新型推土机机架焊缝缺陷分析及优化
2015-02-23李德明张民雷宁宁王彩凤
李德明 张民 雷宁宁 王彩凤
新型推土机机架焊缝缺陷分析及优化
李德明张民雷宁宁王彩凤

【摘要】通过对新型铲运机械——静液压推土机关键结构件机架在制造过程中焊接缺陷的分析和结构优化改进的实施验证,从工艺的角度提出一种解决焊缝质量缺陷的方案。
随着流体传动与控制技术的发展,并逐渐应用到工程机械产品中,提高了产品的性能,产品的控制形式逐渐由机械-液力式向全电液控制模式转变,其性能的可靠性给液压系统提出了更高的要求。在此技术升级的过程中,在铲运工程机械大类中推土机率先实现了静液压技术升级换代,由于静液压推土机不同于常规推土机结构,液压系统是独立的模块化设计结构组成,关键结构件的质量至关重要,尤其是机架作为主机最重要的受力承载主体,后面板关键焊缝质量一直是困扰产品质量的难题,至今未能彻底解决。
1. 焊缝结构
机架为整机各部件的装配平台和承载主体,结构比较复杂,主要由左右履带梁、机架前体、机架后体和翼板合件等四大部分组成,采取6~40mm不同板厚Q460C材质焊接而成。由于机架尺寸较大,长宽4m×2.3m,考虑静液压推土机是公司战略产品,量小且未定型,尽量减少专用型工艺装备的投入,组对采取三维柔性工装进行刚性组对。该通用工装主要由多维平台、定位装置、缩进装置、调整装置、测量装置和匹配设施等几部分构成,通过粗加工、精加工及打磨抛光等工序,平台平面度达到0.15/1000mm,孔位置精度达到0.1/1000mm,配合支撑角铁、U型、L型方箱定位孔和定位槽使用,各部件装卸方便,维护简便,尺寸调整便捷、灵活,通用性高,定位平尺、定位角尺、快速锁紧销、夹紧装置以及调高器等可以对组对各物料进行精确快捷的定位,能够确保机架的组对精度。同时采取人工地摊式焊接,焊接过程中考虑焊接工艺顺序和翻转变位困难的现实问题,我们采取就焊缝位置的全方位焊接形式,其中后面板与主体立板的关键焊缝结构如图1所示。图1A为两条长至单V形坡口焊缝,焊缝质量一直不符合公司Q/ STB12.606—2000一级焊缝的设计要求。
2. 焊缝缺陷分析
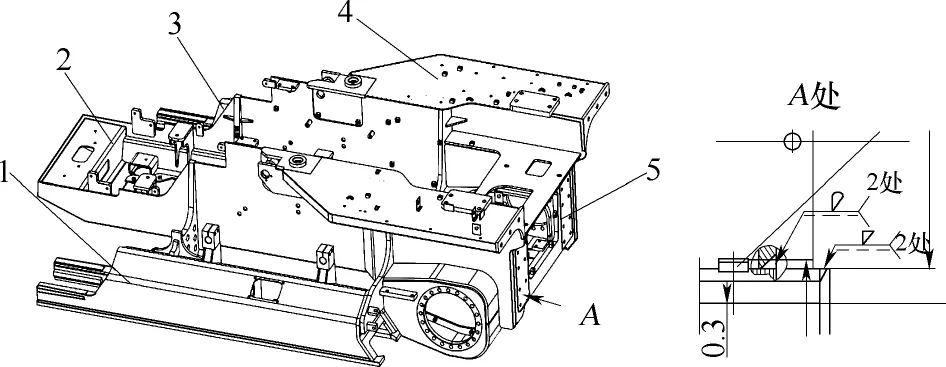
图1 机架结构1.履带梁(左) 2.机架前体 3.履带梁(右) 4.翼板合件 5.机架后体
通过对机架焊缝设计结构进行分析,此处为28mm厚板材L型对接单35°V形坡口形式,焊接过程中采取月牙形摆幅的立向上CO2气保焊接方法,采用的是YD -500松下焊机,f1.2mm ER50 -6某知名品牌镀铜焊丝。焊接电流:打底140~180A,填充280~320A,摆幅为5~15mm,摆宽为2~3mm,焊后采取UT进行探伤,总是出现坡口下19~24mm
处未熔合现象。
通过对焊缝结构形式采取试板进行多次焊接工艺实操,发现上述焊缝质量问题同样存在,对焊后试板采用线切割进行15mm间隔焊缝剖切,经过简单的磨削和抛光处理,发现焊缝熔合区两侧出现断续线性未熔合缺陷。
回顾上述操作过程,查阅相关焊接资料,通过焊接理论模拟,发现在常用500A CO2气体保护焊焊枪,φ22mm、干伸长在12~15mm,组对间隙为1mm的单35°V形坡口焊接的过程中,为了保证电弧的燃烧最小空间f6mm,经过理论计算所得到的焊缝熔深极限范围即为19~24mm(见图2),也印证了UT探伤焊接缺陷的现象。通过对焊缝缺陷分析,我们认为后桥焊缝35°坡口较小,焊枪摆动受限,根部电弧无法燃烧,是导致焊接时出现未熔合现象的主要原因。
3. 工艺改进
(1)工艺结构优化 结合上述焊缝质量问题,经技术人员研究采取双V形坡口代替原单V形坡口,组对间隙由原1mm调整为2~3mm;优化工艺流程,设置后桥合件121-30-17000V030,同时在组焊过程中采取高精度的工艺筋进行刚性固定,防止工件的焊接变形,并针对工件较大立焊实施难度大的问题,采取锯齿形运条法和圆圈形运条法两种平焊方式进行工艺试验,如图3所示。焊接电流:打底180~200A,填充盖面300~340A,焊缝由六层调整为五层焊接。通过对试板焊接质量检测,完全满足KES标准精级焊缝的要求,同时设置后桥合件方便组焊和后续牵引架安装位置的机械加工。
并通过对UT探伤合格的试板进行焊缝熔合区力学性能的检测,其结果如附表所示。同时对试样断口进行金相组织观察发现断口韧窝形貌较明显且较深,说明其焊接接头具有良好的韧性和拉伸性能,完全符合Q460C板材和ER50-6焊丝焊接性的要求。
由于焊接接头的组织对其性能起到至关重要的影响,所以针对母材、焊缝熔合区、热影响区三部分进行了金相检测,由图4可以看出,母材组织为典型的奥氏体组织。本次焊接由于没有采取预热措施,故熔池冷却速度快,焊缝形成晶粒细小的针状铁素体及下贝氏体组织,该组织的形成使焊缝具有较高的强韧性。热影响区虽然是母材部分,但受热循环的影响产生了粗晶区和细晶区,使它发生了与母材原始组织的性能不同的变化,使其性能远不如母材甚至焊缝,是焊接接头最薄弱的环节。在中等速冷却的条件下形成晶粒细小均匀的铁素体和贝氏体组织,回火索氏体组织的含量比较少,相当于热处理的正火组织,保持了该区良好的力学性能。

