Cu基钎料钎焊紫铜的接头力学性能和微观组织
2015-03-03瞿智明张福勤夏莉红
瞿智明,张福勤,夏莉红
Cu基钎料钎焊紫铜的接头力学性能和微观组织
瞿智明,张福勤,夏莉红
(中南大学粉末冶金国家重点实验室,长沙 410083)
通过感应熔炼方法制备Sn含量不同的Cu基钎料,在不同工艺条件下对紫铜进行钎焊。采用DTA、XRD、SEM和拉伸性能测试等手段研究不同Sn含量的Cu-P-Ag钎料和钎焊工艺对紫铜焊接接头性能的影响,比较Sn含量对焊料的熔点和焊接性能的影响,考察在630、670和730℃不同温度条件下以及不同Sn含量的钎料对焊接接头力学性能的影响。结果表明:适量的Sn含量和合理的焊接工艺可以改善焊接接头的微观组织,从而增强焊接接头的力学性能,在Sn含量为6%时钎料的焊接性能最好,抗拉强度达到210.32 MPa,经670 ℃焊接后可得到结合较为良好的焊接接头。
Cu基钎料;钎焊;力学性能;熔化温度
银基钎料具有良好的力学性能和工艺性能,熔点适中,拥有良好的强度、韧性、耐腐蚀性以及导电性,因此广泛应用于家电、电真空等领域。然而随着我国工业的迅猛发展,对于银钎料的需求越来越大,从而对白银的需求量越来越多。据有关文献:含镉银钎料约占银钎料总量的16%~18%,由于镉是不可降解的有毒元素,无法回收或做无害化处理,只能禁用[1]。基于这种现状,国内有些厂商开始寻求Ag-Cu-P低银钎料的研制[2−4]。
Cu-P钎料本身价格较为便宜,熔点低,流动性较好,钎焊温度接近银钎料,在500~800 ℃温度范围是取代银基钎料的理想材料[5]。尤其在钎焊紫铜时,Cu-P钎料具有自钎作用,钎料中的P与紫铜表面的氧化膜能发生5CuO+2P=P2O5+5Cu反应,其产生的还原产物P2O5和CuO可以形成复合化合物,在钎焊温度下呈液态覆盖在紫铜表面以防止母材氧化,从而起到自钎剂的作用。不少文献提到Sn元素能够降低Cu-P-Ag钎料的熔点[6−9]。因此近些年来,关于铜磷钎料的研究成为各国的热点内容。不少文献提到合金元素对Cu-P- Ag钎料的钎焊性能的影响,但较多的是考察钎料的流动性、填缝能力、钎料钎焊的力学性能,而对微观组织的考察较少,通过钎料的成形方式不同提高钎料钎焊性能的研究也成为一种趋势,但是工业应用较窄,对设备要求高[10−15]。
