西门子802D系统在数控铣床电气改造中的应用
2015-02-19裴志坚
裴志坚
(常州信息职业技术学院机电工程学院 江苏常州 213164)
西门子802D系统在数控铣床电气改造中的应用
裴志坚
(常州信息职业技术学院机电工程学院江苏常州213164)
摘要:介绍基于SINUMERIK 802D Solution Line数控系统的传统铣床电气改造方案。电气改造的目标是充分利用已有的机床机械本体并结合功能需求重塑其控制系统电气结构,提高机床加工精度及稳定性并令其满足数控教学和制造加工的需要。为此重新设计了机床的电气控制系统,新增了部分数控系统PLC程序,完善了机床的功能。经验证,改造后的数控铣床功能完善、运行可靠,可为此类机床的升级改造提供一定的参考作用。
关键词:SINUMERIK 802D; 数控铣床; 改造
0引言
数控机床改造的基本工作即是基于机床的功能需求,合理地设计机床控制电路。电气和PLC系统设计是否合理是机床的功能和效率的决定因素[1]。兰生机床厂20世纪90年代生产的XJK5135数控铣床,机床的电气元件基本损坏,控制面板也难以修复,但是其机械部分仍有很好的精度。为了重新使用该设备,并使其适合于数控加工和数控维修教学,计划利用SINUMERIK 802D Solution Line (以下简称802D)数控系统和SINAMICS S120交流伺服驱动系统对该铣床进行升级改造。
1改造方案
1.1 功能需求
根据实际应用需求,改造后数控铣床应有以下功能:
1)制造和加工:铣床应能实现快速定位、直线插补、圆弧插补、三轴联动、孔加工和刀具补偿等功能。
2)数控教学:铣床用户应能手动设置电气故障。
3)机床辅助功能:工件的数控铣床应能实现冷却、自动润滑、自动排屑、便携式手轮操作等功能。
1.2 改造方案
改造过程中,铣床的机械部分保留,电气控制部分和驱动部分则完全重新设计。
1)采用802D控制系统,并配有NC键盘、MCPA和MCP(机床控制面板)。机床控制面板上输入信号由扁平电缆连接到MCPA,再通过插槽连接到数控系统。
2)伺服驱动系统采用西门子公司新一代SINAMICS S120书本型驱动器,X、Y轴电机连接至双轴驱动模块,Z轴连接至单轴驱动模块。SINAMICS S120和802D 数控系统通过DRIVE-CLIQ通信总线连接。
