板材件折弯中余料增加的方法与应用
2015-02-25山推工程机械股份有限公司丁志远李勇李贺德徐宗磊
■山推工程机械股份有限公司 丁志远,李勇,李贺德,徐宗磊
板材件折弯中余料增加的方法与应用
■山推工程机械股份有限公司 丁志远,李勇,李贺德,徐宗磊
摘要:板材件在折弯过程中由于工艺尺寸的要求,有些工件的折弯线到料边距离较小需要增加余料,在折弯完成后去除;有些工件距折弯线较近的地方有长孔或圆孔,为防止折弯过程中孔的变形,需要增加余料;有些工件边缘形状不规则,需要增加余料折弯完成后割除。针对以上几种典型需要增加余料的情况,以及如何在实际生产中更好地提高效率和改善产品质量进行介绍。
板材在折弯过程中,首先经过弹性变形,然后进入塑性变形,内侧受压缩小,外侧受拉伸大,最终达到所要求尺寸,如图1所示。
当弯边高度较小时,弯边在折弯模具上的支持长度过小,不易形成足够的弯矩,很难得到准确的形状。当弯曲角为90°时,应使弯曲边高度h>2δ,同时还要考虑直角边宽与下模开口宽度关系,如图2所示。有些工件在设
计时为满足使用要求,使h<2δ,造成折弯无法完成;有些工件因设备模具限制,需选用较大下模开口折弯,支持长度无法达到,也不能完成折弯。因此在制订工艺时应考虑适当增加余料。
如图3所示,工件一条边线与折弯线成一锐角,板材与下模开口的实际接触面积在折弯线两端不一致,造成折弯时边线端部扭曲变形,影响产品质量。
有些预先加工好孔的板料,如果孔位于弯曲变形区内,那么孔在折弯后会发生变形。如附表所示,工件距折弯线较近的地方有长孔或圆孔,为使折弯顺利进行,在设计时规定了孔边缘到弯曲内边的距离。我公司生产的工件需要折弯的板厚通常为1.5~30mm,有许多不能满足折弯要求,为保证产品质量,设计工艺时需增加余料。
1. 边线靠近折弯线
如图4所示,某U形工件,长4115mm,折弯直边高度为60mm,板厚12 mm,折弯内半径为R15mm,计算出折弯线为48mm,弯曲边高度h>2δ,即h>24mm,同时根据折弯机模具状态最小选用下模开口100mm,48<100/2=50(mm),折弯线小于一半开口大小且下模凹槽带有R15mm圆弧,综合以上两点,不能满足折弯要求,因此需增加余料,将尺寸60mm增加到80mm,折弯后铣削加工去除。