通过分析不同因素对钎焊接头力学性能的影响,不同元素含量对钎料的熔点和焊缝组织分布、形貌的影响,对新型的代银钎料的研发生产或获得高强度的接头具有重要的理论和实际意义。本文主要讨论添加Sn元素对铜基钎料的液相线,焊接接头力学性能以及微观组织形貌的影响,同时考察温度对焊接接头力学性能和形貌的影响。
1 实验
合金熔炼:原材料为铜,镍,锡,银及铜磷中间合金。将原材料投入中频感应炉的石墨坩埚中熔炼,在铁模中浇注,制备Sn含量不同的4种钎料,编号为1#,2#,3#,4#。具体成分如表1所列。

表1 钎料成分
钎料液相线的测定:将熔炼的钎料取样制成细小颗粒,采用示差扫描量热法(DSC)测量其液相线。设备为耐驰DSC-404C。
钎焊试验:将紫铜排切割成尺寸为20 mm×4 mm×80 mm的铜板,把铜板两端分别用砂纸磨平,两紫铜块采取对接方式放置,留自然间隙,将块状钎料和粉末状钎剂堆放在铜块间隙上,然后在马弗炉中空气气氛钎焊,其钎焊温度分别为630,670,730 ℃,保温时间为2 min。
钎焊接头力学性能测试:将焊接好的接头在INSTRON-1342型电液伺服控制材料试验机上做拉伸试验,测量钎焊接头的拉伸强度,每组取3个试样的平均值。拉伸速率为10 mm/min。
焊接接头微观组织和形貌分析:将焊接好的试样沿垂直于焊缝的方向切开制成金相样,抛光后利用5gFeCl3+5mlHCl+95ml的乙醇溶液进行腐蚀,在POLYVAR-MET光学显微镜下观察钎焊接头的组织形貌。利用JSM-5600LV型扫描电镜观察焊缝组织并通过各相中的元素含量分析相组成。将拉伸断裂的样品断面磨平,利用日本理学电机Rigaku-3014型X射线衍射仪(XRD)分析焊缝相成分。
2 结果与讨论
2.1 Sn含量对钎料液相线的影响
利用DSC测量1#,2#,3#,4##钎料的固液相线温度如表2所列:由表2可以看出随Sn含量增加钎料的固相线温度下降,在Sn含量为6%时温度最低;液相线同样也随Sn含量增加而降低,并且在6%时达到最低。熔化区间随Sn含量的增加而变大。这主要是因为Sn可以与Cu和P形成低熔点相,从而降低钎料的熔点。
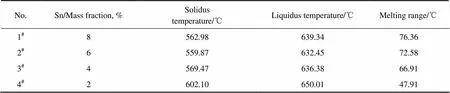