图2 焊接工艺

图3 工艺结构改进
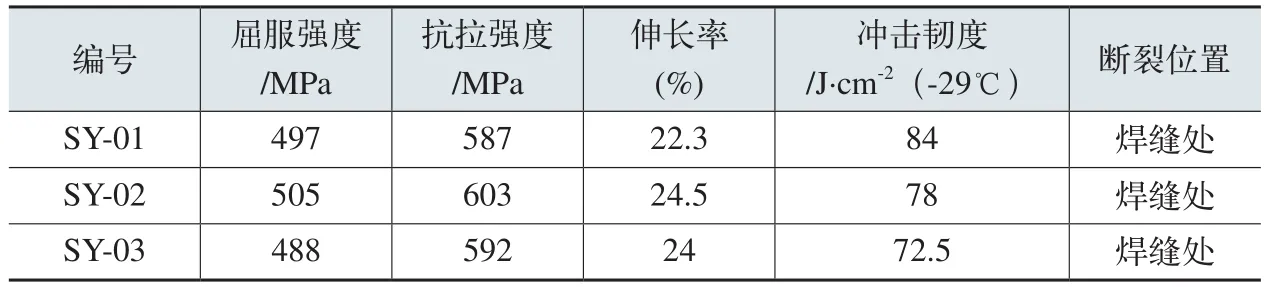
焊接接头力学性能结果
(2)工艺设备改进 焊缝为两条双V形直焊缝,为实现对称施焊和焊缝最舒适的船型焊接,我
们把该产品焊接由人工地摊式焊接调整至SD16常规推土机双枪机器人作业单元进行工艺试验,采取后桥合件上行走电动机安装孔作为头尾架定位旋转轴实现全方位最佳姿态焊接。通过多批次试验验证和探伤检验结果表明,焊接质量稳定,生产效率高,头尾架变位机双机器人焊接作业单元,如图5所示。
该设备的先进性主要表现在其采用高效的双枪焊接和先进的可视化控制系统,运行稳定。通过程序控制系统内各轴(包括本体和各外部轴),机器人本体、移动装置、外部轴(变位机)具有协调联动功能,实现比较复杂的运动,达到焊接姿态最佳的目的,其控制原理如图6所示。PLC与机器人之间采用Profibus-DP通信方式进行信号交换,实现PLC对机器人的控制;机器人与弧焊机控制器之间采用Devicenet通信方式进行数据交换,实现了机器人对弧焊机的控制机及弧焊机参数的设置。当操作人员按下工件装夹完成按钮后,PLC程序自动通过电磁阀和传感器对伺服电动机进行控制,使变位机旋转到工件最佳施焊位置,随后依据选择的工件类型,向机器人控制器发送程序选择和工件到位信号,机器人依据信号对工件进行焊接,焊接完毕后,机器人回到原点。
考虑到构件一般都是由中厚钢板拼接的结构件,工件在组对时难免会存在误差,焊缝的位置和宽窄一致性不高,并且在焊接过程中,先焊接的焊缝产生的变形会作用在工件上,导致后焊接的焊缝偏离组对时的位置,为了保证焊接质量,要求机器人能够在焊接时具有自动找正焊缝的起始位置和正确的方向,焊接中厚板的机器人系统都会带有焊接起始点寻位、焊缝跟踪和坡口宽度跟踪功能等焊接功能。
4. 结语
SD10YE系列静液压推土机机架经过上述工艺结构改进和工艺设备调整后,后面板关键焊缝一次交检合格率由5%提升到95%以上,焊接时间由改进前的60min/件提升为20min/件;同时在公司静液压推土机系列产品上进行了推广,提高了产品关键结构件的焊接质量和生产效率。

