PVDF粉末涂料的制备及性能表征
2015-03-03魏建华俞子豪吴君毅吴军辉
魏建华 俞子豪,2 钱 勇,2 吴君毅,2 吴军辉 曹 成
(1.上海三爱富新材料股份有限公司,上海 200241;2.内蒙古三爱富万豪氟化工有限公司,内蒙古 乌兰察布 012100)
PVDF粉末涂料的制备及性能表征
魏建华1俞子豪1,2钱 勇1,2吴君毅1,2吴军辉1曹 成1
(1.上海三爱富新材料股份有限公司,上海 200241;2.内蒙古三爱富万豪氟化工有限公司,内蒙古 乌兰察布 012100)
PVDF粉末涂料具有优异的耐候性能,被广泛应用于建筑物外墙等需要保持长久耐候性的场所。如何使涂膜长久附着于基材表面成为了工业界及学术界广泛关注的问题。在PVDF粉末涂料中添加含有不同有机官能团的附着力促进剂(N1、N2、N3、N4以及N5),研究有机基团对涂膜附着力的影响,进一步探讨提高涂膜附着力的方法。研究表明,在5种助剂中,N3对涂膜附着力的提高最为有效。
PVDF;粉末涂料;附着力
0 前言
聚偏氟乙烯(PVDF)是一种半结晶型聚合物,它具有-CH2-和-CF2-交替连接的链结构[1]。PVDF涂料被视为现有建筑涂料中的顶级品,被公认为是具有最好保护作用的有机涂料。用其涂装的金属建筑板具有良好的耐候性、耐酸碱及耐环境污染性能,在户外可保持几十年不受明显的损害[2]。
随着环保法令的日趋严格,市场对零VOC(Volatile Organic Compounds,有机挥发物)粉末涂料的需求不断增长。与传统溶剂型涂料相比,PVDF粉末涂料在制备涂层的过程中不排放VOC,在环境友好性、过程经济性方面具有极为显著的优势[3-5]。
涂层与金属基材之间的附着力影响因素包括配方、基材以及施工操作工艺等方面。图1显示了涂层与基材之间3种不同作用的情况,当涂层与基材之间的界面属于B状态时,涂层充分渗入到了基材的微区域,起到良好的“锚合”作用,此时的附着力是最大的。然而,在实际施工过程中,无法有效使涂层与基材之间保持理想的锚合状态。因此,要从根本上提高涂料的附着力[6],扩大涂料的适用范围变得极为重要。