表2 不同Sn含量钎料的固液相线温度
2.2 Sn含量对钎焊接头力学性能的影响
利用不同Sn含量的钎料钎焊紫铜的接头拉伸强度如图1所示。当Sn含量为2%时钎焊接头的拉伸强度为165.16 MPa,当增加Sn含量到6%时,拉伸强度达到最大值210.32 MPa,继续增加钎料中的Sn含量,钎焊接头的拉伸强度开始降低。Sn含量过高,焊接接头的拉伸性能大大降低,由此可见向钎料中添加适量的Sn对焊接接头的力学性能的提高有较为明显的 效果。
2.3 温度对接头力学性能的影响
利用1#钎料钎焊紫铜板,分别在630、650、670、690、710和730 ℃下保温2 min,然后空冷,而后测量其拉伸强度,试验结果如图2所示。由图中可以看出温度较低,如630、650、670、690 ℃时,紫铜钎焊接头均具有较好的拉伸强度,在650 ℃时达最大值,而后随温度继续升高至710、730 ℃时,紫铜钎焊接头的拉伸强度下降。在较低温度,温度对钎焊紫铜接头的力学性能影响不显著,但到高温时影响较明显,由此可知这种钎料的流动性较好,在较低温就能够很好的润湿、填充焊缝从而得到较好的钎焊强度。然而随温度升高,钎料的表面张力会呈线性降低,钎料的流动性太强导致钎料在焊缝的附着力降低而流失,进而导致焊缝力学性能降低。再者,高温会导致母材晶粒长大,使接头的力学性能降低。因此,最佳钎焊温度为650~690 ℃。
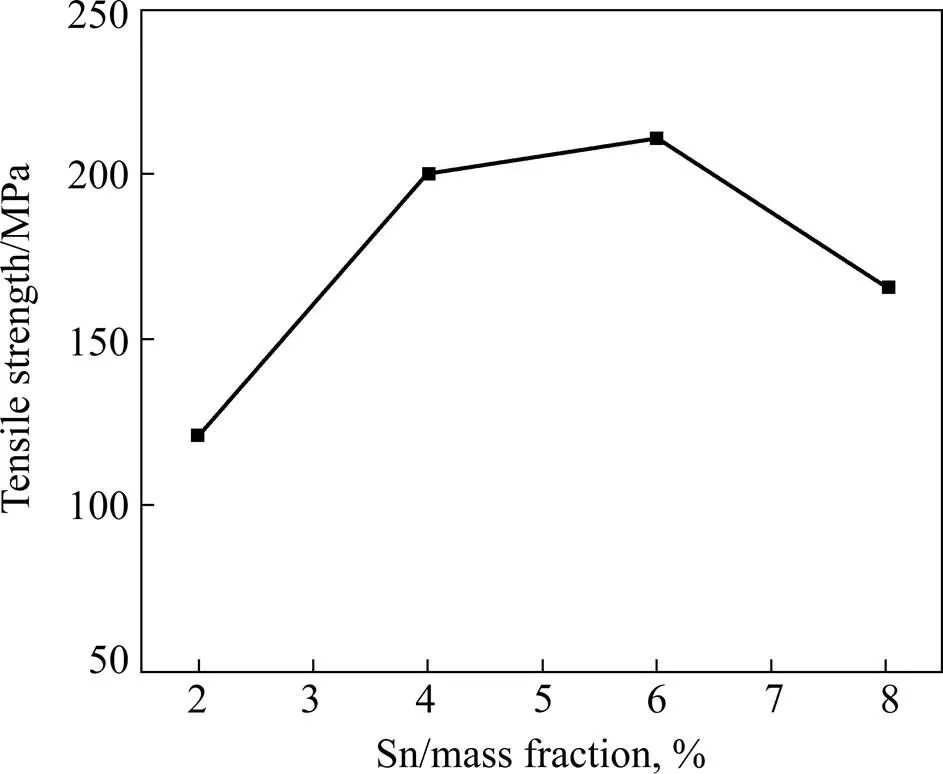
图1 不同Sn含量钎料钎焊紫铜接头的拉伸强度
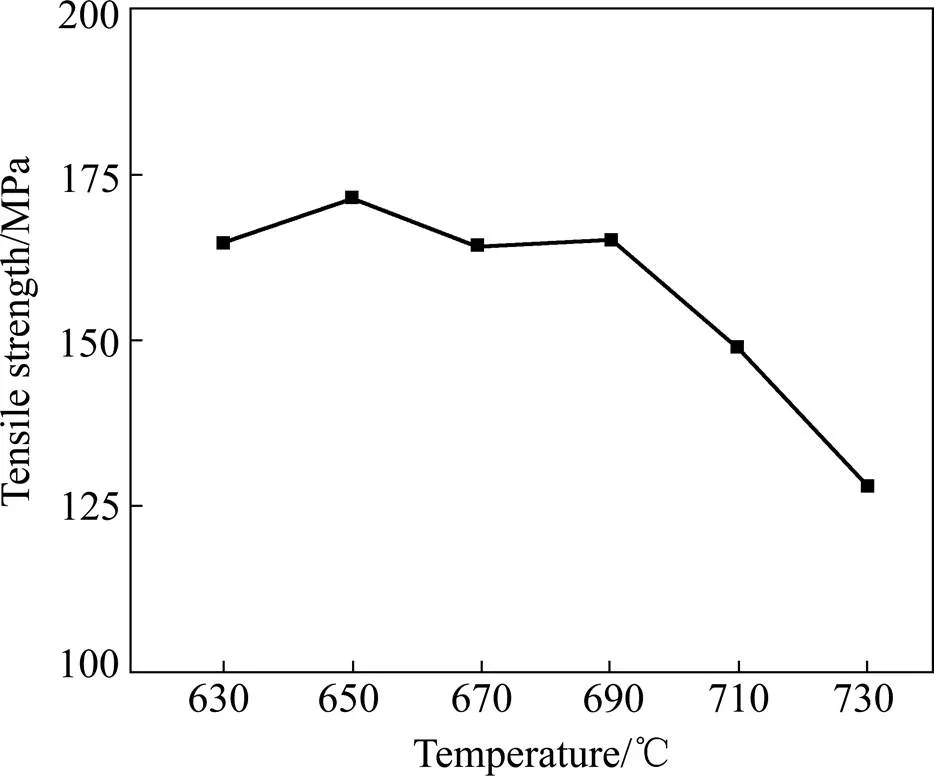
图2 不同温度下钎料焊接紫铜的拉伸强度
2.4 焊接接头微观组织形貌分析
紫铜的钎焊主要有3个阶段,第1阶段,钎料在升温过程中逐渐熔化,在毛细管力的作用下填充母材之间的间隙,这个过程主要是物理润湿,间隙填充深度主要与钎料和母材的表面润湿能力有关。第2阶段,达到焊接温度,在液态钎料和固态的母材间各元素通过不同的速率在固液界面扩散,进行激烈的固液反应,钎料中的Sn,Ni等元素会扩散到母材中,而母材中也会有一定数量的Cu溶解于钎料中,在这个过程中形成冶金结合。第3个阶段,随保温过程结束,元素间的扩散渐渐减弱,液相开始结晶形成焊缝的最终显微组织[15]。
