棒材生产线活套控制系统不稳定原因分析及改进
2015-02-25程红苓天津市天铁轧二制钢有限公司天津300400
程红苓(天津市天铁轧二制钢有限公司,天津300400)
棒材生产线活套控制系统不稳定原因分析及改进
程红苓
(天津市天铁轧二制钢有限公司,天津300400)
[摘要]针对天铁轧二制钢有限公司棒材生产线活套控制系统不稳定的问题,分析了其产生原因,从电器、机械等方面进行了改进,提高了活套的稳定性,保证了产品质量。
[关键词]活套;控制系统;扫描仪
1 引言
活套控制一般应用在轧件截面积较小、轧制速度较快、机架间距小的中、精轧区,是一个快速、动态、复杂的控制过程。“活套”这两个字形象地描绘出了棒材在连轧生产中的表现形式,即相邻两架轧机间形成的一种随着时间而流动的近似正弦曲线一半的多余轧件,在传动系统快而稳定及精确物料跟踪的基础上控制好活套,可以使相邻两架轧机间棒材实现无张力轧制。活套控制器的出现是轧钢领域的一个创新,它可以作为两架轧机间速度不匹配时的缓冲,从而避免一些因堆钢或拉钢而造成的跑铁事故,使轧制稳定,成材率提高。
2 存在问题
天津市天铁轧二制钢有限公司连轧分厂棒材生产线采用平立交替式、直流拖动,共18架轧机。调速方式为前8架采用微张力调速,后10架采用活套调速。主要产品为覬10 mm~覬75 mm螺纹钢筋,还可根据用户需求进行新产品研发。于2003年建成投产,轧机工段布置图如图1所示,机械设备由意大利POMINI公司设计,电气控制以意大利安萨尔多实时集成控制系统为基础,轧机工段控制中心为AMS(安萨尔多微机系统)。成品轧机最高线速度18 m/s,年产60万t。生产中发现活套的稳定性对成品钢筋的外形尺寸精度、负公差生产的控制精度及生产工艺的稳定性等起着至关重要的作用。稳定的活套让轧钢变得容易,提高班产,减小设备磨损;不稳定的活套可造成轧制系统运算繁忙,增加系统负担,缩短设备使用寿命,还易造成跑铁事故,严重时影响产品质量。所以活套的稳定性已成为设备维护及轧机调整的重要环节。
3 原因分析
3.1电器因素
活套扫描仪镜头不干净影响检测;插头及接线不牢固;校验活套时活套位置及检测角度不正确;低温轧制时,检测信号不稳定;活套扫描仪超过使用寿命后造成活套不稳定;PLC模板故障;过铁时上游轧机转速不稳定等。
3.2机械因素
气源的压力调整不当;压缩空气湿度及洁净度不符合标准;系统有漏气现象;电磁阀及气缸动作不灵敏;密封元件磨损较大;设备上有卡阻现象;活套辊磨损严重等。
3.3外界因素

图1 轧机工段布置图
可调整参数设置不准确,如P、I值不恰当,起套时机及落套时机不恰当等;原料钢坯温度及材质不均匀;轧制速度变化率过快;活套检测点周围的环境影响扫描仪的监测,如水蒸气、轧辊冷却水及光线等;机架间张力的影响;工艺的正确性及入口导卫的安装也可影响活套的稳定等。
4 活套原理及改进方法
4.1活套的表现形式及组成
目前活套主要有两种表现形式,即垂直活套(向上拱起)和水平活套(向侧面拱起),从占用空间、制造成本、操作控制及安全等方面考虑,垂直活套比水平活套更节省空间、降低投入、易于操作且安全,所以使用范围更广。
活套主要由活套台、起套辊、压辊、气动系统和活套扫描仪等组成,如图2所示。起套辊由气缸驱动,可升可降可自由转动,作用是形成并保持活套;压辊根据轧制产品的不同,可人工上下调节,可自由转动,轧制过程中需紧固,防止活套形成后对导卫造成磨损;活套扫描仪如图3所示,作用是随时检测棒材的高度,并将高度值转化为电流值(或电压值)传递给控制系统,控制系统计算后,发出命令调节该活套上游机架的转速,使活套的高度趋于设定值,同时还提供一个开关量信号。
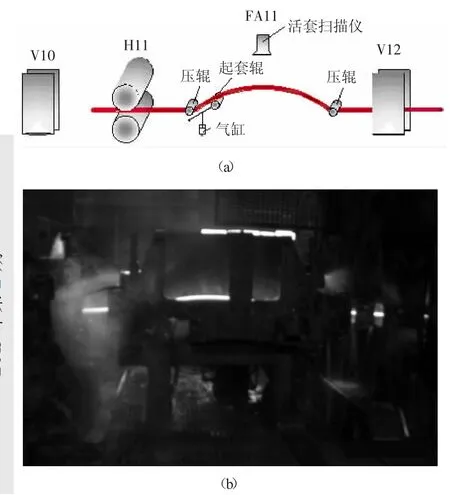
图2 活套的组成图