选取5种含有不同有机官能团的附着力促进剂,以聚偏氟乙烯、聚甲基丙烯酸甲酯和二氧化钛等为原料,通过挤出造粒、低温粉碎以及振动筛分制备了不同的粉末涂料,并通过静电喷涂及高温烘烤制备了涂层。通过热失重分析(TGA)、差示扫描量热分析(DSC)、扫描电镜-能谱联用(SEM-EDS)、拉力试验机等对粉末涂料以及涂膜进行了综合的性能表征与结构分析。

(A:光滑的界面;B:微观尺度的粗糙表面;C:未被涂料填满的粗糙表面)图1 涂层与基材之间的表面相互作用形式[7]
1 实验
1.1 实验原料
聚偏氟乙烯,内蒙古三爱富万豪氟化工有限公司,粉末涂料用树脂;
聚甲基丙烯酸甲酯,科耐欧贸易(上海)有限公司,B44,Mw=140 000;
二氧化钛,上海灿森化工有限公司,R-706;
液氮,上海瑞利化工气体有限公司;
附着力促进剂,N1(含有酯基)、N2(含有环氧基团,较多)、N3(含有氨基的硅烷)、N4(含有萜烯基团)、N5(含有环氧基团,较少),上海东氟化工科技有限公司,均为粉末状。
1.2 PVDF粉末涂料制备过程
PVDF粉末涂料的制备工艺如图2所示。

图2 PVDF粉末涂料制备工艺
将PVDF、B44、R-706和附着力促进剂(N1~N5)加入高速混合机内混合均匀;使用同向双螺杆挤出机,在温度范围为175~240 ℃、喂料频率为 6~9 Hz下将粉料熔融挤出、水冷拉条造粒;将干燥后的粒料超低温粉碎,使用200目标准筛筛分后得到PVDF粉末涂料(N0表示未加附着力促进剂的涂料;N1表示加入了N1附着力促进剂的涂料,其余以此类推)。
1.3 涂层制备过程
PVDF粉末涂料的静电喷涂工艺如图3所示。

图3 粉末涂料静电喷涂的施工工艺流程
用二甲苯擦拭铝板表面,在静电电压60~90 kV、送粉气压0.30~0.55 MPa、雾化气压0.30~0.45 MPa下,用静电喷涂机将PVDF粉末涂料均匀地喷在铝板上,240 ℃温度下烘烤10 min,于室温中降温直至固化。
1.4 表征
