平整机组延伸率对SUS430冷轧带钢力学性能的影响
2015-02-25张志强天津太钢天管不锈钢有限公司天津300457
张志强(天津太钢天管不锈钢有限公司,天津300457)
平整机组延伸率对SUS430冷轧带钢力学性能的影响
张志强
(天津太钢天管不锈钢有限公司,天津300457)
[摘要]研究了平整机组延伸率对SUS430冷轧带钢力学性能的影响。根据实际生产经验,优化平整工艺,对SUS430带钢采用在线平整后离线继续平整1~2道次的生产工艺,即累计平整延伸率为1.0%~1.6%,使带钢的延伸率达到29.4%,既消除了屈服平台,又得到了较为优良的力学性能和加工成型性。
[关键词]平整机;皱折;延伸率;抗拉强度;屈服强度;硬度
1 引言
SUS430不锈钢属于铁素体不锈钢,具有良好的耐腐蚀性能,导热性能优于奥氏体不锈钢,热膨胀系数比奥氏体不锈钢小,耐热疲劳。铁素体不锈钢以铁素体组织为主,不含镍或少含镍,是一类节镍不锈钢,近年来,全球镍价高涨,为了降低成本,SUS430不锈钢已成为很多领域替代304不锈钢的选择。
SUS430冷轧带钢使用过程中,通过冲压等深加工后,制品表面容易出现一种类似于橘皮状的缺陷,也被称为皱折缺陷。该缺陷不仅影响制品表面的美观,而且为后续的研磨工序增加了负担,严重时反复研磨也难以消除,甚至在皱折处出现裂纹,影响使用[1]。皱折的产生是由于在退火后的SUS430冷轧带钢的应力-应变曲线上存在屈服平台。因此,冷轧退火后的SUS430带钢必须流向平整机组,通过控制平整机的轧制力、张力等参数,使带钢有一定的延伸,达到消除屈服平台的目的,改善带钢的冲压成型能力[2]。
2 发挥平整机组的重要作用
在不锈钢冷轧过程中,平整机组发挥着重要的作用[3],通过控制平整机的张力、轧制力以及辊型,能够消除带钢的屈服平台,改善带钢的表面粗糙度和板型。
随着市场对SUS430需求量的增加,我公司SUS430的产量也逐渐增加,如何能够保证消除屈服平台,并得到优良的力学性能,满足用户的冲压成型要求,是一项非常重要的课题。根据我公司的实际生产经验,当平整机延伸率足够大时,屈服平台全部消除,以厚度规格为0.5 mm的SUS430冷轧不锈钢薄板为例,当延伸率大于0.5%时,屈服平台可以消除,但是当平整机组延伸率继续增大时,带钢的屈服强度会逐渐上升,塑性降低,因此要研究不同的平整机组延伸率对SUS430带钢力学性能的影响。通过优化平整工艺,既能够消除SUS430带钢的屈服平台,又能得到优良的力学性能,见图1。
3 平整机延伸率计算方式

图1 平整前后SUS430带钢机械性能情况对比
我公司有两台平整机,其中一台为冷板退火酸洗线的在线平整机,另一台为离线平整机。
带钢经过平整机轧制后,纵向会有一定的延伸,出口、入口带钢长度符合下列公式:

根据延伸率的定义,平整机延伸率:

忽略带钢宽度方向的延展,平整机延伸率:

平整机延伸率的实际测定,转化为平整出入口带钢速度差与入口带钢速度的百分比,带钢速度可以通过安装在出入口导向辊的旋转脉冲发生器测量出来。
4 屈服平台产生原理
带钢发生塑性变形时,碳原子与位错运动交互作用形成柯氏气团,柯氏气团对位错形成钉轧与束缚作用,阻碍位错的进行,要想发生变形就必须施加很大的外力,当外力达到上屈服点时,克服柯氏气团作用,位错运动开始,变形也开始。随着变形量的增加,所需外力有所降低,此时对应的就是下屈服点。变形过程反映在带钢表面可以观察到与拉伸方向成一定角度的线条状痕迹,即橘皮状皱折[4]。
屈服平台的产生对带钢的冲压成型是不利的,因此必须要消除屈服平台。当带钢的伸长量超过下屈服点时就可以消除屈服平台。平整机通过控制轧制力、张力等工艺参数,使带钢的伸长量达到下屈服点,可以消除屈服平台。
5 不同平整机组延伸率对SUS430 力学性能的影响
结合我公司设备情况,通过在线平整机和离线平整机的配合,进行多道次平整,实现累计的延伸
率不同,比较力学性能的差异。通过公式推导,多道次平整的累计延伸率可近似等于各道次延伸率之和。即:

