热冲压生产线关键技术探讨
2015-02-25东风模具冲压技术有限公司热冲压成形技术研究室主任林平
东风模具冲压技术有限公司热冲压成形技术研究室主任 林平
热冲压生产线关键技术探讨
东风模具冲压技术有限公司热冲压成形技术研究室主任林平

热冲压生产线的关键技术,是围绕如何提升热冲压成形零件的生产效率和降低制造成本,从而提高企业的竞争力来展开,这些技术是相互支持和相互促进的,缺一不可。
大部分热冲压生产线的配置包括开卷落料系统、加热炉系统、热冲压压力机、激光切割机、喷丸处理系统等,工序长,制造成本高,因此如何提升生产效率,降低制造成本,成为热冲压生产线的关键技术。
热冲压成形是既可以实现轻量化而又保证安全的一种有效的并赋予汽车零部件高性价比的先进技术手段,使热冲压成形的市场需求巨大。正因如此,热冲压成形技术一进入中国,便以惊人的速度迅猛发展,正因为这种井喷式的发展,导致热冲压零部件的市场竞争也开始激烈,人们对热冲压成形零部件的生产效率和制造成本给予高度关注。
热冲压生产线流程分析
热冲压工艺流程如图1所示。从附表单片料热冲压的用时情况,我们不难看出其用时长、制造成本高,那么如何缩短用时,提升效率,降低成本,成为各热冲压零部件供应商和设备制造商争先解决的课题。热冲压成形在汽车上的应用如图2所示。
提升热冲压生产线效率的途径及关键技术
1. 提升热冲压生产线效率的途径
(1)加热时间的改善加热炉制造商采用辊底炉或多层加热炉,同时不断改善加热效率和炉底尺寸,使片料多片、连续加热,以满足热冲压节拍的需要。
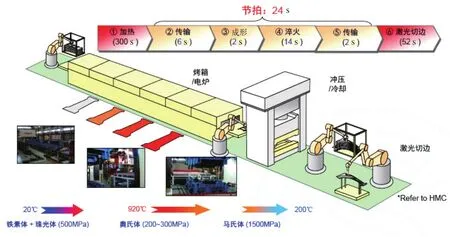
图1
(2)热冲压模具的改善一是改善模具冷却系统和热传导性更好的热冲压模具钢,以提升模具的冷却效率,在国外将模内保压冷却的设计缩短到12s,热冲压效率已提升到4.5次/min;二是采用一模多件(一模两件或四件)方式,来提升效率。
(3)热冲压零件修边、冲孔
的改善热冲压零件热成形后的抗拉强度高达1500MPa,要修边冲孔,现在大部分厂家采用激光切边、切孔,不仅效率低,投入也高。针对修边、冲孔问题,热冲压零件供应商可按如下方式进行改善:一是片料改善,通过精确模拟分析和现场试验结合,实现无废料热冲压成形,节省激光切边的设计;二是开发模具,在热冲压后提高效率,国内有一些厂家已有所突破;三是在热冲压成形前,进行冷冲预成形和修边、冲孔,然后再进行热冲压成形。
2. 热冲压生产线关键技术
笔者认为,热冲压生产线的关键技术就在于:准确的片料技术、加热和冷却技术、热冲压模具技术和后处理技术,这些技术是相互支持和相互促进的,缺一不可。
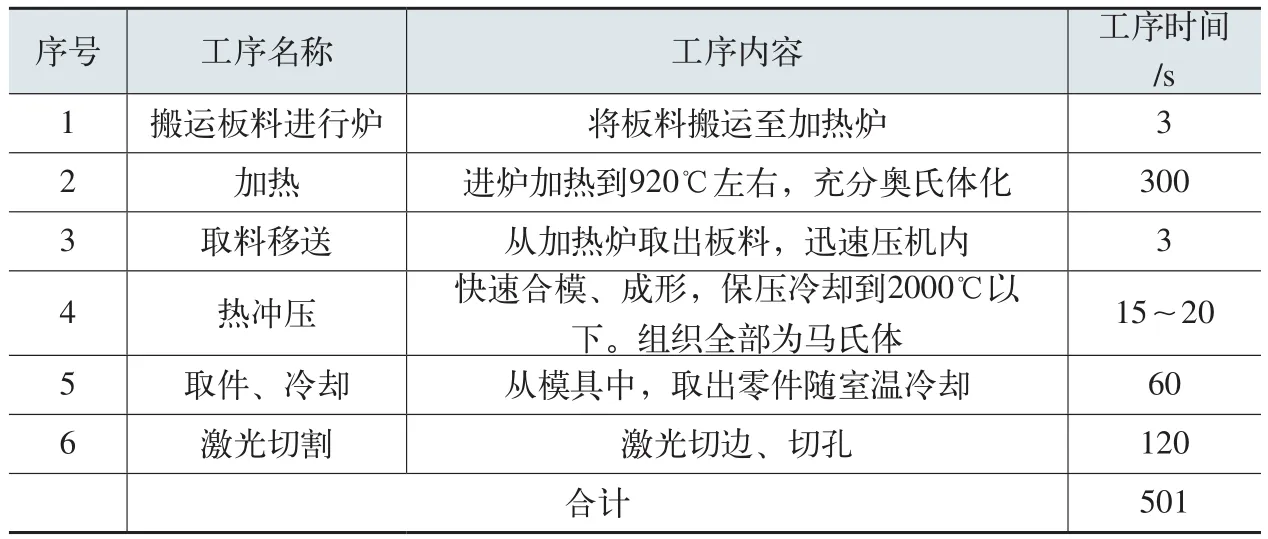
单件工序用时分析