图3为1#号钎料焊接接头的微观组织,根据能谱分析所得图中A,B,C,D处的不同元素含量制成表3,并通过XRD分析其相组成结果如图4。根据A处富含有Ag、Sn、Ni等元素推断,其组织是富Ag的Cu基固溶体和含Sn的Cu基固溶体(主要是Cu13.7Sn),P主要构成Cu3P化合物相,Ni与Cu可以无限固溶。B处主要为Cu3P。C处主要为Cu基固溶体(主要是含有Sn的固溶体)和少量Cu3P的共晶组织,D处主要为P和Sn向母材扩散而形成的α-Cu。焊缝中颜色较深的Cu3P相为较脆性相[16],脆性相的存在对接头的力学性能不利,当脆性相在焊缝中均匀分布并呈球状时,裂纹在焊缝中的产生和扩展速率降低,其力学性能 较好。
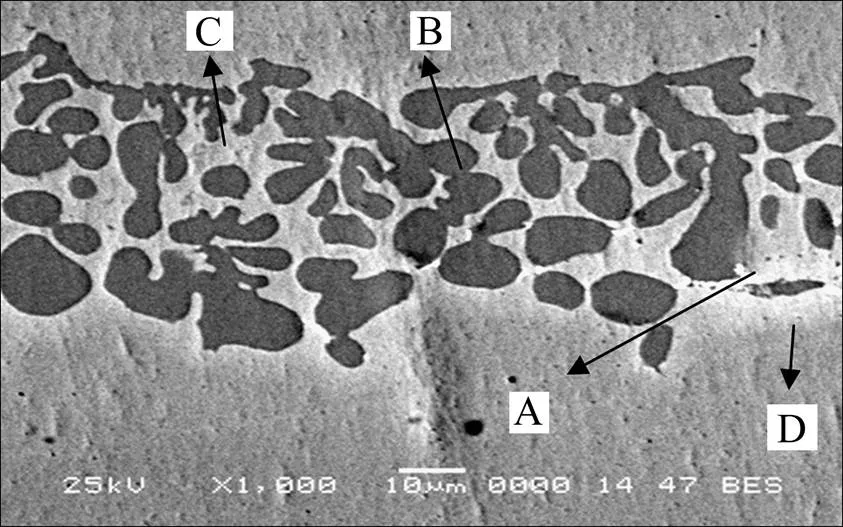
图3 1#钎料焊接接头SEM图像

表3 焊缝各处组织元素含量
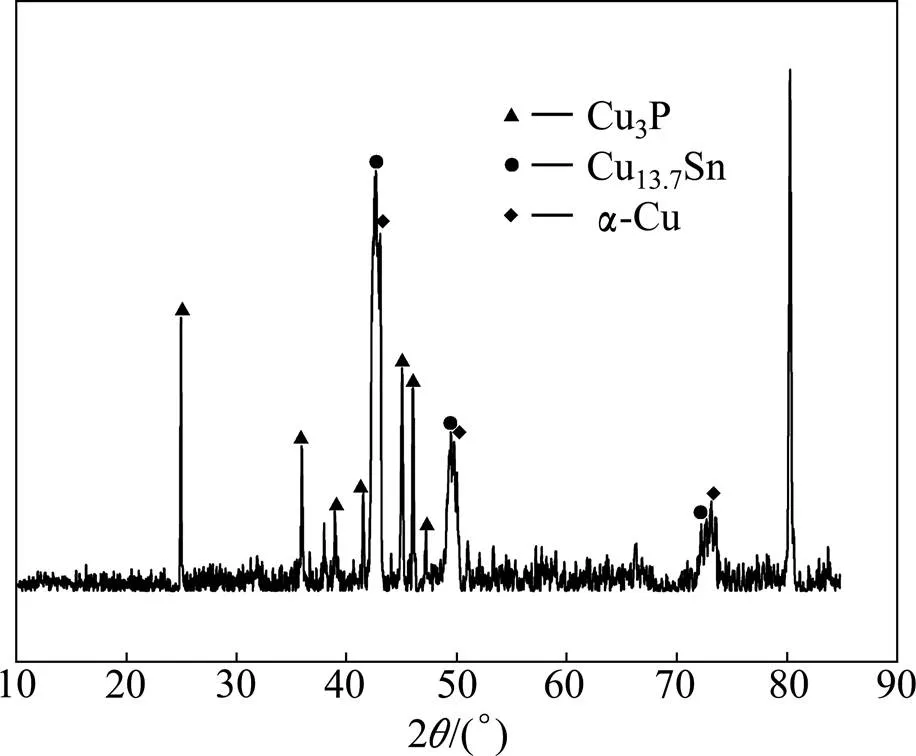
图4 焊缝断口处的X射线衍射XRD分析结果
2.5 温度对焊缝微观组织的影响
图5为1#钎料分别在630,670,730 ℃不同温度下焊接接头焊缝微观金相图。由图5可以看出界面主要由两部分组成:钎料残余层,钎料扩散层。钎料残余层中主要由颜色较为明亮的Cu3P+α-Cu亚共晶等脆性相以及包绕着共晶组织的Cu13.7Sn固溶体;钎料扩散层为由Sn、Ni等元素向母扩散材及母材与Sn作用形成低熔点相而部分溶解形成的扩散层,其中决定焊缝强度的是焊缝中颜色较浅的脆性相,脆性相的形貌决定了焊缝强度的高低。从图中可以看出随温度升高,扩散层的厚度明显增加,残余层中的Cu3P脆性相由粗大变得细小,并由刚开始的无规则大块状转变成棒状及部分长条状,随着温度继续升高转变成棒状,分布较为均匀,有利于焊接接头力学性能提高。这主要是因为P基本不向母材扩散,而Sn会通过形成的固溶体液相顺着母材的晶界向母材扩散[9],且Sn的扩散会影响焊缝残余层中的共晶相的形状,导致残余层的Cu基固溶体数量变少,温度越高,残余层的Cu3P化合物越多,而且残余层有形成棒状亚共晶组织的趋势。当温度达到730 ℃时,虽然焊缝结合较好且Cu3P分布均匀,但温度较高时母材会因为过热导致晶粒长大,使接头强度降低。综合考虑在670℃保温可以得到较好的焊接接头。