式中,L为多道次平整的累计延伸率;Ln(n=1,2,3,···)为平整各道次的延伸率。
5.1不同平整道次的平整机组延伸率设定
实际生产中,为了保证消除屈服平台,我公司对厚度0.5 mm的SUS430冷轧不锈钢薄板采用平整两道次以上的平整工艺,平整两道次的应力-应变曲线如图2所示。

图2平整两道次的应力-应变曲线
厚度为0.5 mm的SUS430冷轧不锈钢薄板,经过在线平整后,由离线平整进行不同道次平整,延伸率设定见表1。
对不同平整道次的钢卷在成品机组取样,测量抗拉强度、屈服强度、硬度、延伸率等力学性能参数。5.2不同平整机组延伸率的力学性能测量结果
厚度0.5 mm的SUS430冷轧不锈钢薄板在不同平整延伸率的力学性能测量结果见表2。
根据表2数据,得到平整机组延伸率对SUS430冷轧带钢力学性能的影响关系见图3。

表1 厚度0.5 mm SUS430各道次延伸率设定

表2 不同平整机组延伸率的力学性能
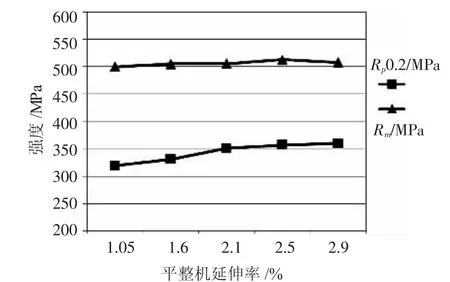
图3 平整延伸率对抗拉强度(Rp)、屈服强度(Rm)的影响
由图4、图5可见,随着平整机组延伸率的增加,SUS430冷轧带钢的延伸率逐渐下降,屈服强度、硬度逐渐上升,抗拉强度变化不大。这是由于SUS430冷轧带钢的屈服平台消除后,随着平整机组延伸率的增加,带钢的加工硬化进一步显著,导致屈服强度逐渐上升,各项塑性指标缓慢下降。

图4 平整机延伸率对延伸率的影响

图5 平整机延伸率对硬度的影响
平整机组延伸率太低不利于屈服平台的消除,由于SUS430冷轧不锈钢薄板在后续成型加工需要一定的粗糙度和板型质量,平整机组延伸率太低也不利于表面粗糙度和板型质量;而平整机组延伸率太高又会引起力学性能变差,不利于后续的加工成型。因此,我公司总结实际生产经验,对于厚度0.5 mm的SUS430带钢的平整工艺为在线平整后,离线平整继续平整1~2道次,即累计平整延伸率为1.0%~1.6%,既能够保证消除屈服平台,又能得到较为优良的机械性能,保证良好的加工成型性。
6 结论
SUS430冷轧带钢随着平整机组延伸率的增加,延伸率逐渐下降,屈服强度、硬度逐渐上升,抗拉强度变化不大。
本单位总结实际生产经验,对于公称厚度0.5 mm的SUS430带钢的平整工艺为在线平整后,离线平整继续平整1~2道次,即累计平整延伸率为1.0%~1.6%,既能够保证消除屈服平台,又能得到较为优良的机械性能,保证良好的加工成型性。
参考文献
[1]李晓波.具有良好抗皱性能的SUS430型铁素体不锈钢冷板生产工艺技术的开发[J].塑性工程学报,2006(3):35- 39.
[2]王宪玉,顾培松.SUS430不锈钢的冷轧工艺及质量[J].轧钢,2002,19(1):36- 38.
[3]袁新运,张标.平整延伸率对Ti- IF冷轧带钢力学性能的影响[J].安徽冶金科技职业学院学报,2010,20(1):1- 2.
[4]李纯山,李刚.平整带钢屈服平台的消除与延伸率优化[J].本钢技术,2008(3):28- 31.
Influence of Leveler Elongation on Mechanical Properties of SUS430 Cold Rolling Strip
ZHANG Zhi-qiang
(Tianjin Taigang Tianguan Stainless Steel Co., Ltd., Tianjin 300457, China)
AbstractThe influence of leveler elongation on the mechanical properties of SUS430 cold rolling strip is studied. Leveling process was optimized according to actual production experience, namely, a production process of additional leveling for 1-2 passes offline after online leveling was adopted. Aggregated average elongation was 1.0%~1.6%, bringing strip elongation to 29.4%. The yield platform was eliminated and good mechanical properties and machining formability gained.
Key wordsleveler; fold; elongation; tensile strength; yield strength; hardness
作者简介:张志强(1973—),男,本科,工程师,主要从事生产和质量管理工作。
收稿日期:2014- 10- 18修回日期:2014- 11- 15
doi:10.3969/j.issn.1006-110X.2015.02.005