安装节球座研磨工艺及工装设计
2015-02-19中航工业沈阳发动机设计研究所辽宁110015史献营
■中航工业沈阳发动机设计研究所 (辽宁 110015) 史献营
安装节球座研磨工艺及工装设计
■中航工业沈阳发动机设计研究所 (辽宁 110015) 史献营
摘要:研磨是传统的精密加工方法,在精密加工中占有重要的地位。本文通过安装节球座研磨介绍了内球孔面的研磨方法、工艺参数的选择、研具及研磨工装设计等内容,提供了提高研磨效率的方法。
1. 技术说明及工序
安装节球座是某设备中的重要件,起着连接与支撑作用。安装节球座承受巨大的载荷,选择40CrNiMoA钢,内球孔面渗氮,渗氮硬度≥88HRC,使安装节球座既有较高强度,又有高的硬度。为了减小振动内球孔面尺寸精度要求高,内球面粗糙度值为Ra=0.4μm,安装节球座尺寸如图1所示。其技术要求为:球面SφB渗氮,渗氮厚度h=0.15~0.45mm,硬度>88HR15N,周围允许有渗氮层,SφB球面孔与相配零件研磨,着色检查,密接度≥85%且沿圆周不间断。
安装节球座内球孔研磨前的主要加工工序及研磨工序如下:①数控车加工球孔Sφ(55±0.01)mm,表面粗糙度值为Ra=0.8μm。②电加工加工槽(28+0.10)m m ×φ55+0.2+0mm。③非渗氮表面镀锡,渗氮表面磷化处理。④内球面渗氮处理,厚度0 . 3 0~0.45mm,表面硬度>88HR15N。⑤研磨内球孔达到图样要求。
2. 安装节球座研磨分析
渗氮是把氮原子渗入零件表面,以获得高氮表层的化学处理工艺。渗氮零件表面形成一层致密的化学稳定性极高的氮化层,渗氮零件表面有更高的硬度,硬度最高可以达到65~72HRC,使零件具有更好的耐磨性,更好的抗疲劳强度和很好的耐腐蚀性;渗氮温度低,只有480~580℃,所以渗氮零件变形小,其变形量完全可以通过研磨消除。研磨零件表面具有良好的耐磨性、抗腐蚀能力,可延长零件的使用寿命;此件渗氮后硬度为>88HR15N,适合研磨加工。
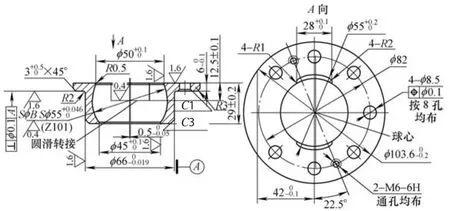
图1 安装节球座图
3. 安装节球座研磨工艺
(1)研磨量的确定。安装节球座是小批量生产,渗氮前球面孔由数控车加工,考虑渗氮后零件变形及渗氮层厚度3%~5%膨胀量,数控车加工安装节球座球孔尺寸为Sφ(55±0.01)mm,表面粗糙度值Ra=0.8μm。渗氮层厚度0.3~0.45mm,预留研磨量在0.02~0.04mm。由于此件的研磨量较大,分3次研磨。
(2)研磨球的材料选择。研具是研磨剂的载体,用以涂敷和镶嵌磨料,使游离磨粒嵌入研具表面发挥切削作用;同时又是研磨形成的工具。研磨球材料选择优质灰铸铁HT200,此材料为珠光体组织含有片状石墨,有很好的耐磨性和润滑性,硬度在120~220HBW。
(3)研磨球设计。根据零件形状和尺寸设计研磨球如图2所示。第一次研磨为粗研,研磨球尺寸Sφ55-0.03-0.04mm。如图2b所示在
研磨球表面加工螺旋槽,开槽的作用可以增大研磨剂填入量,使研磨效率提高。由于零件要装夹在卧式车床上研磨,所以开螺旋槽角度与研磨球轴向夹角不能太大,设计为18°。18°的开槽角在研磨球摆动时槽的方向与车床主轴夹角控制在34°以内,既能提高研磨效率,又能保证研磨面的质量。第二次研磨,为提高研磨精度,研磨球不开槽,研磨球尺寸为Sφ55-0.015-0.02mm。
(4)磨料选择白刚玉磨料。安装节球座材料是中碳合金钢40CrNiMoA,经过渗氮处理,零件研磨余量比较大且硬度高,所以选择白刚玉磨料,它非常适合淬火钢的研磨。