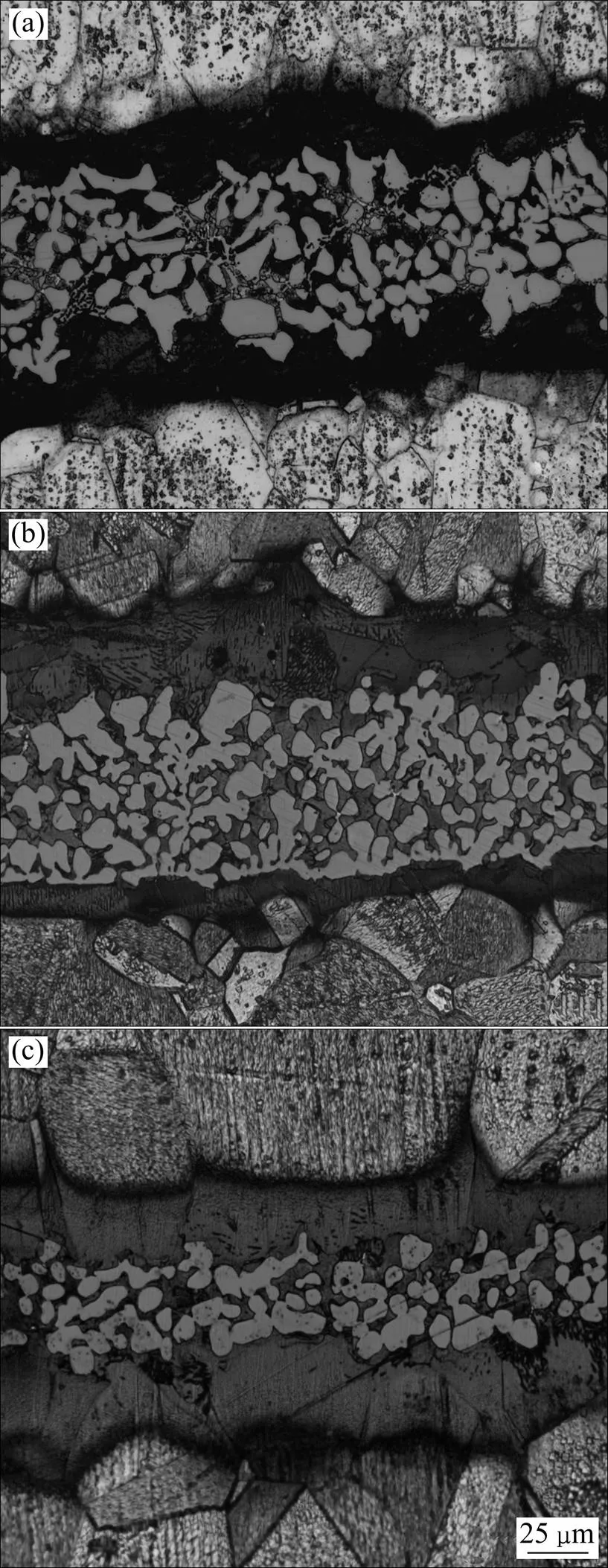
图5 不同温度下紫铜钎焊接头的界面金相组织形貌
2.6 Sn含量对焊缝微观组织的影响
图6为不同Sn含量钎料在670 ℃下保温钎焊所得到的钎焊接头的组织形貌,可以看出Sn含量与接头扩散层的厚度成正比,同时对残余层脆性化合物Cu3P的分布和形状有一定的影响。Sn含量为2%时,Cu3P呈长条状粘连在一起,Sn含量增加4%时Cu3P化合物组织开始向棒状转变,并且中间夹杂着一些较大的块状组织;随后Sn含量达到6%时,Cu3P呈棒状和球状,并且均匀分布在焊缝中心区域;当Sn含量上升到8%时,Cu3P化合物开始部分长大。这主要是因为在670℃下,Sn含量为2%和4%的钎料的初始融化温度较高,其表面张力较高,而Sn含量为6%和8%的钎料由于初始融化温度较低而具有较低的表面张力,其润湿性明显较强,因此Sn含量增加提升了液态钎料与母材的润湿性,提高了Sn在母材中的扩散速率,有利于形成良好的扩散层。
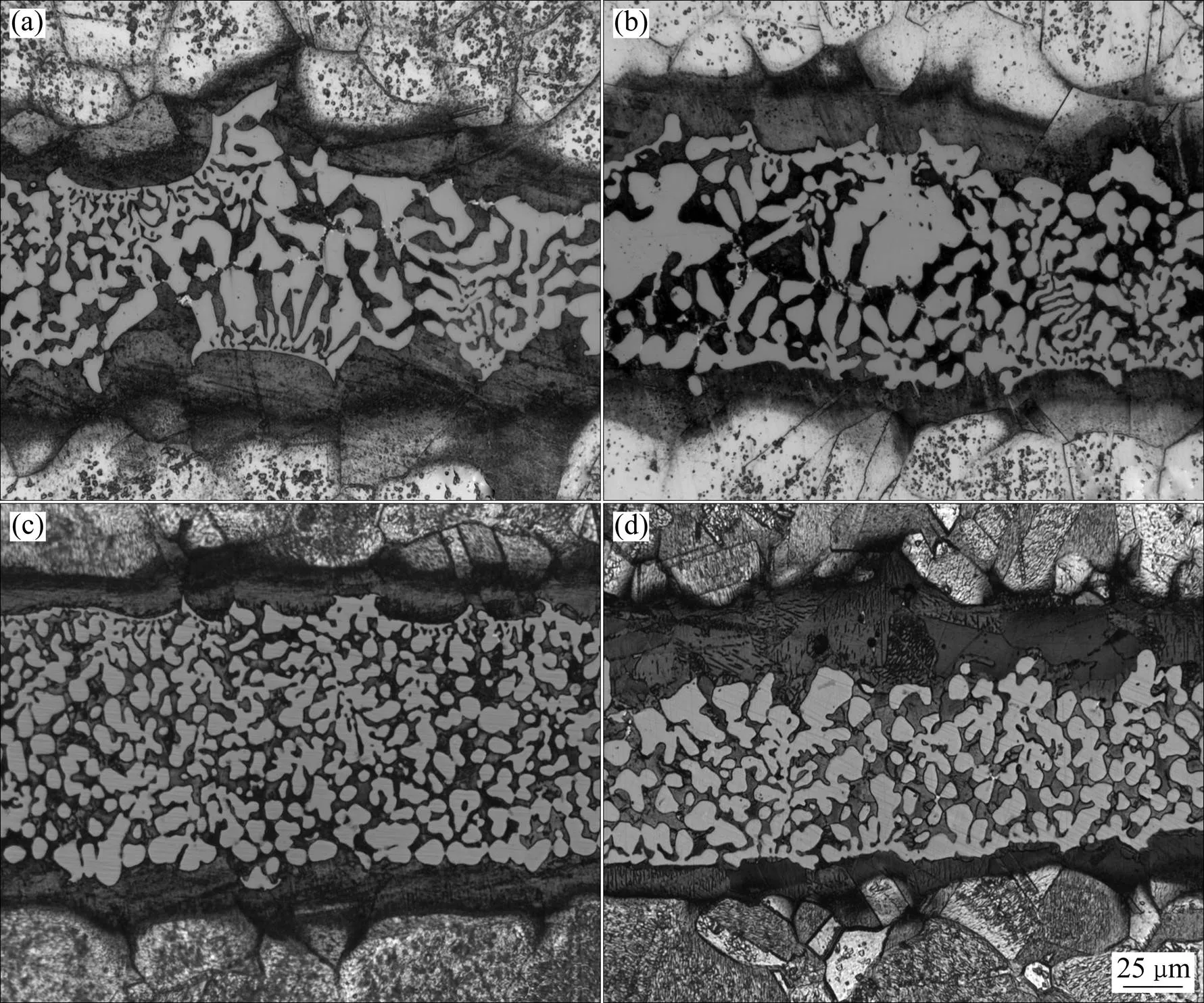
图6 不同Sn含量钎料钎焊紫铜接头界面金相组织形貌
焊接接头强度主要与扩散层和母材的冶金结合程度以及残余层脆性组织分布状况有关。Sn含量为6%时扩散层厚度适中,脆性相分布均匀,包裹脆性相的含Sn固溶体塑性好,可阻碍裂纹的扩展,起到弥散强化的作用,强度最高。而当Sn含量较高时,Sn元素向边界扩散更加强烈,钎焊过程中Sn顺着焊缝边界向母材扩散,而P在Cu中固溶度有限,且易于与Cu发生反应,焊缝中本身存在大量的Cu,通过上坡扩散[17],P向焊缝中间汇聚,形成α固溶体(少量)和Cu3P(大量)亚共晶脆性相,组织重新变得粗大,不利于焊接接头的力学性能。粗大的脆性组织分布在焊缝中心不利于接头力学性能的提升。Sn含量为2%和4%时强度较低,这主要是因为低含量的Sn钎料由于熔点较高,液态钎料中原子扩散速率较低,其成分分布的均匀性较低熔点钎料的差,在形核过程中熔点较高的Cu3P快速形核,由于成分的不均匀P元素偏析在先形核的Cu3P上,从而在Cu3P脆性相有较大块偏析组织出现,并粘连在一起,在拉伸时,裂纹一旦产生很容易沿着脆性相扩展,易于断裂。由此可知,适量的Sn元素可以改善钎料的焊接性能。
