优良特点开始在航天产品上大量应用。J599系列电连接器是仿制自美军标产品,导体连接方式为压接方式,在国产化过程中为了适应国内用户需求,研发了与之对应的焊接系列的产品,其型谱、性能与压接产品基本一致。
J599系列电连接器在使用过程中需要用户自己配套尾部附件,本文就以案例的形式对J599系列电连接器中焊接系列的产品在选取尾部附件时的影响因素进行分析,给出解决的办法。
2 J599系列接插件尾附件作用及分类
J599系列接插件尾附件主要有三个方面作用:一是保护导线与接触体端接处不受损伤;二是固定电缆;三是提高部分电磁屏蔽性能。
J599 系列接插件尾附件包含 14、16、18、20、38、39、69等系列,按照电缆的固定方式可以分为两种:电缆夹式和直式。电缆夹式就是指尾附件包含电缆夹用于固定电缆,16、18、38、39都属于这种类型;直式就是无电缆夹固定电缆,电缆直接从圆柱形筒段出来,14、20、69 属于这种类型。
3 J599系列接插件尾附件使用问题
由于压接和焊接是两种不同的工艺方式,在故障模式上有很大的不同,本文主要讨论J599焊接型接插件的尾部附件选用和使用情况。
一般来说,在生产电缆组件的时候,电连接器尾罩内的导线应顺着焊槽轴向自然伸出,并应留有应力消除的弧形余量,这样才能保证电缆在使用过程中不出现问题。J599系列接插件尾附件中电缆夹式可以很好的保证这项措施的落实,而直式尾附件就很难保证电缆的固定。在实际使用过程中,就遇到过类似的情况,在持续小应力的作用下,因为蠕变作用引发了焊接部位焊料内部断裂,如图1所示。
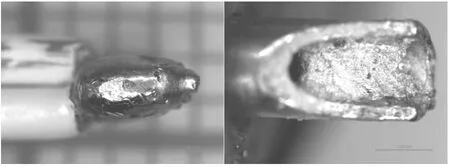
图1 脱落导线与焊杯焊点表面形貌