(5)研磨粒度选择。由于磨量在0.02~0.04mm,余量较大,因此分为粗研和精研。第一次粗研选择W28号的白刚玉微粉,精研选择W14的微粉,用零件配研选择W5的微粉。
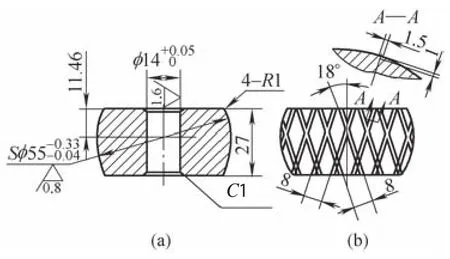
图2 研磨球
(6)研磨液选择航空煤油、L-AN10全损耗系统用油。粗研时要求尽快去除较大的余量,用航空煤油加L-AN10全损耗系统用油(3份航空煤油与1份L-AN10全损耗系统用油混合)做研磨液,它流动性和冷却性好,无腐蚀性,能有效地均匀带入磨料。精研时,要尽量使磨料吸附到研磨球表面,研磨剂要有一定的粘度,所以精研时用L-AN10全损耗系统用油,使游离磨粒嵌入研磨球,有利于提高安装节球座内球面表面粗糙度质量及精度。
(7)研磨速度的选择。一般来讲研磨速度不易太高,速度太高造成研磨剂飞溅流失,同时降
低运动平稳性,使研磨球急剧磨损,同时会使被研磨零件表面发热,严重时会造成零件表面烧伤,影响被研磨零件表面质量,所以研磨速度一般在10~100m/min,研磨球尺寸及研磨工艺参数选择如附表所示。
4. 研磨方式选择
安装节球座是球面孔研磨,研磨球或安装节球座必须有一个是旋转的,而且研磨球或安装节球座还要有一个绕球心摆动,这种摆动的角度要适度,只有这样才能产生全方位全部球面的研磨,使得安装节球座内球面研磨的质量得到保证。为了提高研磨效率,选择在车床上研磨。图3是研磨球和心轴的组合图,图4是设计的车床用研磨工装。使用方法是,研磨球放入零件安装节球座中,装上心轴,把安装节球座夹在车床卡盘上;把研磨支架装在车床刀架上,使机床中心与研磨架中心重合,调整刀架把研磨球心轴放入研磨架滑动槽中。研磨中可根据研磨情况,适时的摇动研磨架的手柄,使研磨球处于-16°~16°不同的位置摆动,也可以用手使研磨心轴放到滑动槽中的某一位置研磨。
5. 研磨中需要注意的问题
(1)研磨前研磨液与研磨料混合后均匀涂在研磨球表面上。
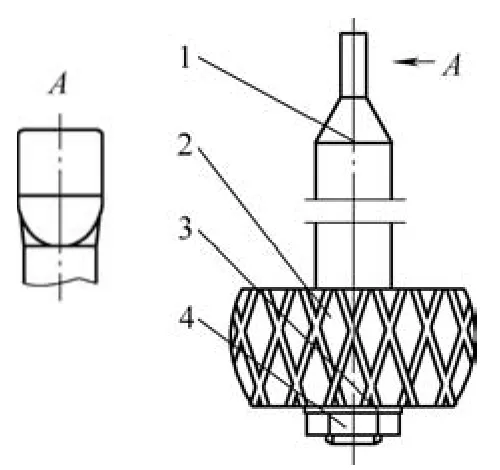
图3 研磨球组件图
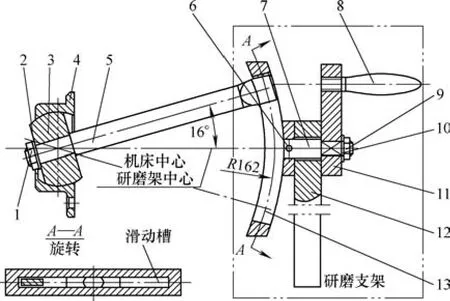
图4 研磨方法示意图

研磨工艺参数表
(2)开始研磨时开动机床后用手拿住研磨球心轴,感觉受力均匀松紧适宜再放入研磨架的滑槽中研磨。
(3)每研磨15~20min左右,卸下研磨球,查看安装节球座研磨质量,重新涂研磨剂。
(4)研磨中感觉研磨球受力很小,测量安装节球座内球孔尺寸,当安装节球座孔尺寸为Sφ (55±0.005)mm时,更换研磨球与研磨剂后,进行第二次精研。精研过程中,当再次测量安装节球座孔尺寸为Sφmm时,用相配零件球体更换研磨剂后第三次研磨,直至检验零件合格,研磨完成。
6. 结语
研磨是传统的精密加工方法,用简单的工具和普通设备,能加工出高精度的零件。研磨一般是零件加工的最后工序,虽然加工精度高,但一般效率较低,因此要提高效率一定要设计好研具,选择合适的磨料及冷却润滑液,并采用正确的研磨方法。在保证产品质量的情况下,尽量提高研磨效率,减小劳动强度。
参考文献:
[1] 唐殿福.钢的化学热处理[M].辽宁:科学技术出版社,2009.
[2] 陈宏均.简明机械加工工艺手册[M].北京:机械工业出版社,2008.
[3] 于勇,田志凌.钢铁材料手册[M].北京:化学工业出版社,2009.
[4] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1991.
收稿日期:(20141215)