2. 斜边靠近折弯线
当折弯件直边带有斜角时,不应使斜线达到变形区,为防止弯曲开裂,斜角处直边部分的最小高度H=(2~4)t,且>3mm。
如图5所示,某一加强筋板,其特点为折弯一侧为斜边,成形后达到90°角,使用时紧贴在相互垂直的两工件之间,起到加强作用。如果直接按图样展开设计工艺,折弯时折弯线不易确定且斜角靠近折弯线部分板料悬空,达不到要求尺寸,90°难以保证。
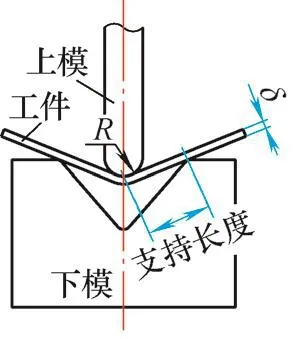
图1 折弯过程
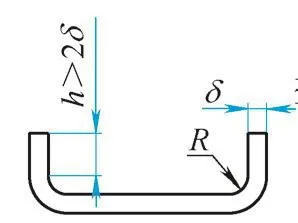
图2 直边弯曲高度
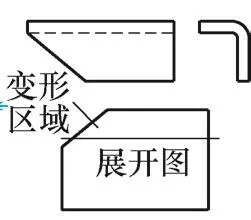
图3 斜边弯曲
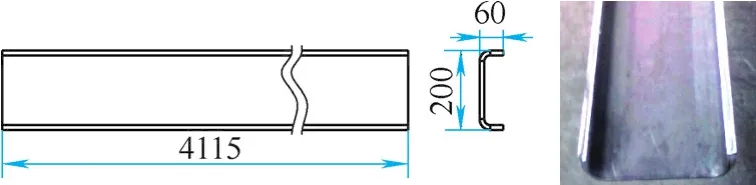
图4 U形工件
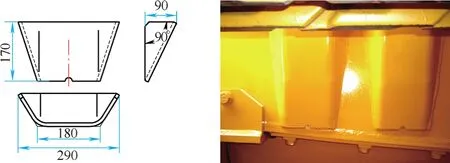
图5 加强筋板及使用状态
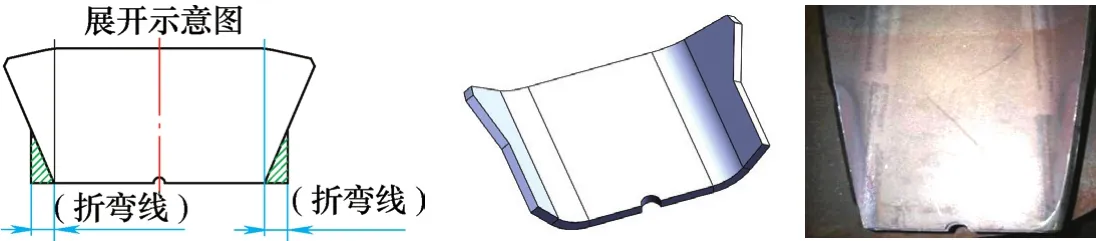
图6 加强筋板增加余料及割除
产品试制时采用方板折弯和纸质样板划线切割外形,效率低,且纸质样板不易保存,质量难以保证。根据工件特点,多次进行改善,特意设计了增加余料的方式 ,既能够满足使用要求,又可以方便地去除余料。如图6所示,其设计思路是,在工件的边缘增加一小块三角形余料,一直边与折弯线平齐并与工件的斜边相交,可方便使用折弯机的后挡料机构确定折弯线。成形后,首先顺延斜边画一条线段,然后手示机器人按线段切割,利用机
器人的仿形功能实现批量加工。
3. 长孔或圆孔靠近折弯线
(1)某一U形工件,如图7所示,两端折弯成90°,一折弯边处存在175mm×65mm的长孔,长孔下边缘距离变形区域一端为28.5mm,工艺设计要求为S≥2δ+R,查附表得,S≥63mm,28.5mm<63mm,不能满足工艺要求,因此需要增加余料。
