基于PLC的燃煤电厂输煤控制系统的设计
2015-02-27郭葆文丁彦宾殷玉恒
郭葆文,丁彦宾,殷玉恒
(1.酒钢集团公司,甘肃 嘉峪关 735100;2.哈尔滨理工大学,哈尔滨 150080)
基于PLC的燃煤电厂输煤控制系统的设计
郭葆文1,丁彦宾1,殷玉恒2
(1.酒钢集团公司,甘肃 嘉峪关 735100;2.哈尔滨理工大学,哈尔滨 150080)
火电厂的输煤系统是电厂辅机系统的重要组成部分,它和其它相应的机电设备承担火电厂电力生产燃料供应任务。在火电厂的运行过程中,输煤系统工作效率的提高是整个火电厂工作效率提高的关键因素,整个输煤过程的远程监控也对自动控制系统的设计提出了更高的要求,因此在输煤系统中选用当今应用最广泛的PLC控制系统,使这种理想迅速地成为现实。
火力发电厂;输煤系统;控制系统;PLC
0 引 言
火电厂的输煤系统是辅机系统的一个重要组成部分,是保证火电厂稳定可靠运行的重要因素之一。一个高可靠性和灵活性的燃料输送系统是机组乃至整个电厂稳定运行的重要保证,其运行的好坏直接影响到电厂的安全运行。
传统的输煤控制系统是以继电器为控制设备,加以人工手动操作的半自动化系统。由于输煤现场条件极其恶劣,这对工人的健康十分不利。并且,工人的手动操作有很多不确定性,经常有皮带跑偏、皮带撕裂及落煤管堵塞等,而且效率低下,对电厂的稳定运行也会产生十分不利的影响。这样,用可编程控制器(PLC)来取代传统的继电器来控制电厂的输煤系统,就可以利用PLC来完成对输煤系统的控制,不但使工人的工作压力及环境得以优化,更重要的是提高了电厂的运行效率。为此对火电厂输煤控制系统进行改造,用自动化水平高的PLC控制系统代替原有的继电器控制系统势在必行。
1 火电厂输煤系统的介绍
电厂输煤系统比较复杂,目前仍以常规皮带输送机为主。整个系统控制的对象较多,主要有:皮带输送机、碎煤机、筛分机、环式给煤机、叶轮给煤机、皮带给煤机、振动给煤机、除大块器、斗轮式或门式堆取料机、火车用翻车机、三通电动挡板、分煤器、带式盘式除铁器、电子皮带称、采样器、除尘器、配煤小车、犁式卸料器等等。输煤系统的保护或测量装置也比较齐全,如测量皮带的跑偏、打滑、速度、煤流、堵煤、拉绳、跳闸、撕裂、拉长等,测量设备的超温、超振、过负荷等,测量煤仓的高低煤位信号、煤仓称重信号、犁煤器的抬落到位信号,设备的控制信号有启动、停机、抬、落、及声光报警等。这些设备的控制和保护监测信号绝大多数为开关量信号,一个4×300 MW的电厂输煤系统,按最基本的控制要求计算,一般输入输出开关量在1 000点左右。