图3生产中的活套扫描仪
4.2活套原理
4.2.1活套的控制原理
由于不同产品对工艺要求不同,我们给活套设定不同的合理值。轧制过程中通过活套扫描仪检测出实际套高值,当实际套高值超过设定值时,控制系统发出信号降低上游轧机的速度;反之升高上游轧机的速度;等于设定值时系统不做任何调整。
4.2.2活套动作原理
起落套原理图如图4所示,起套基覬本原则为高压起套低压保持,所以减压阀5调节的压力要比减压阀3低,仅需维持轧件在无张力情况下保持一定的套量。当按下活套测试按钮时,则9、7、8换向阀同时得电,起套辊在较高的压力状况下升起,此时气源分别经气阀8、7、10后,再经过单向节流阀11进入气缸无杆腔,同时有杆腔气体经过换向阀9排空,起套辊升起,1 s后换向阀8失电,此时气源仅通过气阀7、10,再经单向节流阀11进入无杆腔,此时为低压保持阶段。当松开本控台活套测试按钮时,换向阀7、9失电,较高压力的压缩空气经过换向阀9进入气缸有杆腔,无杆腔气体经换向阀7、8排空,起套辊落下,即手动时起落套的工作原理。

图4 活套控制原理图
自动情况下也遵循以上原理,只是起落套命令由AMS自动给出。自动轧制过程中,为了使轧机咬铁后的动态速降减少,在未过铁时控制系统自动增加一个冲击补偿值(可调),即轧机的实际转速值比给定值略高一点,当棒材被咬入后,此值自动消失,轧机实际转速值服从给定值。轧制过程中,起套辊适时自动升起自动落下,以图2为例,当起套条件满足后,起套辊按设定的曲线快速升起,升高到设定值后活套器进入低压保持阶段,几秒钟后系统自动保存轧制程序表,此阶段修改了控制活套机架的减面率。当轧制下一支钢坯时,在此基础上调节,几支钢坯过去后,基本上完成优化。当轧件尾部从上上游轧机(即V10)轧出时,开始进入落套阶段,经延时(可调)后,但不可让轧件尾部轧出上游轧机(即H11),起套辊按设定曲线落下,落下时不直接降到底,先落到一个设定数值(可调),然后再降到底部。
4.3改进的方法
4.3.1电器方面改进
生产中活套扫描仪承担着重要的任务,即使价格较高,仍然一直坚持使用DELTA。扫描仪镜头必须定期擦拭,以防因镜头脏影响检测,导致活套不稳定。校验活套的工作由固定人员负责,可以较好掌握活套测试棒的亮度及扫描仪的检测角度。在防水方面,增加了防水罩,从扫描仪到接线盒的电缆采用防水、防烫、防砸电缆,从而避免了信号不稳定的现象。由于轧机区环境恶劣,不仅防水,还必须防高温,选择了带水冷装置的扫描仪,降温效果很好。低温轧制时,若检测信号不稳定应及时调节灵敏度调节旋钮。若活套扫描仪超过使用寿命应及时更换,防止因性能下降造成活套不稳定。PLC控制模板定期除尘,紧固接线,环境温度控制在15~25℃。确保整条轧线直流电机转速稳定,不超出允许范围,直流电机动态响应符合要求。
4.3.2机械方面改进
流体组职工根据轧制产品的不同及时调节压缩空气压力,以保证活套稳定。压缩空气干燥筒中干燥剂定期更换,且具备自动放水及手动放水功能。控制活套的阀台远离轧制中心线,以防轧机冷却水进入气阀。整个活套控制系统做到及时维护,保证系统无漏气现象,电磁阀及气缸动作灵敏,密封元件无磨损,设备上无卡阻现象,活套辊自由转动无严重磨损。
4.3.3其他方面改进
对于可调整参数设置不准确的问题,公司开设了活套培训课程,增强职工理论知识和操作技能,由于参数设置不准确而影响活套稳定的现象减少了许多。对于原料,安排了固定职工进行化验,检查成分是否符合要求,确保原料无误。轧机区环境恶劣,水蒸气有时会干扰扫描仪检测,增加了风机,及时吹走水蒸气。扫描仪前方较远处的焊接或气割等工作产生的亮光也会影响检测,因此增加了挡光装置。对于机架间张力对活套的影响,保持张力在每1 N/mm2左右。轧制过程中,平稳升速平稳降速,保证工艺正确及入口导卫安装正确。
5 实际应用效果
对以上几方面改进后,我分厂的活套稳定性显著提高,故障率明显降低,满足了生产要求,保证了产品质量,减少了设备磨损,降低了生产成本并多次打破班产记录。
6 结束语
通过多年的观察和分析,找出了活套控制系统
与活套不稳定的原因,提出了整改意见,改进后活套日趋稳定,保障了生产顺利进行。生产工艺的稳定性、产品外形尺寸精度及负公差生产控制精度得到了很好控制,同时也减少了跑铁事故,降低了生产成本。
参考文献
[1]袁阳.活套气动故障原因分析与改进[J].浙江冶金,2002(3):26-27.
[2]黄怡军.高速线材轧机活套的控制原理及故障分析[J].湖南冶金, 2002(2):34-37.
[3]李灿明,赵刚.高速线材轧机活套套量波动的工艺影响因素及控制方法[J].重型机械科技,2005(4):21-24.
Cause Analysis on Unstable Condition of Loop Control System of Bar Production Line and Improvement
CHENG Hong-ling
(Tianjin Tiantie Zha'er Steel Co., Ltd., Tianjin 300400, China)
AbstractAiming at the problem of unstable condition of loop control system of bar production line in Tianjin Tiantie Zha'er Steel Co., Ltd., the author analyzes the reasons on the said system. Improvement is made in electrical and mechanical aspects, increasing the stability of the loop, ensuring product quality.
Key wordsloop; control system; scanner
作者简介:程红苓(1981—),女,本科,主要从事棒线材生产线电器维护、管理与技术支持工作。
收稿日期:2014- 10- 25修回日期:2014- 11- 20
doi:10.3969/j.issn.1006-110X.2015.02.014