使用NETZSCH TG 209 F1进行热失重分析,氮气氛围,温度范围为100~650 ℃,升温速率为10 ℃/min。使用Perkin Elmer DSC 8000进行差示量热扫描分析,温度范围为90~190 ℃,升温速率为10 ℃/min,冷却速率为10 ℃/min。使用Hitachi S-4800 进行扫描电镜-能谱联用分析,加速电压15 kV,放大1 000倍。使用FR-103C万能材料拉力试验机(上海发瑞仪器科技有限公司)对涂层进行拉开法附着力测试,拉伸速率25 mm/min。使用HGQ漆膜划格器(上海普申化工机械有限公司)进行附着力测试。使用Qnix 4500涂层测厚仪(德国尼克斯)对每个样品涂层的膜厚进行多点测量,取平均值。使用CJQ-Ⅱ漆膜冲击器(上海普申化工机械有限公司)进行冲击试验,冲击高度50 cm。使用BY型铅笔硬度计(上海普申化工机械有限公司)进行涂膜硬度测试。使用WGC-60数显光泽计(上海普申化工机械有限公司)测试涂膜光泽度。使用BGD 309杯突仪(广州标格达实验室仪器用品有限公司)进行涂膜耐弯曲性试验。使用WF30精密色差仪(深圳市威福光电科技有限公司),对每个样品的涂层进行多个不同位置的测量,取平均值。
2 结果和讨论
2.1 粉末形貌分析
粉末涂料颗粒形貌如图4所示。各样品颗粒呈现不规则的外形,具有明显的棱边,源于颗粒在超低温粉碎时所受强烈剪切以及颗粒之间的撞击作用所致。各样品粉末的粒径均呈现出正态分布,且粒径范围跨度不大,使得颗粒在熔融过程中有较为均一的熔化流平过程[8]。各样品的D50粒径存在细微差别:N3的D50最小,为34.0 μm;N4的D50粒径最大,为47.7 μm。加入N3附着力促进剂后,整个涂料体系的熔融焓值下降显著(见3.4粉末热性能表征DSC部分),这表明N3的引入可能会降低PVDF的结晶性能,而晶区的减少有利于涂料被粉碎得更细。

图4 PVDF粉末涂料的SEM图片和粒径分布情况
2.2 涂膜性能分析
