T2/Al 1060CMT焊接接头组织及性能研究
2015-02-27刘佩媛武小娟孟凡玲
刘佩媛,武小娟,孟凡玲
(沈阳理工大学 材料科学与工程学院,辽宁 沈阳 110159)
T2/Al 1060CMT焊接接头组织及性能研究
刘佩媛,武小娟,孟凡玲
(沈阳理工大学 材料科学与工程学院,辽宁 沈阳 110159)
采用冷金属过渡焊(CMT)技术对T2和Al 1060异种金属的焊接工艺进行研究。实验选用S301焊丝采用搭接方式在不同焊接规范下得到焊接接头,对接头物相及形貌进行观察和测试,研究焊接热输入对焊缝组织、力学性能及断裂特征的影响,测试焊缝的力学性能,讨论影响焊缝金属间化合物厚度的因素。结果表明:焊接接头处生成一层致密的金属间化合物,主要成分为CuAl2、Cu3Al2、CuAl和铜在铝中的固溶体;随着焊接热输入的减小,金属间化合物层厚度不断减小,但焊接热输入过小时,焊缝润湿性差;焊接接头拉伸实验断口在接头处为脆性断裂;焊缝处维氏硬度高于两侧母材。
T2/Al 1060异种接头;CMT焊;组织与性能
现代工业对材料的性能要求越来越高、对材料结构的改进要求也越来越强,单一金属材料已经无法满足这些需求[1]。铜与铝的复合结构结合了两种金属的物理、化学和机械性能,由于铝在地壳中含量丰富、密度远小于铜,故以铝代铜可显著降低零部件的重量及成本[2]。铜与铝进行焊接时,由于两种材料自身具有强氧化性,焊接时接头容易形成脆性金属间化合物,接头力学性能降低;另外,由于铜铝物理性能参数差异较大[3],也为铜铝焊接带来很大的困难。CMT(Cold Metal Transfer-冷金属过渡)技术具有热输入量小、无飞溅、焊接速度快、装配间隙容忍度高、焊接变形小、焊缝均匀一致的特点,特别适用于薄板连接[4]。目前,CMT技术已被很多领域所应用,包括微电子器件、机车制造行业、航天领域、桥梁和钢结构等领域。在铝/镀锌钢板和铝/镁异种金属焊接方面,应用CMT焊接技术已得到性能良好的焊接接头,这为研究CMT焊在T2/Al 1060异种金属焊接方面提供了技术支持和工艺参考。
铜铝直接钎焊时,冷却过程中钎缝有大量的CuAl2沿晶界析出[5]。Abdollah-Zad等人[6]研究了Al 1060与3mm纯铜FSW焊接接头微观组织,得出接头主要成分为CuAl2、Cu9Al4、CuAl。本文采用CMT法对铜板和铝板进行搭接实验,研究焊接热输入对金属间化合物厚度以及对焊缝力学性能表现的影响,讨论金属间化合物层对焊缝维氏硬度的影响。