厂用煤由火车运来,经翻车机将煤卸入煤斗或煤场,再经给煤机或斗轮机将煤装上皮带输送至原煤仓。一般皮带均安装双路,可一路运行一路备用,也可双路同时运行。双路之间可通过二通挡板进行交叉运行,也可以将一路皮带的煤经分煤器同时分配给两路皮带送到不同地方。来煤常夹带各种金属或大的异物,将给皮带、碎煤机及磨煤机带来损害,因此用磁铁分离器和除大块器将金属及大物除去,要求高的要多次除铁。为了减少磨煤机出力,来煤一般要经过筛分机将大块煤分离出送入碎煤机破碎,而小块煤可经筛分机直接进入下一级皮带。
为了保证锅炉用煤,电厂都有储煤场或干煤棚,可供锅炉10~15 d燃用。来煤经皮带到煤场存储,用煤时再从煤场取煤送到煤仓,有的电厂为增加储煤量或考虑到混煤用,还建有大型原煤仓,可储存1~2 d的用煤量。煤经过皮带运送,最后到煤仓间。一般一台锅炉,对应2~3个煤仓,仓上有两条皮带,每个仓在两条皮带上共有2~4台犁煤器,用犁煤器将皮带上的原煤按要求分别送至各煤仓。
图1为火电厂输煤系统运行工艺图。

图1 火电厂输煤系统运行工艺图
2 输煤控制系统实现的功能
输煤控制系统通常采用控制室集中控制方式,控制室内正常运行方式以程序自动控制为主,带联锁或解除联锁手动控制为辅(事故或紧急情况下运行方式),运行人员在控制室内通过CRT、键盘、鼠标等可以实现对全部主要输煤设备的监视和控制。
(1)上煤控制功能
上煤控制功能分程控自动、程控手动和就地手动3种方式。程控自动方式的所有操作通过程控室上位机软件操作实现,程控手动方式包括程控联锁手动,程控解锁手动两种。
(2)程控启停操作及手动单控操作
设备在启动前,对要启动的给、输、配煤设备进行选择来决定全系统的启动程序。再根据选定的程序运行方式,按所发出的启动指令进行启动,在启动前,可通过监视程序流程或模拟屏显示确定程序正确与否,如有误可及时更改。需要停止设备运行时,将控制开关打在停机的位置。运行的设备经过一定的延时之后,按顺煤流方向逐一停止。
(3)程序配煤和手动单独操作
配煤控制功能分为程控自动配煤、远方手动配煤和就地手动配煤3种方式,配煤系统具有完善的分路计量功能。通过预先编制的配煤程序,使所有的犁煤器按程序要求抬犁或落犁,依次给需要上煤的煤仓进行配煤。当遇到机组锅炉检修、输煤设备检修、个别仓停运时,程序控制按照设置的“跳仓”功能自动跳仓,犁煤器将自动抬起、自动停止配煤。
(4)设备状态监视
对皮带的运行状态进行监视,对原煤仓煤位、犁煤器的状态进行监视,对设备的历史过程进行记载。
(5)故障音响报警
设备在运行中发生皮带跑偏、落煤管堵煤、煤仓煤位低、皮带撕裂、电动机故障跳闸、现场故障停机时,程控CRT发出故障报警信号,模拟系统图上对应的设备发出故障闪光,同时电笛发出故障音响信号。
(6)煤仓煤位测量和显示记录功能
输煤系统具有计算机管理功能,能自动采集运行工况及有关数据,实现实时流量编制、修改及状态显示,打印各种报表和记录,并能在CRT上查询和调用有关数据。
(7)事故追忆功能