3)主轴伺服驱动采用西门子MM420变频器。编码器安装在主轴的尾端,完成主轴转速检测,并由SMC30反馈至DRIVE-CLIQ通信接口。
4)在外围数字输入输出终端配置PP72/48模块,它提供了72点数字输入和48点输出。
5)电气故障设置单元串联在机床侧电气元件与PP72/48 X111,X222,X333端子连接电路中[2]。
控制系统的总体连接示意图如图1所示。
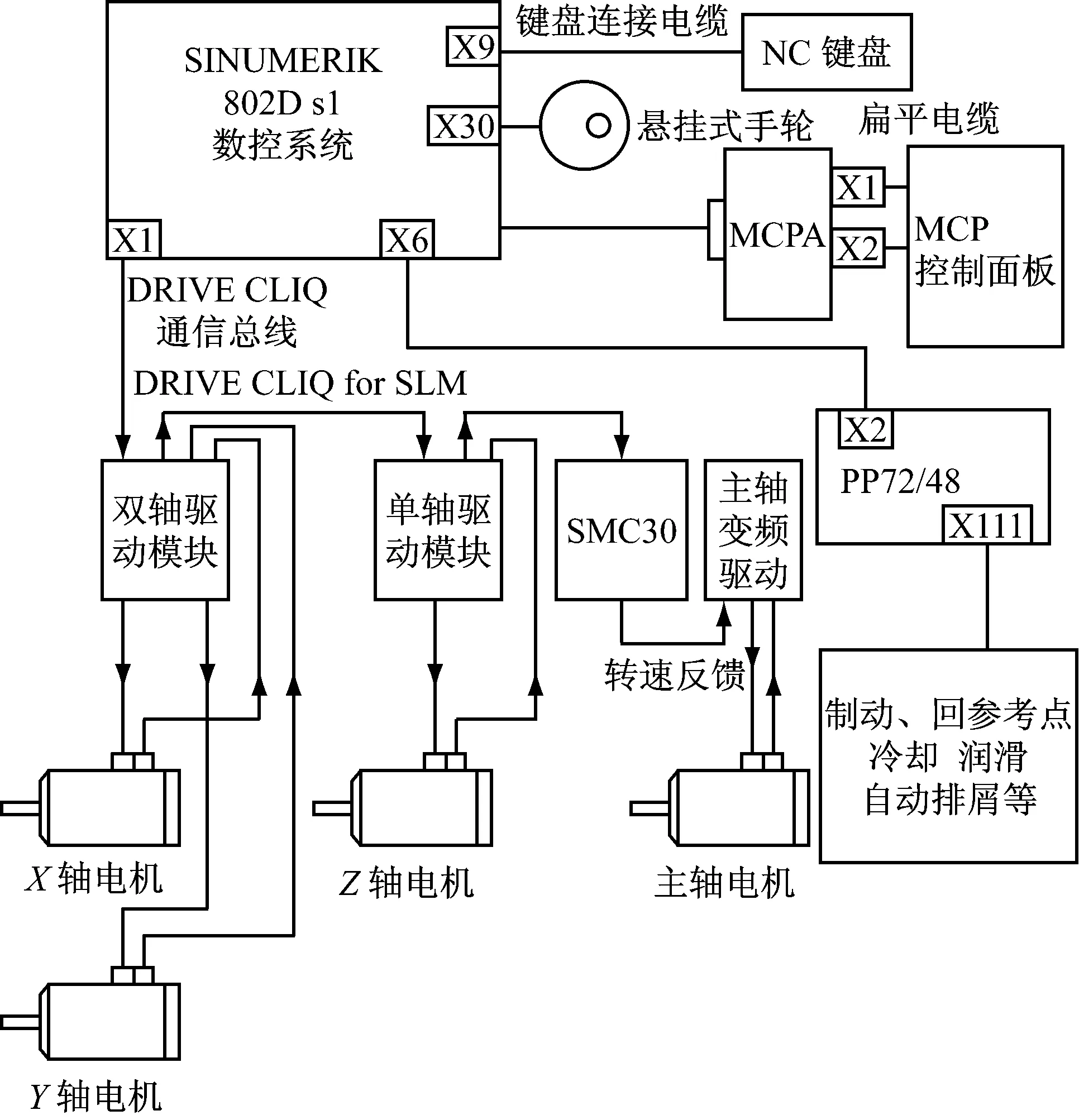
图1 控制系统连接总图
1.3 电气系统的设计
为了电路可靠,结构简单、功能明确,并结合802D数控系统的要求,在本研究中将铣床的电气系统分为强电和弱电两部分。强电部分包含380 V三相四线进线电路,电动机和伺服驱动电源回路等。弱电部分是由24 V直流电源供电。为了提高系统的稳定性,使用两个独立的24 V直流开关电源,一个数字电源单独为数控系统供电,另一个数字电源则为控制面板、PP72/48、I/O板、继电器、故障设置单元等供电。
1.4 电气故障设置单元的设计
为了使改造后的机床能用于数控维修教学中,设计了电动故障设置单元。故障设置可通过一个4×8开关控制单元来实现。控制盒中的每一个开关可以手动设置为两种状态:打开、关闭。开关串联在PLC输入或输出的控制电路,通过改变开关状态,可以设置32种逻辑信号故障。例如,将串联在X轴参考点行程开关与PP72/48接口的连接电路中的开关SA48设置为断开,机床回参考点过程中,由于数控系统不能接收到参考点行程开关的信号,故机床将无法找到参考点,随后系统会发出X+方向限位报警。此案例即可模拟机床参考点行程开关信号输入故障。故障电路设置如图2所示。
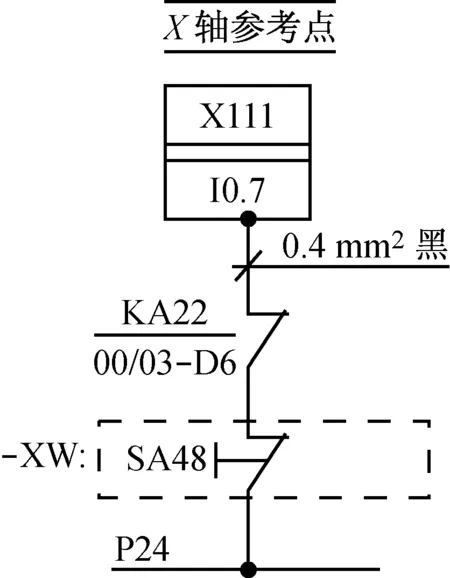
图2 X轴参考点信号输入故障设置电路
在本机床中可以设置急停故障、进给轴限位故障、进给轴回参考点故障、电源未就绪故障、驱动未就绪故障、主轴运行故障、工件冷却泵故障、信号灯故障、进给倍率修调故障等。故障设置单元XW安装在机床的后面,在教学中使用时,可以按某一个按钮来手动设置故障,然后学生可以分析和解决故障[3]。
1.5 PLC程序设计