1 试验
试验所用材料为T2和Al1060。铜板和铝板焊接试件的尺寸均为200mm×100mm×2mm。焊前先用丙酮去除母材表面的水渍和油污,用不锈钢刷打磨铜板和铝板,最后用酒精清理母材表面的灰尘。将铜板和铝板固定在实验平台的夹具上,采用TransPuls Synergic 4000型CMT焊机对纯铜和纯铝板进行搭接焊。CMT焊接系统自带经过优化的专家系统数据库,通过焊机的控制面板选择焊丝种类,其焊接电流、电压、送丝速度为一元化调节,通过选择合适的焊接电流,得到不同的焊接规范。焊接时选用直径Φ1.2mm的纯铝S301焊丝作为填充金属,采用Ar保护,Ar流量为20L/min,焊接参数如表1所示。
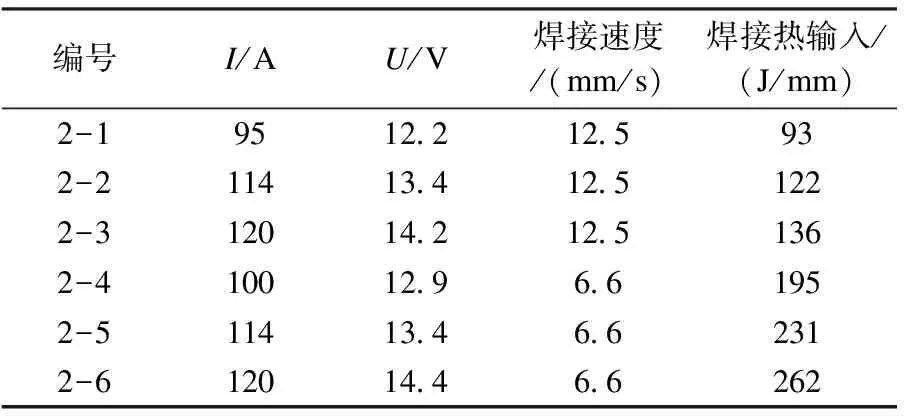
表1 焊接参数
实验结束后,横向切取铜铝CMT焊接头试样,抛光后,采用扫描电镜(SEM)及能谱测试仪(EDS)对接头的显微组织进行观察和定量分析,并用X射线衍射仪(XRD)对焊缝金属间化合物进行定性分析。再横向切取10mm×100mm的拉伸试样,用万能试验机测量试样接头的抗拉强度。切取焊接接头区域,由焊缝中央开始左右方向每隔0.25mm取一点进行显微硬度测试,焊缝两侧母材区取点间隔为0.5mm。将测量值绘制成曲线。
2 试验结果及分析
铜铝异种金属焊接的困难在于焊缝极易生成大量的金属间化合物,这种脆性相严重降低了接头的力学性能。采用扫描电子显微镜(SEM)对纯铜和纯铝板焊接接头的显微组织进行观察,铝的熔点为660℃,铜的熔点为1084℃,所以在电弧作用下,只有上层铝板和铝焊丝熔化,而铜板几乎未熔,形成了典型的搭接接头,如图1所示。
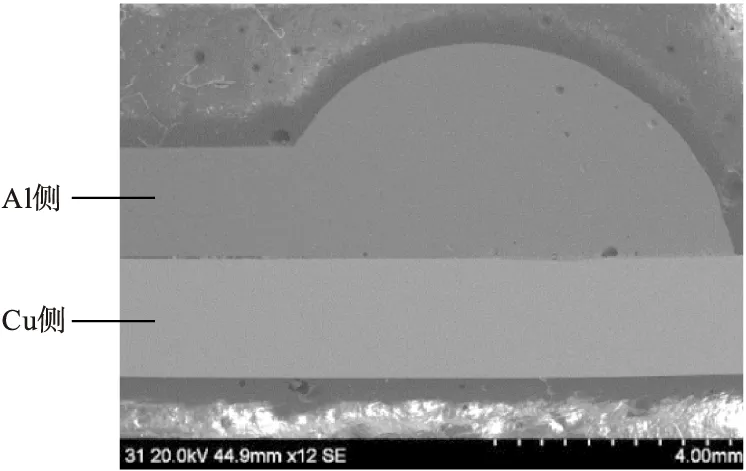
图1 搭接焊缝接头示意图
2.1 焊接热输入对焊缝成形的影响
焊接热输入是指熔焊时,单位长度上由焊接能源输入给焊缝上的能量,计算见式(1)。
(1)
式中:Q为焊接热输入,J/mm;v为焊接速度,mm/s;U为电弧电压,V;I为焊接电流,A;η为热传导系数,表示实际传给工件的热能与热源产生的总能量之比。焊缝产生金属间化合物的主要原因是焊接时较多的热输入量,控制热输入量即可有效控制焊缝生成的金属间化合物层的厚度。用扫描电镜对铜铝异种金属的焊缝进行观察,分别放大50倍、500倍、1000倍,扫描结果如图2所示。