3 结论
1) 在Cu-Sn-Ni-P-Ag钎料中,随Sn含量增加钎料的固相线降低,在Sn含量为6%时钎料的固相点降到最低559.87 ℃,Sn含量增加到8%时略有增加至562.98 ℃。适量的添加Sn元素有利于钎料熔点的 下降。
2) 钎料在较低温度钎焊时具有较好的流动性,能够润湿母材表面,670 ℃钎焊后接头性能最优,随温度继续升高,焊接接头由于钎料的流失以及部分P的蒸发,焊接接头力学性能降低。
3) Sn含量、温度均会影响钎焊接头中脆性相Cu3P的组织形貌。Sn元素增加,Cu3P组织由偏聚的长条状、大块状转变为均匀分布的球化状组织,过量的Sn会导致Cu3P部分长大,适量的Sn可以提高钎焊接头的力学性能。随温度升高,Cu3P由块状逐渐向球状、最后向棒状组织转变。
REFERENCES
[1] 韩宪鹏, 薛松柏, 赖忠民, 等. 无镉银钎料研究现状与发展趋势[J]. 焊接, 2007, 6: 19−23. HAN Xian-peng, XUE Song-bai, LAI Zhong-min, et al. The research situation and prospect of cadmium-free silver filler metal [J]. Welding & Joint, 2007, 6: 19−23.
[2] 杨生昌. Ag-Cu-P系列低银钎料在电机上应用[J]. 大电机技术, 1992: 38−42. YANG Sheng-chang. Application of Ag-Cu-P brazing solder with negligible content of silver to an electric machine [J]. Large Electric Machine and Hydraulic Turbine, 1992: 38−42.
[3] 车三宏, 曾美扬. 大型永磁直驱风力发电机定子并头电阻钎焊工艺研究[J]. 电焊机, 2012, 42(10): 77−82. CHE San-hong, ZENG Mei-Yang. Study on resistance brazing process for large-scale permanent-magnetic direct-drive wind generator stator end to end joint [J]. Electric Welding Machine, 2012, 2(10): 77−82.