所有重要报警信号、连锁保护信号、设备故障跳闸信号等均随时按发生顺序进行记录和存储,并能够随意调用和打印。
(8)上煤、配煤方式选择功能
系统逻辑中应根据工艺系统的特点,预先设置多种上煤、配煤方式。运行人员可以根据输煤系统设备状况选择不同的上煤、配煤方式。
3 输煤控制系统的软件设计
本次设计的现场有两个煤原,即原煤仓和取煤筛口。无论取煤机从哪个煤原取煤,煤最终都要落到A、B两条皮带上。煤经运输皮带的零段、Ⅰ段、Ⅱ段,最终运动到达Ⅲ段的分煤机架上。分煤机架的下方是锅炉煤仓。每个锅炉煤仓的获煤口都有各自相应的电动犁煤器。当犁煤器落下,分煤机架上的煤将经过获煤口被送入对应的煤仓,对应煤仓获煤。每台锅炉配有2个煤仓,每个煤仓有4个获煤口,沿A、B带为1、2号锅炉的4个煤仓配煤,A、B两条带分别为2个获煤口供煤。根据各煤仓获煤口煤位,控制犁煤器抬落,来控制煤落入煤仓。
3.1 上煤控制
上煤控制分为自动、手动、就地3种方式。
(1)自动方式
自动方式的所有操作均可通过上位机键盘操作,运行人员根据工艺要求可在LCD上调出预选流程菜单,当程序选择无误且组成一条完整的流程时,LCD上出现程选有效信号,当挡板及犁煤器全部到位后,经20 s后发出允许启动信号,所选皮带按逆煤流方向启动各台设备,每条皮带起动前警铃发出20 s钟告警,皮带启动后现场警铃告警解除;程序停机时按顺煤流逐一按预定的延时停机。在运行中,当任一设备发生重大事故、拉线动作和持续2 s的重跑偏、打滑等,立即联跳逆煤流方向的设备,但碎煤机除自身事故外延时联跳。当紧急停机时,运行设备立即全线停机,仅碎煤机延时停机,延时达30 min。
(2)手动方式
手动方式分为联锁手动和解锁手动。联锁手动是运行人员在上位机上通过PLC完成。运行人员根据运行要求在上位机上调出相应画面进行,对已选择好流程的设备按联锁方式逆煤流一对一启动设备,按顺煤流方向一对一停机。解锁手动也在上位机进行操作,此时无任何联锁关系,可启停任何设备。
(3)就地方式
就地方式是在就地控制箱或开关柜上进行操作,此时控制室对设备不起控制作用。上煤系统在现场设有仅供设备检修、调试的起停按钮及事故紧急停机拉线开关。
自动上煤控制流程如图2所示。
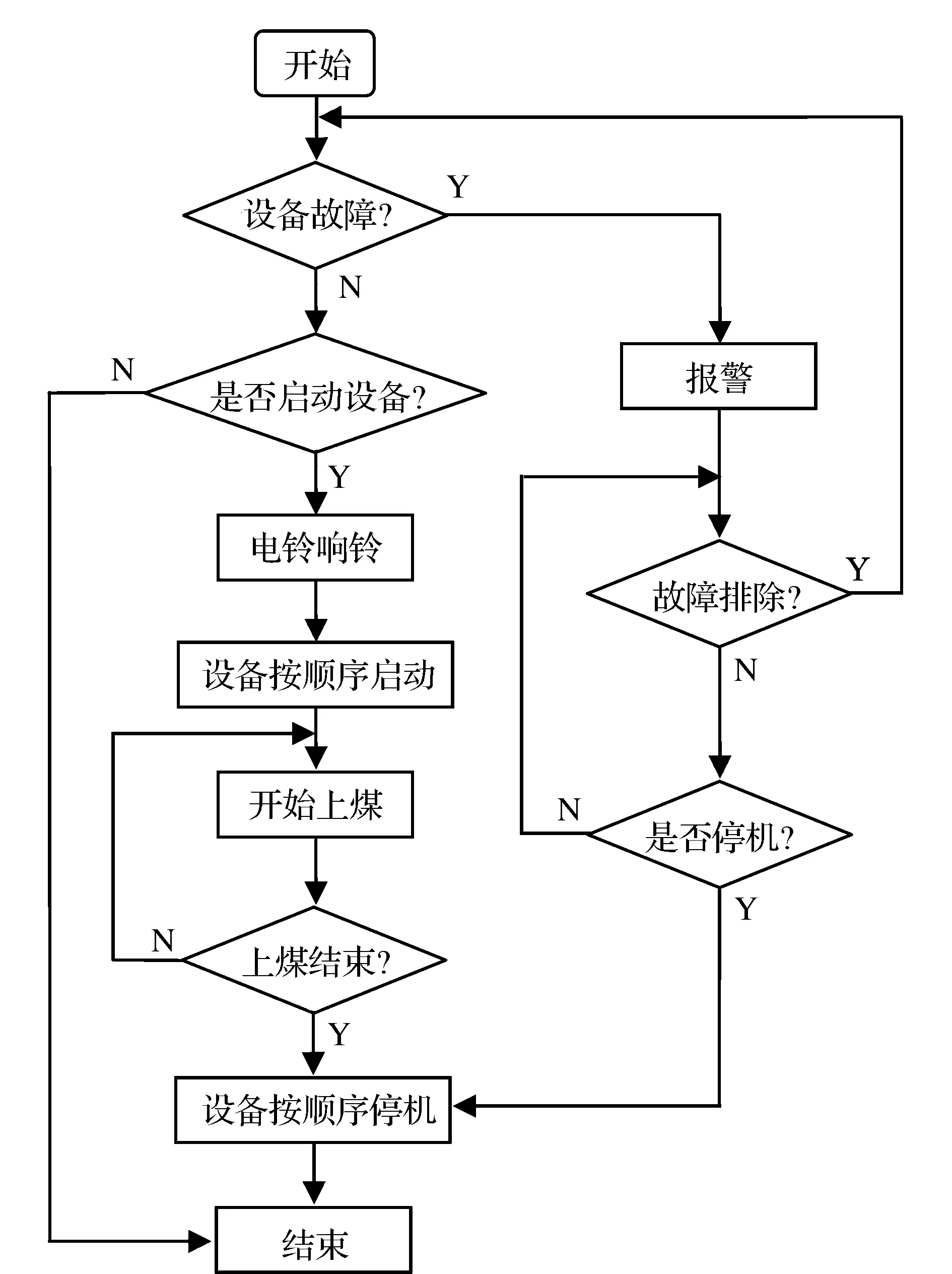
图2 自动上煤控制流程图
3.2 配煤控制
配煤控制功能分为程控配煤和手动配煤。通过控制配煤方式,可以灵活的控制加仓。
程控配煤根据锅炉的加仓要求,由操作员通过键盘和鼠标输入相关指令,实现自动加仓配煤。应遵循的原则有:
(1)煤位优先加仓:加仓起始,先顺序给低低煤位仓优先配煤,直至消除煤仓低低煤位信号。
(2)时间循环加仓:待所有煤仓低低煤位信号消失后,在按顺序对各煤仓以一定时间循环加仓。各煤仓的加仓时间可在上位机上任意设定,也可设置为各煤仓加到高煤位后再转向下一煤仓。