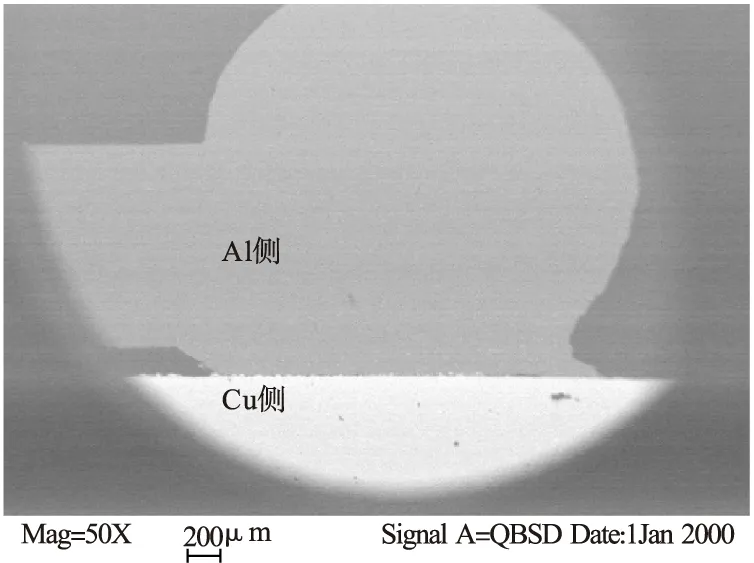
(a)2-3号 50倍扫描照片

(b)2-3号 500倍扫描照片

(c)2-3号 1000倍扫描照片
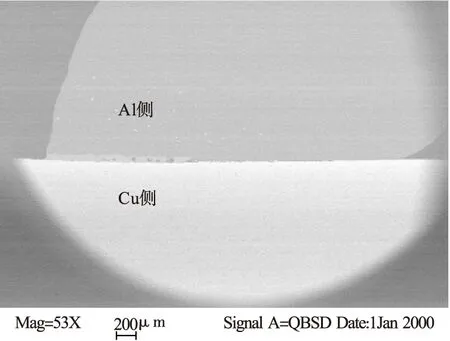
(d)2-6号 50倍扫描照片
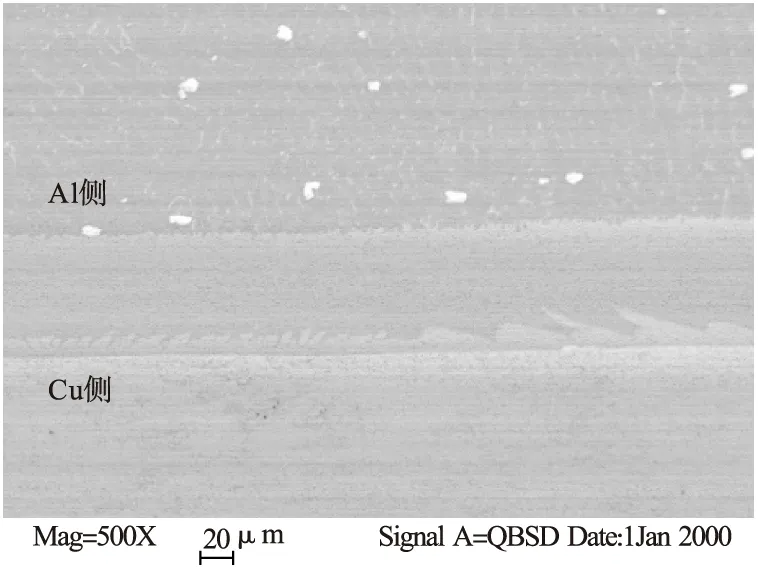
(e)2-6号 500倍扫描照片
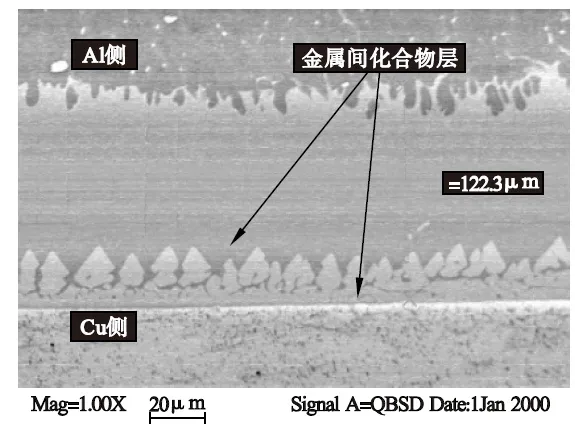
(f)2-6号 1000倍扫描照片
从图2可以看出,在不同焊接参数下,焊缝处均生成两层明显的锯齿状金属间化合物,近铜侧厚度较小,近铝侧厚度较大。测量六个试样的金属间化合物厚度,每个试样取三个点,求出平均值,结果如表2所示。
结合表1和表2数据,绘制金属间化合物厚度与焊接热输入的关系曲线,如图3所示。
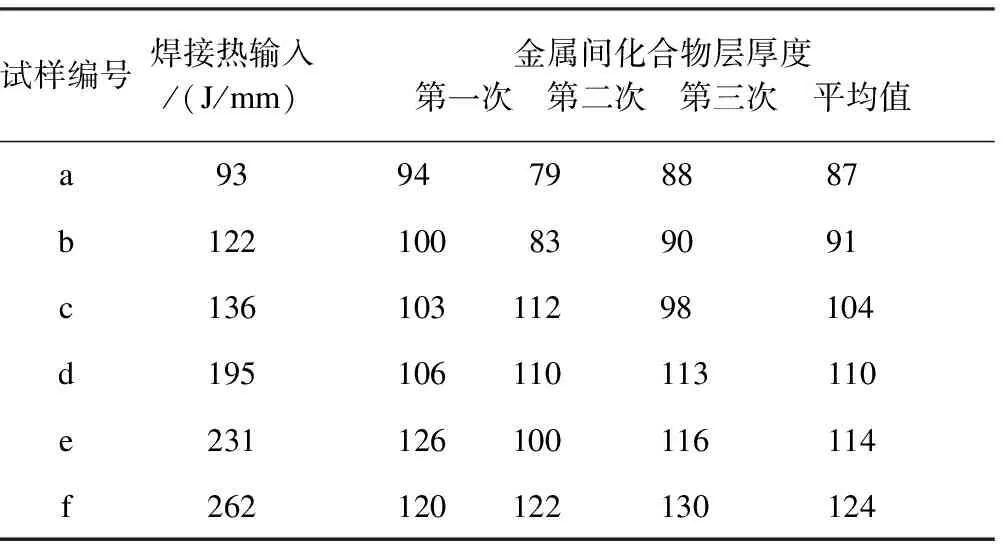
表2 不同焊接热输入对应的接头金属间化合物层厚度 μm
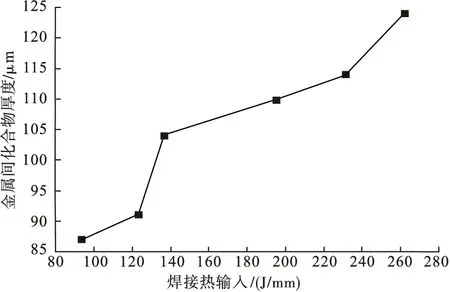
图3 焊接热输入与金属间化合物厚度的变化关系
由图3可以看出,6个焊接试样,随着焊接热输入的逐渐增大,接头处金属间化合物厚度不断增大。由公式(1)可知,增大焊接电流或减小焊接速度,均使焊接热输入增大。焊接热输入小时,金属间化合物厚度较小,但同时润湿性差,只有部分区域连接上;随着热输入的不断增大,润湿性提高,但同时金属间化合物层厚度也不断增大。这主要是因为固态相变过程中原子扩散需要一定的孕育期和驱动力,焊接过程中,金属间化合物在孕育期即形成牢固的接头。如果焊接加热时间超过了孕育期,润湿性得以提高,但无法避免金属间化合物的生成。孕育期tH及金属间化合物层厚度δ关系见式(2)和式(3)[7]。
(2)
δ2=R(t-tH)
(3)
式中:A为系数;H为有效活化能,J;R为金属间化合物层长大速度的参数;T为焊接温度,℃;t为退火时间(焊接结束后未进行退火热处理,t=0),s。若想避免接头处金属间化合物的生成,需将焊接时间控制在孕育期内,若焊接时间固定,则需增大孕育期时间。当焊接热输入减少时,焊接温度降低,由式(2)~(3)可知,焊接温度降低使孕育期tH增大,则金属间化合物厚度减少。综合以上分析得出结论:减小焊接电流和增大焊接速度可减少金属间化合物层厚度。