长孔增加余料的方式主要有两种。如图8a所示,此种方式折弯变形可完全去除,工件质量较好,缺点为需要制作专用样板划线;如图8b所示,此种方式不需要专用样板,连接长孔圆弧的端点划出两条线段,割余料时按线段加工即可,缺点为,靠近折弯圆弧处的板材局部扭曲变形。尺寸65mm外侧增加,内侧减小,质量较差。根据实际使用情况,选择适当的增加余料方式,本件选用图8b。图9为去除余料后的工件。
(2)圆孔增加余料方式和长孔类似。如推土机油箱某一折弯件,圆孔边缘靠近折弯线,加余料时与折弯线平齐画一条线,封堵小部分圆即可,折弯完成后,使用机器人割除。对于要求较为严格的圆孔,为保证精度要求,一般采用先加工小孔折弯后再扩孔达到要求(见图10)。
用有些工件的椭圆孔两端靠近折弯线,两侧都需要增加余料,如图11所示,为保证长轴和短轴的尺寸,在孔中间开一条1倍板厚的缺口,方便划线,现场加工如图12所示。
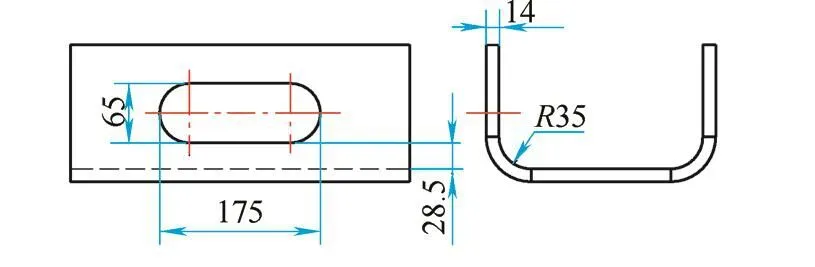
图7 U形板折弯
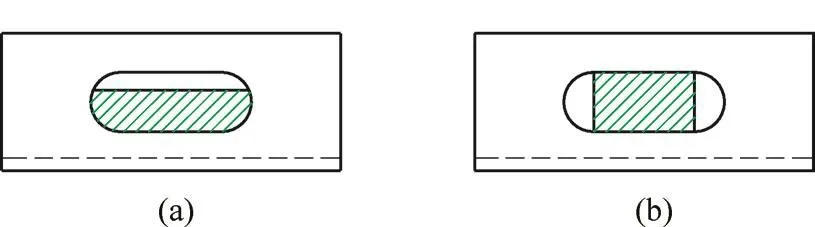
图8 U形板增加余料

图9 U形板去除余料
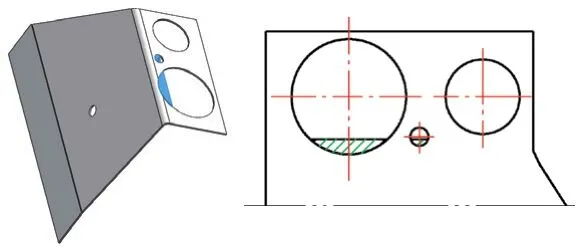
图10 圆孔增加余料
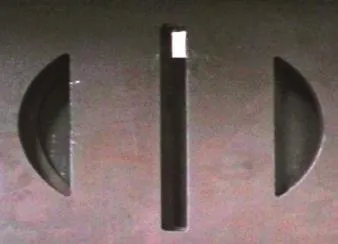
图11 椭圆孔增加余料

图12
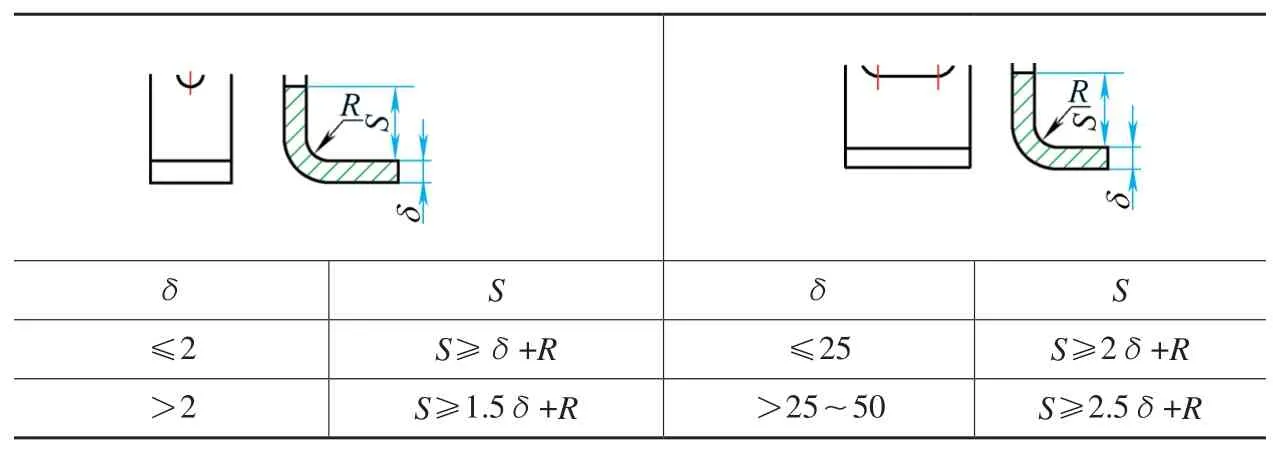
孔边缘到弯曲内边的设计要求 (mm)
4. 结语
我公司生产的工件特点为小批量、多品种,工件形状各式各样,为适应多变的市场需求,通过积累大量的板材件成形工艺,总结了添加余料的常用方式,在设计新工艺时有一定的指导意义。本文介绍了三种增加余料的方式并结合具体事例加以说明,对不能满足折弯工艺的产品通过巧妙增加余料并去除,提高了生产效率,改善了产品的质量。
20150714