表1列出了粉末涂料涂膜的各项性能。在6个样品中,N3的涂层最薄。硅烷类附着力促进剂具有(RO)3Si-(CH2)n-R′的结构式,烷氧基可与涂料体系中含有羟基的组分发生反应,起到桥梁作用;R′官能团可提高涂料体系之间的相容性[9]。N3附着力促进剂是一种含有氨基的硅烷,有机硅化合物有低表面能的特性。加入涂料后使涂层的表面张力更加均一化,总表面能趋向最小,促使整个涂层流平变薄。含有环氧基团的N2和N5光泽度明显高于其他样品,可能是环氧基团在熔融加工过程中与涂料中含有羟基的组分(如二氧化钛)发生反应,体系均一性更加良好,致使涂膜表面更为平整所致。在杯突试验中,这两种样品的涂膜表现出了较好的柔韧性。与N0相比,N4样品的柔韧性出现了下降。此外,N4样品的划格试验、拉开法试验和落球冲击试验的结果也均不理想。在后文的DSC曲线图上可看到N4样品呈现出清晰的双峰,表明N4附着力促进剂的引入没有改善整个涂料体系的相容性,组分之间的相互作用欠佳,致使涂层的柔韧性和附着力出现明显下降。
划格试验主要考察涂层的附着力,N4样品的试验数据是4级,在划格时就发生了涂层大面积脱落的情况。其余5个样品的试验数据均为0级,为了进一步比较它们之间的附着力差异,采用拉开法对涂层的剥离强度进行研究,研究结果如表1和图5所示。N3涂膜在实验过程中没有被破坏,其剥离强度比N0至少提高105%以上,在所有样品中表现出最好的拉开强度,反映出涂料体系引入硅烷确能极大提高涂膜的附着力。
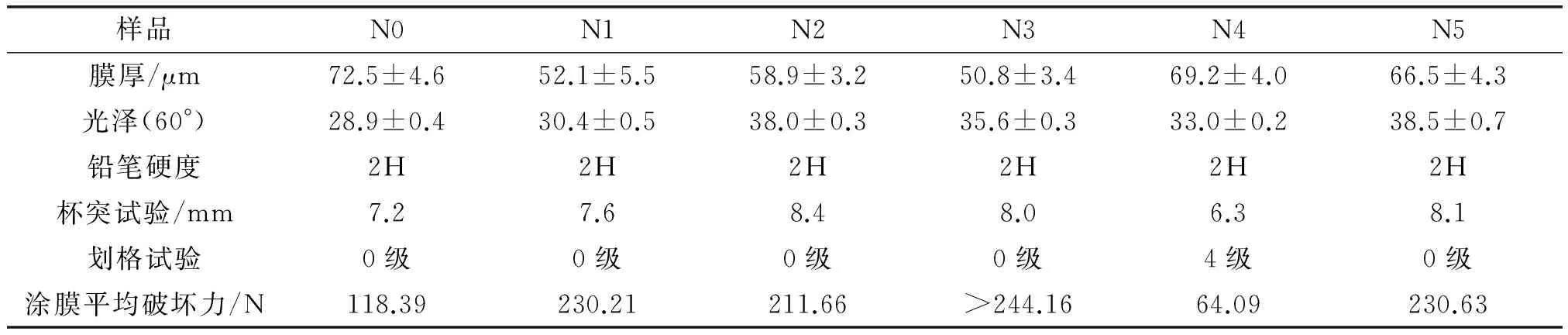
表1 粉末涂料涂膜性能
注:所用胶水为广东爱必达胶黏剂有限公司生产的502强力胶;N3样品测试中,涂膜无法被拉开,胶黏剂提前发生破坏。

图5 附着力拉开强度柱形图
涂膜经50 cm落球冲击实验后的情形如图6所示。无论在正冲实验还是反冲实验中,只有N3样品未出现明显的破裂,其余样品的涂层均出现了不同程度的裂纹,特别是N1和N5样品甚至发生了冲击区涂层整片脱落的情况。
在PVDF粉末涂料开发的初期阶段,涂膜色差是影响涂料能否商业化的关键因素之一。当△E<1.0时,表示涂膜色差很小,通常肉眼看不出差异[10]。在N系列样品中,符合这一条件的有N2和N3,见表2。其余样品色差较为明显,不予考虑。结合上文分析,N3具有良好的综合性能,具备商品化的潜力。
2.3 涂膜表面分析