[4] LI Yi-nan, WANG Chang-wen, PENG Zi-long, et al. Dissolution behavior of Cu in Cu-Ag and Cu-P brazing alloys using weld brazing [J]. Transaction of nonferrous Metals Society of China, 2011(21), 394−399.
[5] 李宝绵, 李英龙, 戴恩卜. 磷铜钎料的研究与应用[J]. 黄金学报, 1999, 1(2): 152−155. LI Bao-mian, LI Ying-long, DAI En-po. Study an application of P-Cu brazing materials [J]. Gold journal, 1999, 1(2): 152−155.
[6] 杨凯珍, 易振华, 刘凤美, 等. 高强度无银铜基钎料的制备研究[J]. 金属铸锻焊技术, 2009, 38(21): 147−149. YANG Kai-zhen, YI Zhen-hua, LIU Mei-feng, et al. Study on preparation of high-strength silver-free copper base solder [J]. Casting · Forging · Welding, 2009, 38(21): 147−149.
[7] 黄俊兰, 龙伟民, 张冠星. Sn元素对铜磷钎料性能的影响[J]. 焊接, 2012, 3: 57−60. HUANG Jun-lan, LONG Wei-min, ZHANG Guan-xing. Effect of Sn addition on properties of Cu-P brazing alloy [J]. Welding & Joining, 2012, 3: 57−60.