2.2 接头微观组织分布
为进一步确定焊缝生成的金属间化合物成分,用能谱分析仪(EDS)进行定点分析,分别在接头生成的两层金属间化合物处取点,得到表3数据。
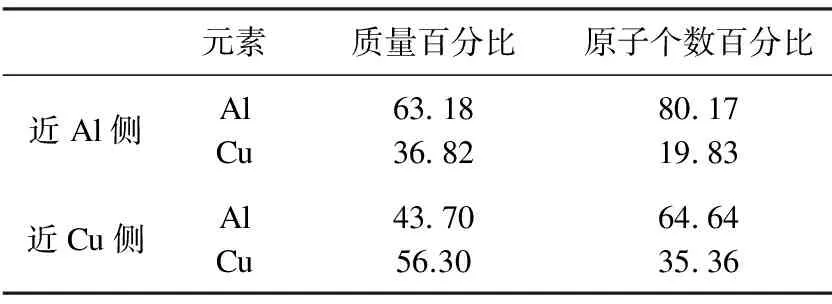
表3 焊缝金属间化合物分析结果 %
通过表3数据初步判断,近Cu侧铝铜的原子个数比接近2∶1,虽然这一层金属间化合物靠近Cu侧,但其中Al的含量较高,这恰恰反应出,采用搭接焊时,由于铜铝熔点相差较多,Cu侧基体基本未熔,这一结果也与预想相符;近Al侧的铝铜原子个数比接近4:1。为进一步确认接头处金属间化合物成分,用X射线衍射仪(XRD)对接头组织进行分析,衍射结果如图4所示。
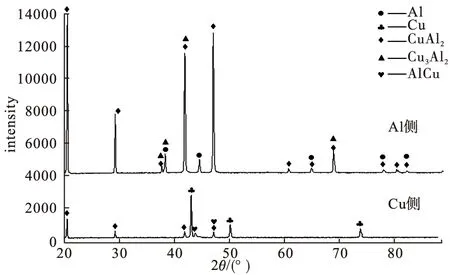
图4 焊接接头XRD结果
结合表3中铜侧铝铜原子个数比及图4中铜侧XRD曲线可以清晰判断,焊接接头生成了CuAl2以及CuAl。将铝侧的XRD结果与纯铝标准峰相比较,接头铝侧的局部X射线衍射曲线如图5所示。
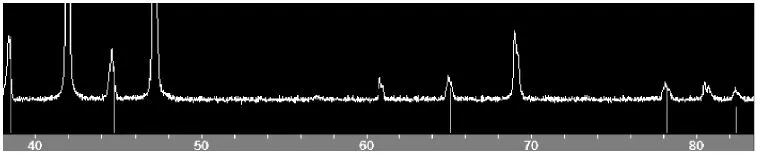
图5 铝侧衍射峰与纯铝标准峰的比较
图5中直线代表纯铝的衍射线条,对比发现,铝峰普遍略向左偏移,根据布拉格定律[8]
2dsinθ=nλ
(4)
式中:θ为入射角,(°);λ为X射线入射波长,nm;d为晶面间距,mm;n为系数。当θ变小时,若λ不变,则d值增大。铜和铝在液态无限相互溶解,在固态有限相互溶解[5]。所以d值的增大表明铝侧接头处固溶了一部分铜。分析图4中Al侧的衍射曲线可知,产生相Cu3Al2(含铝原子百分比38.5%~39.9%)和相CuAl2(含铝原子百分比43.4%~44.3%)[7],再混合铜在铝中的固溶体,三种物质平均铝原子百分比可达80%,符合表3中Al侧铝原子个数比。故接头生成的金属间化合物主要成分为CuAl2、Cu3Al2、CuAl和铜在铝中的固溶体。
2.3 力学性能表现
为检测铝铜焊接接头的力学性能,对试件进行拉伸试验。将焊好的试样切割成10mm×100mm的拉伸试样,焊缝位于拉伸试样中心,拉伸速率为0.5mm/min,拉伸6个试样,拉伸试样断裂位置均在焊缝处,如图6所示,断口属于典型的脆性断裂。再用扫描电镜对接头组织进行分析,发现焊缝内部有气孔,这可能是由于接头凝固速度过快,气体来不及溢出,或是过饱和的氢溢出形成气孔。因此,接头处较厚的脆硬金属间化合物层及内部组织的缺陷对其力学性能影响很大,致使接头连接强度降低。