进一步使用SEM-EDS对N0及N3涂膜的内外表面(内表面即贴近铝板的一面)进行对比测试。涂层形貌如图7所示:N0的外表面具有明显的无规结构,出现了纵横的沟壑,涂膜表面不平滑,出现了缩孔等缺陷;涂膜内表面较外表面的平滑程度虽有所提高,但仍具有条纹状结构,这种凹凸不平的表面结构和流平性能较差有关[11]。反观N3,涂膜的内外表面平滑程度明显提高。由于N3中含有硅烷,可降低涂膜内外表面的张力梯度,促进体系的流平,可进一步提高涂料与基材之间微区域的锚合作用,继而提高附着力。

(第一行为正冲试验,第二行为反冲试验)图6 落球冲击实验后的样品图片表2 样品色差测试数据

N0N1N2N3N4N5L97.21±0.2594.93±0.6297.00±0.4397.46±0.2196.83±0.3595.87±0.57a-1.39±0.04 -1.36±0.02 -1.17±0.04 -1.39±0.01 -1.00±0.08 -1.30±0.02 b0.98±0.170.07±0.060.75±0.160.17±0.034.74±0.230.28±0.12△E-2.460.380.853.801.51
注:明度指数L,表示黑白,0为黑色,100为白色,0~100之间为灰色;色品指数a,正值为红色,负值为绿色;色品指数b,正值为黄色,负值为蓝色。
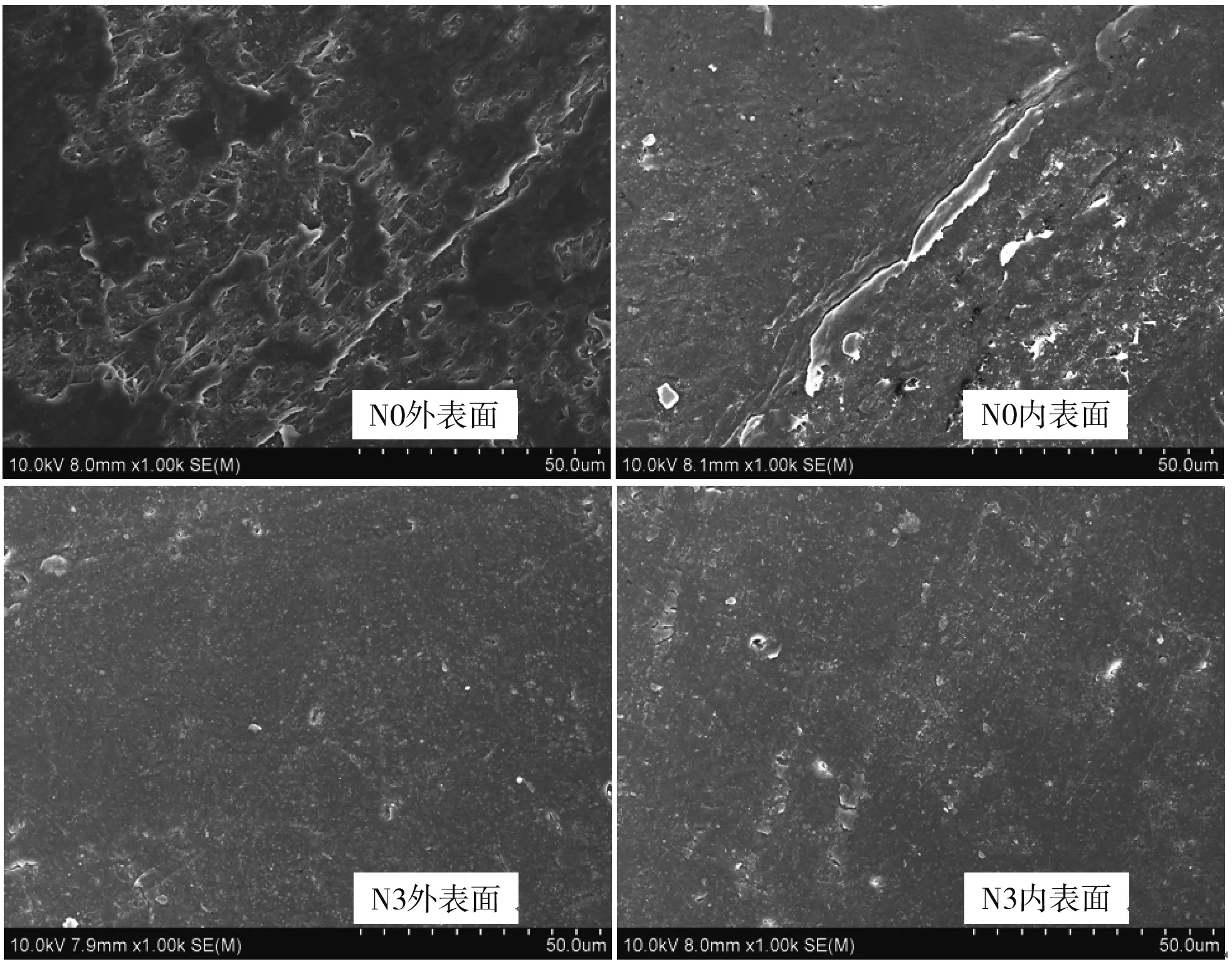
图7 N0和N3涂层内外表面的SEM图片
N0和N3内外表面元素组成的显著差异在于F元素的含量分布,见表3。在N0中,外表面的F含量较内表面高了约6%,这是由于F元素具有较低的表面能引起迁移所致;此外,C、O元素在N0内外表面的组成也具有约3%的差异。元素含量的内外差异会导致涂膜表面出现严重的表面张力梯度差,致使涂膜表面出现严重的缩孔等缺陷,降低平整度。在N3中,内外表面元素组成相似,特别是F元素含量较N0也有了明显的下降,涂膜体系在流平过程中受表面张力梯度差的影响大为降低,涂膜平整度提高,与基材结合得更好。
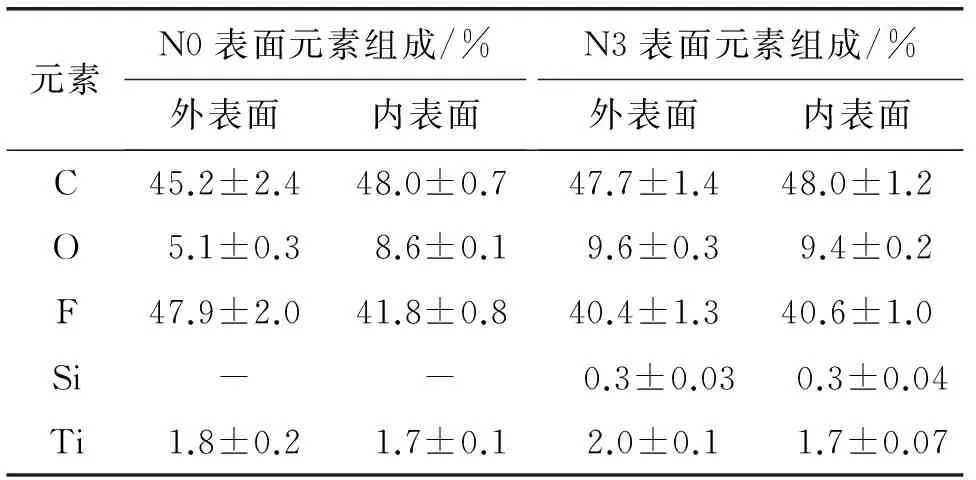