在持续或不断地小应力作用下,焊接面导线发生了脱落,通过对断口的扫描图的断口形貌(图2至图4所示),可以看出,断口为机械外力引起。专业的故障检测中心对此问题的定位为:"根据断开形貌分析认为焊杯中焊料断裂是由于焊点在使用过程中受到机械外力引起的,断裂性质为疲劳断裂或者蠕变断裂。若为疲劳断裂,则起裂于焊杯口处,断口中部区域的冰糖状断口形貌,是焊料在交变应力作用下疲劳裂纹沿铅锡共晶相界扩展的结果,断口中部和焊杯口的韧窝形貌是焊料经历瞬间大外力撕裂的结果,最后焊杯底部边缘瞬断区呈现韧窝形貌。若为蠕变断裂,则起裂于焊杯中部冰糖状断口形貌区域,是焊料在持续的蠕变应力作用下裂纹沿铅锡共晶相界扩展的结果,焊杯底部边缘与焊杯口处韧窝形貌区为焊料最后瞬断区。"
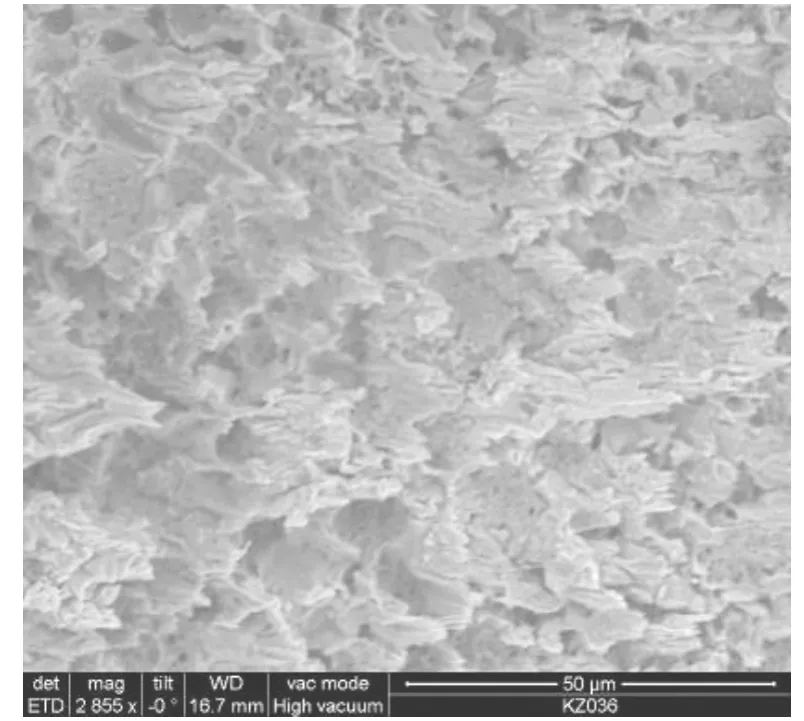
图2 焊杯口韧窝区形貌
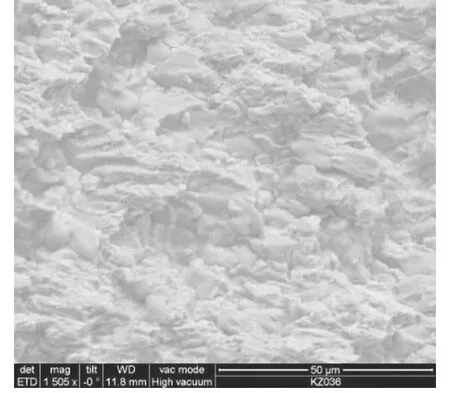
图3 焊杯中部冰糖区形貌
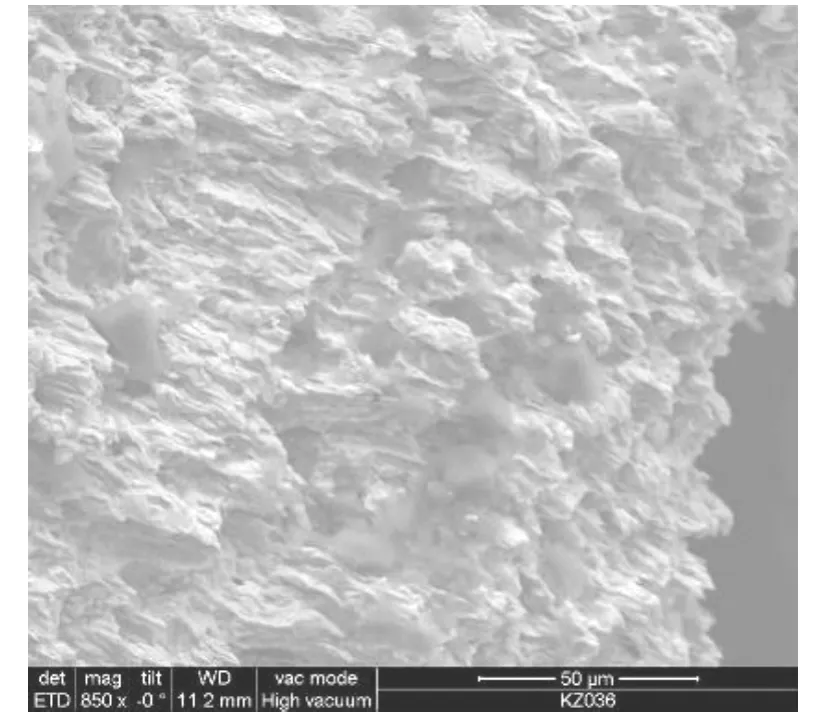
图4 焊杯底部韧窝区形貌
经过进一步分析,可以确定断口为蠕变作用下产生断裂,所谓蠕变是指在较小的恒定外力(拉伸、压缩或扭曲等)作用下,随时间的增长,材料表现出一种缓慢的塑性变形,其发展的趋势与所受到的负载有关,通常蠕变的速率随负载的增加而增加。
航天电缆生产使用的钎料为SnPb共晶焊料。该材料为规定选用的手工焊接材料,具有熔点低、机械强度高、表面张力小、母材润湿好和抗氧化性好等优点。
相关文献资料表明,在20℃条件下,SnPb焊料在不同应力条件下的失效时间如表1所示。
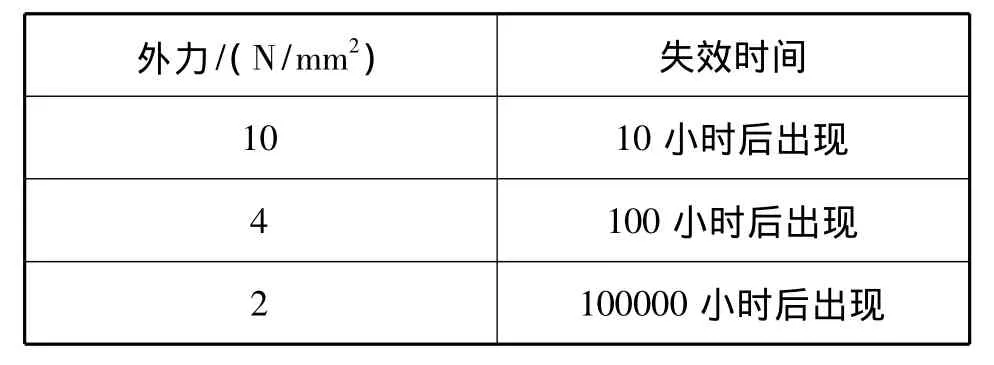
表1 SnPb焊料的蠕变寿命