图4 金相组织(100×)
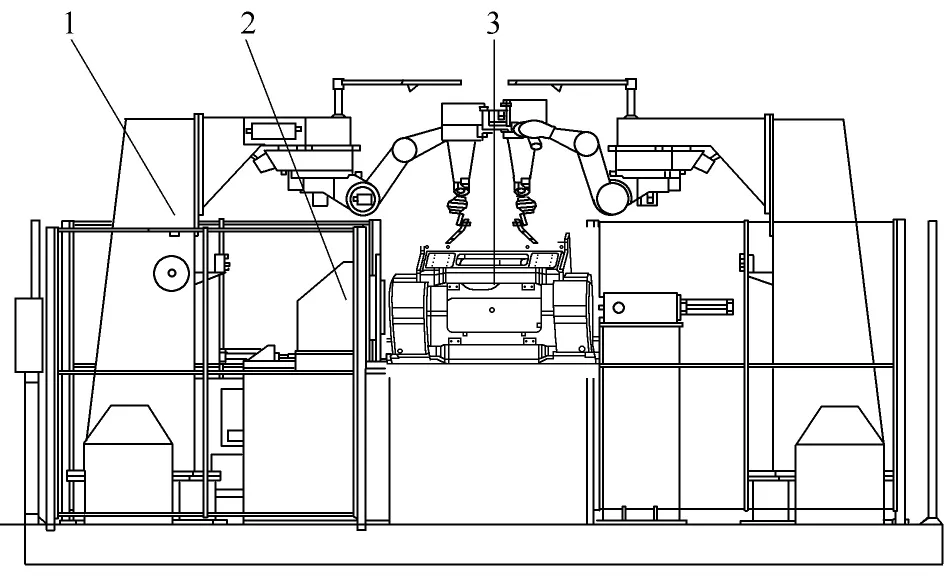
图5 双机器人焊接作业单元1.机器人单元 2.头尾架变位机 3.后桥合件

图6 联动控制原理
20150108
参考文献:
[1] 李德明,孙世超,王彩凤. 柔性制造系统在工程机械产品制造中的应用[J],工程机械,2014(11):50-54.
[2] 孟国强,翟浩.焊接技术在山
推结构件中的应用[J],金属加工.热加工,2010(22):14-19.
[3] 杜望.柔性制造在机器人中厚板结构件焊接中的应用[J] 金属加工(热加工),2012(增刊1):119-121
[4] 李德明,张瑞,徐恩磊.旋挖钻机底盘结构件焊接工艺分析[J].建筑机械化,2011 (11):76-78.
[5] 李德明,等.重型叉车门架焊接变形工艺探讨[J].叉车技术,2014(2):25-28.
20141325
作者简介:李德明等,山推工程机械股份有限公司。