表3 N0和N3涂层内外表面的元素组成数据
在N0和N3两个样品中,Ti元素的含量分布较为一致,且内外表面组成相似,表明二氧化钛在涂膜中的分布较为均匀,不易受助剂的影响而改变其在涂料体系中的分布状态。N3附着力促进剂的引入对改善PVDF树脂和丙烯酸酯树脂的相互影响起到了关键作用;在体系中,PVDF存在晶区与非晶区,非晶部分与丙烯酸酯树脂具有良好的热力学相容性,N3的引入会在一定程度上抑制PVDF的结晶,致使PVDF非晶区域增多,与丙烯酸酯树脂的相互作用变得更加强烈。
2.4 粉末热性能分析
由图8和表4可知,含有附着力促进剂的样品5%失重温度均出现了提高。其中以N3样品的提高幅度最大,比空白样N0高出了20 ℃。最大失重温度同样以N3居首,达到了371.1 ℃。
积分过程分解温度(Integral Procedural Decom-position Temperature, IPDT)已发展为测定高分子聚合物材料热稳定性能的一种半定量方法,它通过计算实验起始及终止温度之间热重曲线失重的积累值来描述待测样品的热稳定性能[12]。
图9 IPDT(柱状图)表明,附着力促进剂的引入可显著提高涂料的本质热稳定性能,相对于N0提高的幅度分别为21.5%(N1)、28.4%(N2)、14.1%(N3)、18.6%(N4)及21.6%(N5);图9点线图中涂料的残炭量也分别提高了25.3%(N1)、33.0%(N2)、17.2%(N3)、22.2%(N4)及25.6%(N5)。两者之间具有相似的变化趋势,表明材料的本质热稳定性能在一定程度上受其高温残炭量的影响,N2和N5都具有环氧基团,在熔融加工过程中可能和钛白粉表面的羟基发生反应,在不同颜料粒子之间起到了桥梁作用,杂化网状结构的形成可有效提高材料的本质热稳定性能[13]。

图8 N系列样品的TGA和DTG曲线表4 粉末涂料的热失重参数
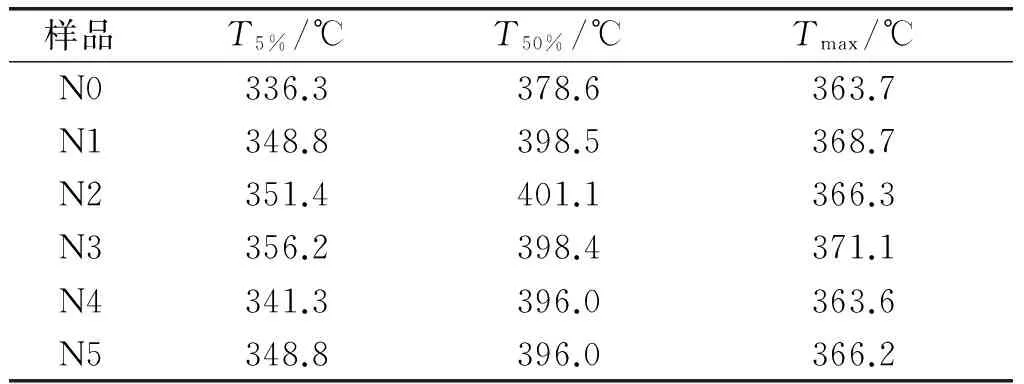