对于金属而言,一般等效温度(T/Tm,其中,T为绝对温度表示的使用温度,Tm为绝对温度表示的焊料熔点)达到0.3~0.4,蠕变作用就比较显著,其位错的交截和交滑移、以及位错的攀移、空位的定向扩散和晶界滑移等都能迅速进行。SnPb共晶焊料的理论熔点为183℃,室温条件下其等效温度达到了0.65,远大于临界值0.4。因此,在室温条件下,蠕变行为控制了钎料变形的动态机制。
从上面的案例可以看出,如果接插件尾附件不能有效固定电缆,就有可能使导线焊接处直接受力,在长期恒定外力作用下,蠕变作用可能会使焊接面产生断裂。
4 解决问题
经了解,J599系列接插件就是为压接产品,在国产化过程中为了适应国内用户需求,研发了与之对应的焊接系列的产品,但在尾附件选用上并未做任何改变和建议,也忽视了直式尾附件中对焊接接点的保护,使焊接接点容易受到外力的直接作用。因此,在选用J599尾部附件的时候,尽量不要选择直式尾附件,应该选择电缆夹式的尾部附件。我们也做了相关试验,验证了电缆夹式的尾部附件对消除电缆外部应力有很大的作用,基本上可以消除电缆端对焊接面的作用力。
但在使用J599焊接型电连接器时,选配电缆夹式尾附件也存在一些问题:首先,电缆夹式尾部附件由于开孔尺寸较大,在电缆生产完毕后尾附件位置还有很大空隙,很容易掉落多余物进去,因此需要对此部分进行必要的防护;其次,如果接插件需要灌封,那么普通的38型尾部附件就不能满足要求,需要将圆柱体部分加长,在使用过程中要求厂家根据我们的要求生产了一种38加长型的尾部附件,希望能给读者以帮助。
5 结束语
很多元器件在国产化、产品化的过程中产生了技术、工艺、方法上的更改,我们应该对这些更改产生的影响进行详细的分析,这样才能保证我们的产品质量可靠,任务圆满完成。本文通过案例对J599系列电连接器焊接系列产品尾附件的选择使用进行了分析,希望能够对同类产品的使用者有所帮助。
[1] 张文典.实用表面组装技术第三版,电子工业出版社.