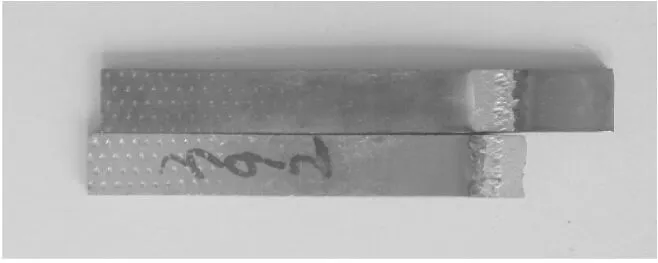
图6 铜铝接头的拉伸试样
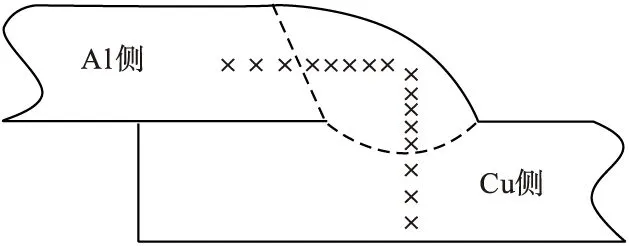
图7 搭接接头硬度测试示意图
2.4 金属间化合物层对维氏硬度的影响
硬度是衡量材料机械性能的重要指标之一。本实验采用显微维氏硬度计来测量焊缝、热影响区及母材的硬度,找出硬度的变化规律。从f号试样上切取焊接接头组织,通过对焊缝、热影响区及母材连续打点测量硬度值,依照图7所示的点进行显微硬度测试[9]。其中,焊缝中的点间距为0.25mm,母材上的点间距为0.5mm。由于试样在铜侧的焊缝有明显的硬度改变,故本实验采用50g、10g负荷交替使用,负荷持续时间5s。
用测量值画出焊接接头的显微硬度分布与离焊缝中心距离之间的关系曲线,如图8所示,虚线代表熔合线的位置。
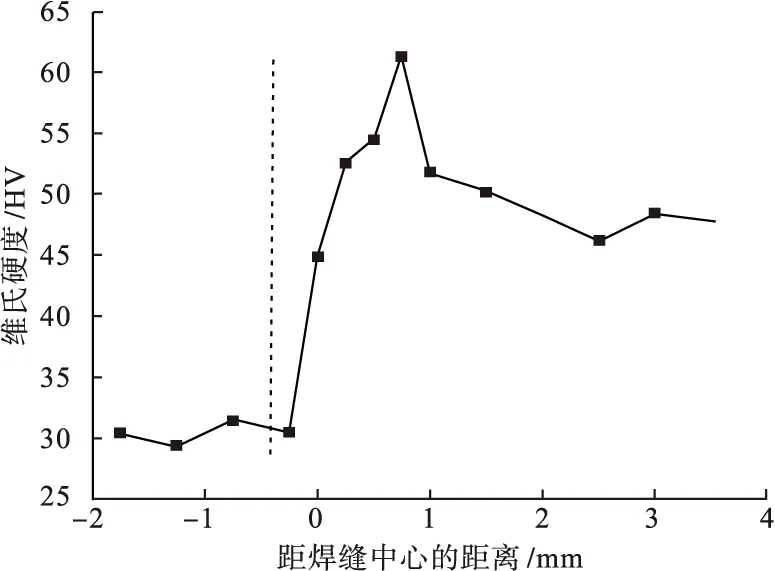
(a)铝侧焊缝硬度分布
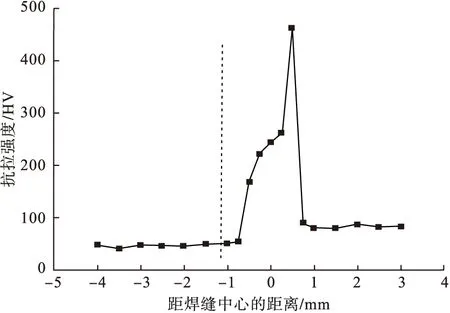
(b)铜侧焊缝硬度分布
图8a为铝侧焊缝的硬度分布,从图中可以看出,铝侧母材硬度分布均匀,到达熔合线时,硬度迅速增大,这是因为焊缝处生成了致密连续的金属间化合物,又硬又,进入焊缝内部后,硬度分布均匀,但整体数值高于母材;图8b铜侧焊缝的硬度分布也符合这一规律。由图8可知,焊缝处平均硬度略高于两侧母材硬度,熔合线附近由于生成金属间化合物导致硬度急剧增加,无法形成满足使用要求的铜铝接头。
3 结论
(1)通过控制焊接工艺参数影响焊接热输入。随着焊接热输入的不断减小,焊接接头处金属间化合物层厚度不断减小,但热输入较小时,焊缝润湿性较差,接头不连续。焊接接头处生成两层明显的锯齿状金属间化合物,近铜侧厚度较小,近铝侧厚度较大,主要成分为CuAl2、Cu3Al2、CuAl和铜在铝中的固溶体。
(2)两侧母材硬度及焊缝处硬度均匀分布,焊缝处硬度高于两侧母材,熔合线附近由于生成金属间化合物导致硬度急剧增加,严重影响接头的机械性能。
(3)对焊接接头进行横向拉伸试验,结果显示断裂均发生在焊缝处,为典型的脆性断裂,这说明以S301焊丝为填充金属时,采用CMT焊接方法,接头生成金属间化合物层厚度过大,并且内部存在气孔等焊接缺陷。这主要是填充金属成分过于单一,不利于异种金属的熔合。