[8] 钟文晨. 低银铜基钎料化学成分的设计[J]. 广东有色金属学报, 2005, 15(4): 16−19. ZHONG Wen-chen. The chemical composition design of Cu-P-Ag [J]. Journal of Guangdong non-ferrous metals, 2005, 15(4): 16−19.
[9] 冈本正, 冈本郁南, 松村润二, 等. 加入银和锡的四元磷铜焊料液相面探讨[J].有色金属及稀土应用, 1989, (2): 1−6. GANGBEN Zheng, GANGBEN Yu-nan, SONGCUN Run-er et al. Investigate the effect of addition Ag and Sn on the liquidus surface of quaternary phos-copper braze alloy [J]. Non-Ferrous Metals & Rare Earth, 1989, (2): 1−6.
[10] RABINKIN A. New application for rapidly solidified brazing foils [J]. Welding Journal, 1989, 10: 39−46.
[11] 俞伟元. 非晶钎料的钎焊性能及连接机理[D]. 兰州: 兰州理工大学, 2009: 71−73. YU Wei-yuan. The research on brazing capability and bonding mechanism of amorphous filler metal [D]. Lanzhou: Lanzhou University of Technology, 2009: 71−73.
[12] 张 静. 非晶Cu-P钎料的钎焊性及焊接机理研究[D]. 兰州理工大学, 2006: 15−18. ZHANG Jing. The research on properties and bonding mechanism of armorphous Cu-P filler metals [D]. Lanzhou: Lanzhou University of Technology, 2006: 15−18.
[13] DECRISTOFARO N J. Rapidly solidified filler metals in brazing and soldering applications, USA: AWS, 1985, 248.
[14] 屈丹丹, 周张健, 谈 军, 等. 钎焊温度和热处理对钨铜连接性能的影响[J]. 粉末冶金材料科学与工程, 2012, 17(3): 390−394. QU Dan-dan, ZHOU Zhang-jian, TAN Jun, et al. Effects of brazing temperature and heat treatment on properties of tungsten and copper joint [J]. Materials Science and Engineering of Powder metallurgy, 2012, 17(3): 390−394.
[15] HOWARDD H L. Rapidly Solidified Alloys [M]. Boca Raton, Florida: CRC Press, 1993, 691−693.
[16] 滕 浩, 李志友, 李佑福, 等. 微量Cu3P对Fe-2Ni-1Cu-0.6C粉末冶金材料组织与力学性能的影响[J]. 粉末冶金材料科学与工程, 2013, 18(6): 802−806. TENG Hao, LI Zhi-you, LI You-fu, et al. Effect of minor Cu3P addition on microstructure and mechanical properties of Fe-2Ni-1Cu-0.6C powder metallurgy materials [J]. Materials Science and Engineering of Powder metallurgy, 2013, 18(6): 802−806.
[17] 王智慧. 非晶Cu-P钎料钎焊过程的组织转变及扩散行为研究[D]. 兰州: 兰州理工大学, 2008: 30−32. WANG Zhi-hui. Study the phase transition and diffusion behavior in brazing process with amorphous Cu-P brazing alloy [D]. Lanzhou: Lanzhou University of Technology, 2008, 30−32.
(编辑 高海燕)
Mechanical properties and microstructure of copper brazing using Cu-based alloy as filler
QU Zhi-ming, ZHANG Fu-qin, XIA Li-hong
(State Key Laboratory of Powder Metallurgy, Central South University, Changsha 410083, China)
Copper was brazed using Cu-based alloy filler with different Sn contents prepared by vacuum induction melting. Differential thermal analysis (DTA), X-Ray diffraction (XRD), scanning electron microscope (SEM) and mechanical testing were used to studied the effects of different Sn contents and welding procedures on mechanical properties and microstructure of welding joints. The welding performances of filler with different Sn contents were also studied. Besides, the impacts of brazing temperatures of 630, 670, 730 ℃ on welding joints’ properties were discussed. The results indicate that an appropriate amount of Sn and a reasonable welding procedure can induce welding joints’ microstructural refinement, and therefore the enhancement of mechanical properties of welding joints. The highest tensile strength of 210.32 MPa can be obtained when the content of Sn is 6% and brazing temperature is 670 ℃。
copper welding alloy; weld brazing; mechanical properties; melting temperature
TG454
A
1673-0224(2015)1-133-06
连接用合金研究(06FJ2007,2007FJ3014);国家重点基础研究发展规划项目(2011CB605803)
2014-03-12;
2014-04-15
张福勤,教授,博士。电话:0731-88877880;E-mail: zhang_fuqin01@aliyun.com