概述Smartnest套料编程技巧
2015-02-25华电曹妃甸重工装备有限公司王荣辉齐乐乐安福新李明帅侯晓娜
■华电曹妃甸重工装备有限公司 王荣辉,齐乐乐,安福新,李明帅,侯晓娜
概述Smartnest套料编程技巧
■华电曹妃甸重工装备有限公司 王荣辉,齐乐乐,安福新,李明帅,侯晓娜
随着科学技术的快速发展,数控切割在制造业的应用随处可见,切割方式也是多种多样,分别为:等离子弧切割、火焰切割、激光切割、水切割。目前我公司采用等离子弧切割和火焰切割。等离子弧切割适用于低碳钢、低合金钢、不锈钢等金属材料,切割12mm以下板材;火焰切割适用于低碳钢、低合金钢金属材料,切割12mm以上的板材。
1. Smartnest使用流程
(1)通过使用Auto CAD Mechanicl绘图软件拆图绘图,存为dwg或dxf格式文件。
(2)在Smartnest中导入dwg 或dxf文件,对CAD图形进行校验轮廓线、压缩曲线及清除重复线和不封闭现象。
(3)使用Smartnest智能套料软件进行对CAD图形排版,并作出相应切割轨迹。
(4)套料软件根据后置不同,输出相应NC,txt格式文件,把此txt格式文件发送到ERP终端,操作者运用终端进行复制。
2. 切割工艺及注意事项
(1)如何放置引入线 一般考虑热变形和轨迹切割方向之间关系。如果切割开始位置在下边缘,那么穿孔位置要放在右上,要保证切割零件在切割过程
中始终有长边与母材相连,减少不必要的热变形,使最后一条割缝避开关键尺寸,如图1、图2所示。
(2)补偿零件切割刀补 根据切割工艺参数设定,一般都采用左补偿,对于圆环零件来说,内轮廓是逆时针切割轨迹,外轮廓是顺时针切割轨迹。割缝补偿是割缝宽度的一半,即是零件的刀补。
(3)切割工艺 根据生产产品不一样,做切割工艺时,应先切割小的零件,再切割大的零件,防止切割变形。
(4)增加预留开口 预留开口切割厚板(30mm以上)零件时,因为有引入线和引出线的原因,有时在切割结束时会出现凹陷,造成工件缺陷,破坏了零件轮廓;还需要补焊打磨,造成人工及相关材料的浪费。鉴于这种情况,在引入和引出位置增加预留开口,这样就会减少或不会出现这种缺陷。图3是增加了预留开口切割出来的效果,没有凹陷,仅有一个小小凸起,后期打磨即可。
(5)设置引入线 一般来说,切割的钢板越厚,设置引入线越长。但是在设置引入线的同时应考虑零件间距和零件距板边的距离。如果不考虑这一点,就会出现切割缺陷,厚30mm以上至少23mm。
(6)设置微连接钢板 在切割过程中,被切割零件温度会随着切割时间的延长而逐渐升高。在高温作用下,零件的切割线方向会出现膨胀。当温度降低时,沿切割方向会出现收缩。在切割长条形状零件时,采用传统的切割方式就会出现严重变形。针对这种情况,采用微连接的方法进行切割,这样能够减少因切割热产生的变形。在零件长度方向,约1000mm留出5~10mm的长度不切割,如图4所示。切割完成后,采用手动割断后打磨即可。
(7)切割顺序零件的切割顺序一般从左向右或从下到上进行切割。假设有一张钢板长12mm左右,从左向右切割,有时切割到末端时会出现钢板边翘起,影响末端零件的切割质量,因此在切割到整张钢板一半时,空走到末端,把相应的零件切割完,返回来继续切割。
(8)自动连续切割 Smartnest套料软件排版完成后,切换到切割模式,点击轨迹自动相连,根据相应参数进行调整。实现高效切割,减少穿孔数量,节约了易损件割嘴的消耗。
(9)共边连续切割 共边连续切割功能是Smartnest套料软件新技术。共边切割不仅可以提高板材的利用率,而且还可以减少穿孔次数,节约了预穿孔时间,提高了切割效率。连割功能可以使相邻两个零件或多个零件做连续切割,避免了预热穿孔,这样能有效节省易损件割嘴、预热氧化;提高生产效率,节约消耗品。
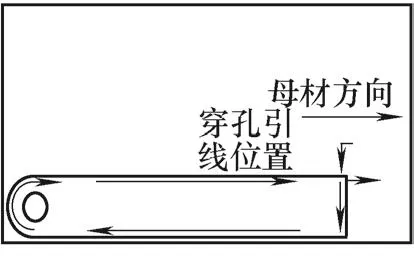
图1 正确切割轨迹
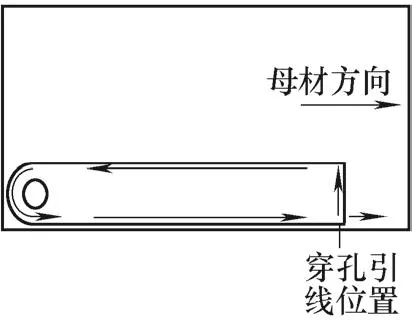
图2 错误切割轨迹
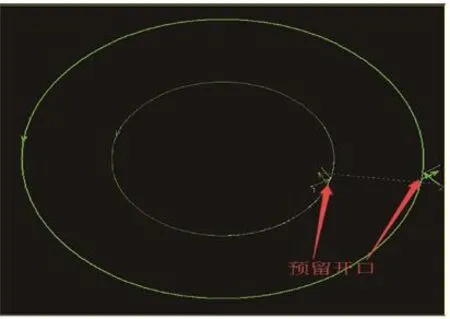
图3 预留开口

图4 1~10预留开口
3. 结语
上述内容是在运用Smartnest套料软件编程中总结出的一些技巧与经验,只有熟练掌握这些才能够更好地提高生产率,为公司精益化生产、降本增效作出有益的贡献。
20150715