样品T5%/℃T50%/℃Tmax/℃N0336.3378.6363.7N1348.8398.5368.7N2351.4401.1366.3N3356.2398.4371.1N4341.3396.0363.6N5348.8396.0366.2

图9 N系列样品的IPDT(柱状图)和残炭量(点线图)
在图10的DSC曲线中,N0样品呈现出清晰的双峰,与之近似的还有N1和N4;然而,N2、N3和N5出现明显的双峰融合现象,且均表现为高熔融峰向低熔融峰融合,表明PVDF的结晶在一定程度上被抑制了,相应的熔融焓值也降低,见表5。PVDF非晶区域的增多可使PVDF和PMMA之间发生更好的融合。从宏观层面上来看,这无疑有利于PVDF粉末涂料的流平并提高涂料与基材之间的相互作用。
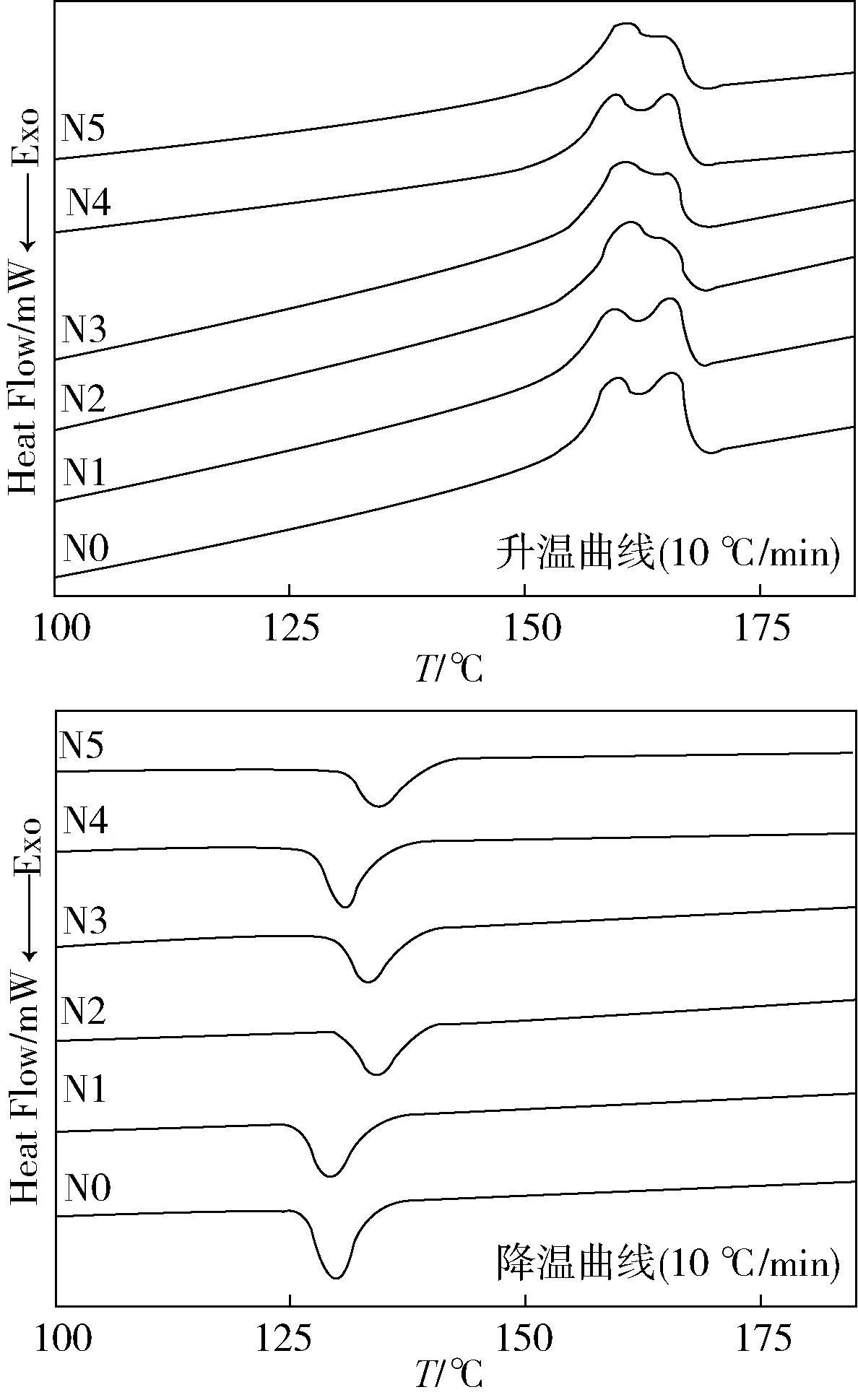
图10 N系列样品的DSC曲线表5 粉末涂料差示量热扫描分析参数

样品升温过程Peak/℃△H/(J·g-1)冷却过程Peak/℃△H/(J·g-1)N0159.7 165.627.2129.831.6N1159.2 165.324.8129.330.3N2161.1 165.123.4134.328.5N3160.5 164.724.5133.429.8N4159.4 165.226.8130.731.2N5160.5 164.827.3134.431.7
3 结论
考察了5种含有不同有机官能团的附着力促进剂在PVDF粉末涂料中的作用,对涂膜进行了深入的综合性能表征。研究表明,环氧基团可提高涂膜的韧性和光泽度;硅烷可降低涂膜表面张力梯度差,不仅显著提高涂膜的附着力还能提高涂料的热分解性能;含有酯基以及萜烯的促进剂降低了涂膜的综合性能,不适用于PVDF粉末涂料。在本文所探讨的粉末涂料体系中,N3具有一定的商品化潜力,下一步将继续考察长期耐候性能以及耐盐雾等性能。
致谢:
此研究由国家高技术研究发展计划项目资助(863计划,项目编号2013AA032302)。上海三爱富新材料股份有限公司检测中心给予了大力协助,特表感谢。
[1] 武利顺, 王敬佩. 聚偏氟乙烯的晶型及其影响因素[J]. 化工新型材料, 2008(3): 59-61.