在802D数控系统中,可编程控制器(PLC)和控制单元(CU)集成在一个微机控制单元(PCU)中,其内置PLC负责在CNC装置与机床I/O中间处理和传输逻辑信号,这种结构可以提高系统的可靠性,同时降低系统的复杂性。同时系统配备了PP72/48模块,可提供72点的数字量输入和48点数字量输出,用于实现机床侧信号与数控系统内置PLC的I/O信号的传递。用户可以定义这些I/O端子的功能,当I/O端子数量不足时也可添加多个PP72/48模块。
在设计铣床PLC程序时,在标准MCP控制面板的基础上增加排屑和便携式手轮功能。编程软件采用Programing Tool PLC802 V3.1。在802D数控系统随厂程序库SAMPLE程序基础上新增了手动排屑子程序(SBR1)、便携式手轮(SBR2)、自定义M代码功能(SBR3)、机床外部报警(SBR4)四个子程序,修改了PLC初始化(SBR32)、急停处理(SBR33)、MCP信号传输(SBR34)、主轴倍率键(SBR35)、MCP-HMI信号处理(SBR38)、进给轴控制(SBR40)、冷却控制(SBR44)和润滑控制(SBR50)的接口I/O信号和主程序调用,并删除了冗余程序,如主轴换挡等。控制面板优化后,有一个主程序MAIN(OB1)和12子程序。
以排屑子程序控制为例,其控制流程如图3所示。排屑控制梯形图如图4所示。
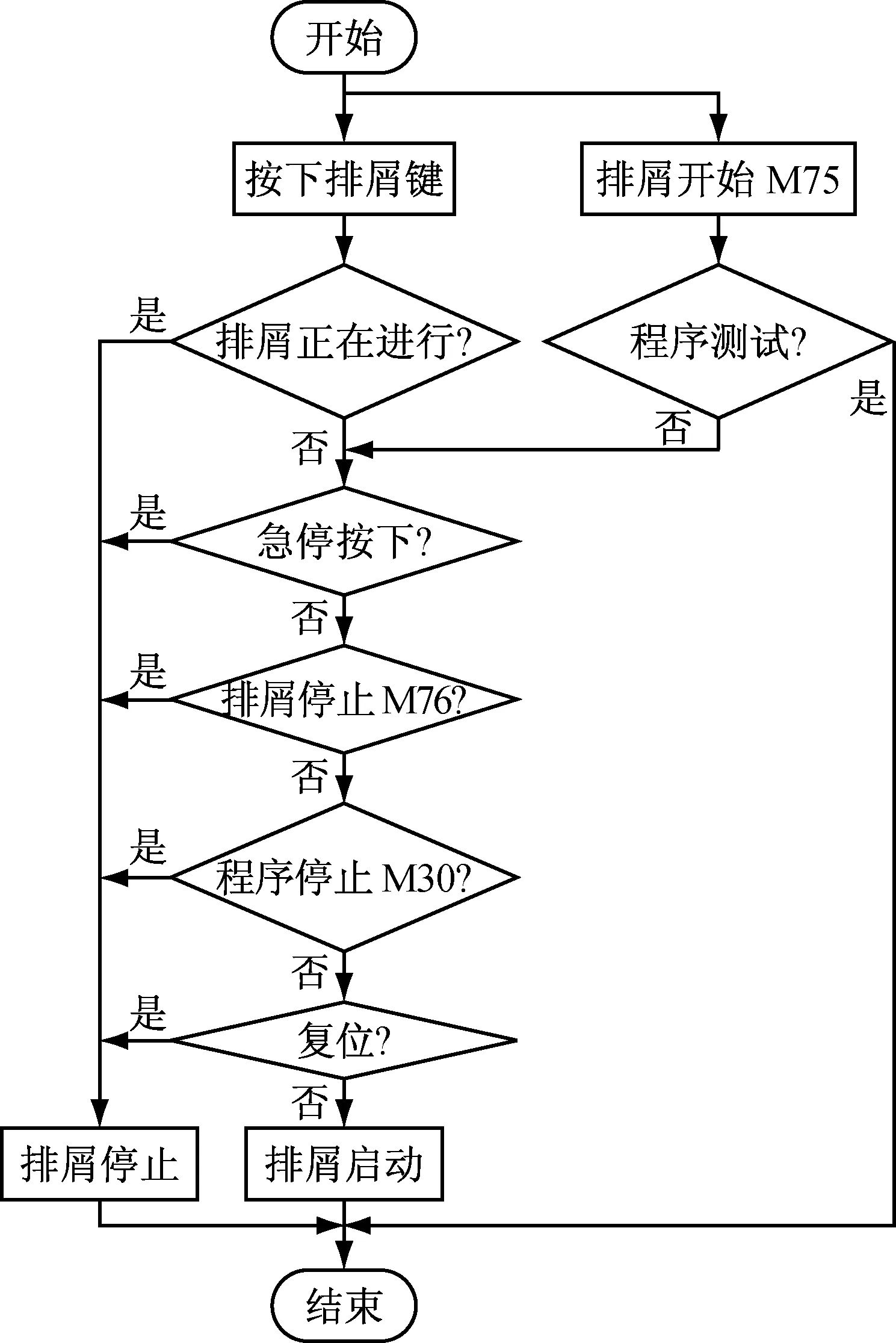
图3 排屑控制流程图
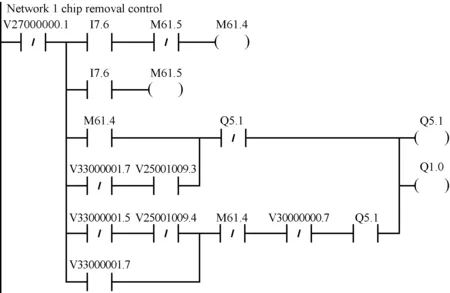
图4 自动排屑控制梯形图
自动排屑控制接口信号和I/O地址及其功能介绍详见表1。
2结束语
本文介绍了数控机床改造方案。对旧机床机械硬件进行有效利用,同时针对SINUMERIK 802D SL数控系统专门设计了电气回路和PLC程序,从而拓展了机床的功能。经过半年的时间验证,改造后的XJK5135数控铣床功能完善,易于操作,运行稳定性可靠,并成功将PLC故障设置功能添加在数控机床维修教学过程中。
参考文献:
[1]王侃夫. 数控机床控制技术与系统[M]. 北京: 机械工业出版社, 2010: 15-20.
[2]许志荣, 等. 基于SINUMERIK 802C的经济型机床电气元件的分析[J]. 常州信息职业技术学院学报, 2010(2): 26-28.
[3]陈黎敏. 数控机床故障树分析[J]. 常州信息职业技术学院学报, 2007(3): 13-15.
Application of Siemens 802D System in Electrical
Transformation of NC Milling Machine
PEI Zhi-jian
(School of Mechanical and Electrical Engineering, Changzhou College of Information Technology, Changzhou 213164, China)
Abstract:This paper introduces a traditional milling machine transformation program based on SINUMERIK 802D Solution Line NC system. The transformation aims to fulfill the needs of both manufacturing and NC teaching, and improve the machining precision and stability of the machine tool by taking full advantage of its original mechanism. The electrical system and PLC programs are particularly redesigned for this object. It is proved that the transformed NC milling machine has perfect functions and high reliability, providing useful reference for the transformation of this type of machine tools.
Key words:SINUMERIK 802D; NC milling machine; transformation
中图分类号:TG 547
文献标志码:B
文章编号:1672-2434(2015)01-0017-03
作者简介:裴志坚(1983-),男,讲师、工程师,主要研究方向:数控技术与应用、机电控制技术
收稿日期:2014-11-24