(3)自动跨越功能:在配煤过程中能自动跳过高煤位、超高煤位的煤仓及检修仓。
(4)尾仓、检修仓设定:在上位机上可任意设定尾仓、检修仓、加仓时尾仓及其后方煤仓均不再配煤。
(5)匀煤功能:当全部煤仓出现满煤位信号后,上煤程序自动停机并把皮带上余煤配至尾仓或均匀配至各仓。
(6)超高煤位报警:配煤过程中,任一煤仓出现超高煤位,立即报警并换仓配煤。
具体过程为:
(1)加仓开始,先顺序给低低煤位仓配煤并报警,配一定数量的煤,消除煤仓低低煤位状态。
(2)依次给出现低煤位的仓顺序配煤,消除煤仓的所有低煤位信号。
(3)所有低煤位信号消失后,再进行顺序配煤,当仓满后转到下一个煤仓进行顺序配煤,直到所有煤仓满。
(4)顺序配煤过程中,如果又出现低低煤位、低煤位仓,则停止煤仓顺序加仓程序,优先为低低煤位、低煤位仓配煤,配一定数量后,再转入顺序加仓程序。
(5)当全部煤仓出现满煤位信号后,程序自动停机并把皮带上余煤均匀分配给各煤仓。
(6)在配煤过程中能自动跳过高煤位仓。
(7)配煤的尾仓设定可通过上位机进行设定,加仓时尾仓及其后方煤仓均不允许配煤。
(8)煤仓配煤也可在煤仓层就地由人工通过就地控制箱上的操作设备进行控制。
根据控制要求,设计自动配煤流程如图3所示。
4 输煤控制系统硬件设计
根据控制系统I/O点数,输煤控制系统的PLC选用欧姆龙CJ1M系列产品,具体配置见表1。
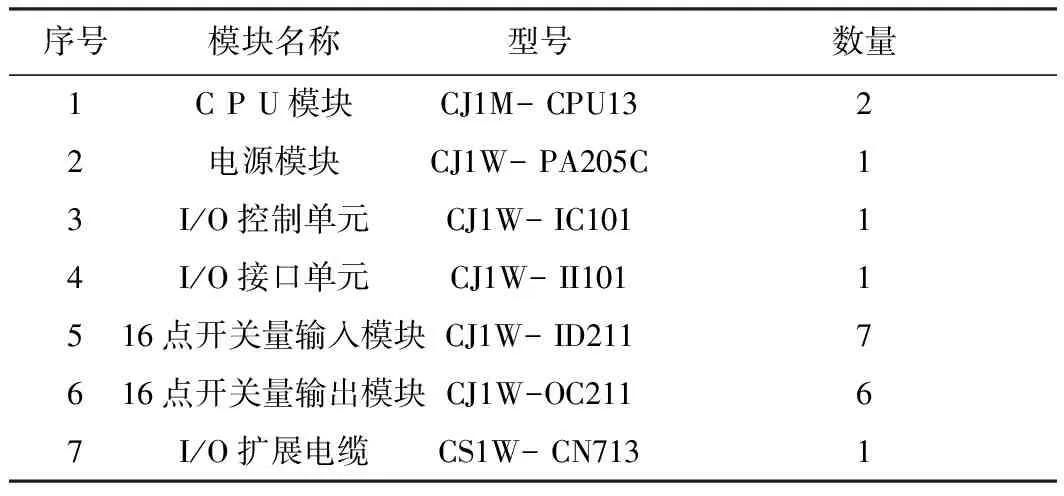
表1 输煤控制系统PLC硬件配置表
5 结束语
目前,国内火电厂输煤控制系统以PLC为主,它有以下特点:能够承受恶劣的工业环境,具有很强的抗干扰性;结构模块化,系统配置简单;可与工业现场信号直接输入输出连接,针对不同的现场信号有相应的I/O模块;编程简单且具有在线编程功能;可靠性强。基于以上优点,输煤控制系统采用PLC程控能够方便地实现多种运行方式的选择,使整个系统功能更为合理,更加完备,运行更可靠、更灵活,可维护性、自检能力、安全保障能力及通信能力等也都得到了进一步的提高,有利于解决过去输煤系统投运后易出现的现场问题,从而大大提高了输煤系统的自动化水平。
[1] 张东实,李 亮.火电厂输煤自动化得发展与探讨[J].电气传动自动化,2009,31(6):53-54.
[2] 徐建涛,李海滨.电厂输煤程控系统的设计与仿真[J].华北电力技术,2001,20(2):35-40.
[3] 赵志明.PLC控制系统在火电厂输煤系统中的应用[J].内蒙古科技与经济,2007,12(15):21-37.
[4] 郑瑜平.可编程控制器[M].北京:北京航天航空大学出版社,1991:9-12.
[5] 孔祥兵, 殷玉恒,刘跃军,等.电气控制与PLC技术应用[M].北京:中国电力出版社,2008:141-146.
[6] 魏 斌.PLC及工控机在乌石化热电厂输煤系统中应用[J].石油工业计算机应用,2003,11(1):65-74.
Coal-fired Power Plant Coal Conveying Control System Based on PLC Design
GUO Bao-wen1,DING Yan-bin1,YIN Yu-heng2
(1. Jiugang Steel (group) Co., Ltd., Gan Su, Jiayuguan 735100, Gansu Province, China; 2. School of Automation, Harbin University of Science and Technology, Harbin 150080, China)
The coal transmission system is a very important part for the power-assisted system. It bears a duty to supply the fuel by the way of electricity mandate in the thermal power plant, so as the other related mechanical and equipment does. During the thermal power plant is running, the improving of the input feeding system, which is the key to improve the efficiency of thermal power plant operating. The tele-monitor control system in the whole process of conveying simultaneously also sets a higher request to the design for the automatic control system,so we selected the most widely used PLC control system to make the ideal into reality.
Thermal power plant; Coal convey system; Control; PLC
2014-11-18
2014-12-27
郭葆文(1965-),男,大学本科,研究方向为控制系统及自动化。
10.3969/j.issn.1009-3230.2015.01.011
TM166
B
1009-3230(2015)01-0045-05