[1]张胜华,郭祖军.铜-铝复合材料的研究[J].中国有色金属学报,1995,5(4):20-23.
[2]龙伟民,张雷,程亚芳.铝与铜连接技术的研究[J].金属加工,2008,(12):47-49.
[3]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2001.
[4]杨修荣.超薄板的MIG/MAG焊—CMT冷金属过渡技术[J].电焊机,2006,36(6):5-7.
[5]亓永新,杨瑞鹏.铝铜焊接进展[J].焊接技术,2000,29(5):4-5.
[6]Abdollah-Zadeh A,Saeid T,Sazgari B.Microstructural and mechanical properties of friction stir welded aluminum/copper lap joints[J].Journal of Alloys and Compounds,2008,460(1-2):535-538.
[7]刘中青,邸斌.异种材料的焊接[M].北京:科学出版社,1986.
[8]周玉,武高辉.材料分析测试技术——材料X射线衍射与电子显微分析[M].哈尔滨:哈尔滨工业大学出版社,2007.
[9]李广乐.镁铝异种金属CMT焊接试验研究[D].南京:南京理工大学,2010.
(责任编辑:赵丽琴)
Microstructure Characteristics and Mechanical Properties of Cold Metal Transfer Welding T2/Al 1060 Dissimilar Metals
LIU Peiyuan,WU Xiaojuan,MENG Fanling
(Shenyang Ligong University,Shenyang 110159,China)
Weldability of dissimilar metal between T2 and Al 1060 was researched through CMT.Overlap welding was tried with S301 as welding wire to get welded joint under different welding conditions.The phase and morphology of the welded joints were observed and tested,the influence of heat input to the weld microstructure,mechanical properties and fracture characteristics were studied,testing weld mechanical properties of joints and discussing the factors that affect the thickness between the weld metal compounds.The results show that the welded joints generated a layer of dense intermetallic compound,the main component is CuAl2,Cu3Al2,CuAl and the copper solid solution in aluminum.As the welding heat input is reducing,the thickness of the intermetallic compound layer continuously decreases,the heat input is excessively small,and the weld has poor wettability.The fracture occuring in the weld is regarded as brittle fracture.Vickers hardness in weld is higher than the parent material on both sides.
dissimilar metal between T2 and Al 1060;CMT;microstructure characteristics and mechanical properties
2014-11-10
辽宁省教育厅一般项目(L2013094)
刘佩媛(1990—),女,硕士研究生;通讯作者:武小娟(1973—),女,副教授,研究方向:材料成型连接技术.
1003-1251(2015)06-0024-05
TB31
A