[2] Wood K A. How can we effectively use accelerated methods to predict the decorative properties of PVDF-based coatings-A practical approach[J]. Progress in Organic Coatings, 2014, 77(12): 2140-2146.
[3] 张冰冰, 吴君毅. PVDF树脂在粉末涂料中的应用[J]. 有机氟工业, 2011(4): 43-45.
[4] Pecsok R L, Pa B. Process for the manufacture of vinylidene fluoride polymer powder coatings: US, 5739202 [P]. 1998-01-02.
[5] 郭黎晓. PVDF氟碳粉末涂料[J]. 中国建材科技, 2005(14): 2.
[6] 王恩生, 杨波, 徐俊波, 等. 粉末涂装过程中的缺陷分析及对策IV. 附着力[J]. 现代涂料与涂装, 2009(12): 57-60.
[7] Zeno W W Jr, Frank N J, S Peter P, et al. Organic Coatings [M] 3rd ed. Wiley, 2007.
[8] Menno B C, Paul V, Tosko A M. Powder coatings and the effects of particle size. In: Particulate Products: Tailoring Properties for Optimal Performance, Particle Technology Series 19, H.G. Merkus and G.M.H. Meesters (eds.) [M]. Springer, 2014.
[9] Puiga M, Cabedo L, Gracenea J J, et al. Adhesion enhancement of powder coatings on galvanised steel by addition of organo-modified silica particles[J]. Progress in Organic Coatings, 2012, 75: 494-501.
[10] Landry V, Blanchet P. Weathering resistance of opaque PVDF-acrylic coatings applied on wood substrates [J]. Progress in Organic Coatings, 2014, 77: 1309-1315.
[11] 刘宏, 刘长德. 粉末静电喷涂中缩孔、针孔弊病的探讨[J]. 中国涂料, 2004(9): 40-41.
[12] Doyle C. Estimating thermal stability of experimental polymers by empirical thermogravimetric analysis [J]. Analytical Chemistry, 1961, 33: 77-79.
[13] Qian Y, Wei P, Jiang P, et al. Synthesis of a novel hybrid synergistic flame retardant and its application in PP/IFR [J]. Polymer Degradation and Stability, 2011, 96: 1134-1140.
Preparation and Properties Characterization of PVDF Powder Coating
Wei Jianhua1, Yu Zihao1,2, Qian Yong1,2, Wu Junyi1,2, Wu Junhui1, Cao Cheng1
(1.Shanghai 3F New Materials Co., Ltd., Shanghai 200241, China;2.Inner Mongolia 3F Wanhao Fluorochemical Co., Ltd., Wulanchabu 012100, China)
Due to the excellent weather resistance ability, PVDF powder coating had been widely applied in architectural external wall that should be kept long-term weatherability. How to make coating film adhere to the matrix surface for a long time became the focus of industry and academe. This research reported the effect of different adhesion promoter (N1, N2, N3, N4 and N5) in PVDF powder coating. The method of promoting adhesion was further discussed. It indicated that N3 was the most effective adhesion promoter among five additives.
PVDF; powder coating; adhesion
国家高技术研究发展计划项目资助(863计划),项目编号2013AA032302。
魏建华(1961—),男,教授级高级工程师。
