感应钎焊方法在无铅锡焊中的应用
2015-02-18李宾喜王曦
李宾喜, 王曦
(齐齐哈尔雄鹰警用器材有限公司,黑龙江 齐齐哈尔 161000)
0 引言
我公司产品件材料为40Cr的无缝钢管料,加工后壁厚由一端的3.25 mm过渡为另一端的1.3 mm,组件的结合是通过将材质为45钢的4件小零件以圆弧面接触与其焊接结合为一体,在产品加工过程中一直都采用银基钎焊的工艺方法进行焊接,但其焊接效果和生产效率一直是困扰和制约生产的一大难题,在采用无铅锡焊利用感应钎焊的工艺方法进行焊接后,这一状况得到解决。
1 银基钎焊工艺及存在问题的分析
银基钎焊是钎焊工艺的一种。焊件是依靠加温熔化的钎料凝固后将被焊接件牢固连接起来的焊接方法。
我公司在银基钎焊时常用的银基钎料钎剂的牌号为QJ102,钎焊温度是650~850℃。银焊片牌号是HAG-40B,含银质量分数为40%,是银、铜、锌合金,具有较好的流动性、渗透性和韧性,熔点677~732℃。这种银基焊料具有优良的工艺性能,不高的熔点,良好的润湿性和填满间隙的能力,并且强度高、塑性好,导电性和耐蚀性优良。
存在的主要问题是焊接成功率低,常出现不合格品,严重影响产量和质量。
1)加热速度造成的影响。由于焊接母材的壁厚尺寸小,在焊接过程中,加热过快会使焊件内部温度不均而产生内应力,而加热过慢由于钎料低沸点组元的蒸发、金属的氧化钎剂的分解等急剧发展又会产生某些有害物质;焊件的冷却虽然处在钎焊过程之后,过高的冷却速度可能使焊件因形成过大的热应力而产生弯曲变形,或因钎缝凝固过快使气体来不及逸出而产生气孔,容易开焊,整个焊接过程无法保证很高的产品合格率。
2)焊件不同收缩比的影响。焊接的两种母材形状差异非常大,膨胀系数不同,加热时长度为710 mm的管因细长且壁厚存在差异,加热不均造成冷却过程中收缩不一致,形成的内应力过大,产生不规则的变形。即使焊后增加了校形工序也不能完全消除焊接变形。
3)操作者操作技能的影响。本环节的焊接工序是限制产量的重要环节,操作者的专业技能水平和操作经验,决定了能否合理地控制焊接温度和工艺,在熟悉产品质量要求的前提下,能否通过自检控制产品质量。由于对操作者要求很高,所以能够胜任本环节的人也很少,影响产量效率。
2 采取感应焊无铅锡焊接的必要性
由于采用银基钎焊方法存在着上述的不利因素,我公司的焊接零件存在着母材厚度过薄(最薄处只有2 mm的细长碳钢焊接在薄壁圆管外壁上),焊接温度达到了700℃,无法完全消除焊接应力造成变形的不利条件。考虑到该部位的焊接仅起到连接作用,不属于受力部件,采用焊接温度为240℃左右的无铅锡焊可有效减小变形,更利于生产,使产品质量易于得到保证,大幅提高生产效率。
感应钎焊可以使表层迅速加热,但加热的厚度薄,零件的内部只能靠表面层向内部的导热来加热,这恰恰适合焊接面积小、厚度薄的零件。感应钎焊具有以下优点:
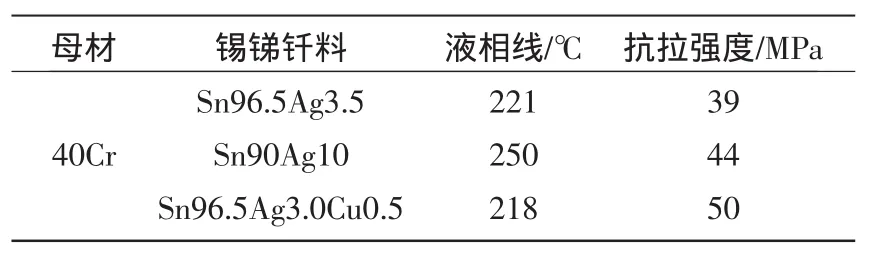
表1
1)焊接质量好。这种焊接方法有近20年的历史了,具有优良的抗氧化性能;熔化后黏度低,流动性好,可焊性高,氧化夹杂极少,可以最大限度地减少拉尖、桥联现象,焊接质量可靠,焊点光亮饱满。
2)焊接温度低。焊接温度仅为240℃。选用助焊剂对碳钢具有极佳的润湿铺展能力,其铺展性能和焊点质量,具有快速清除金属表面氧化层,上锡速度快且均匀,焊点饱满、光亮、牢固等优势。
3)操作简单。焊接部位一般会涂上焊锡膏,将需要焊接的金属零件放在感应线圈内,通高频交流电,产生感应电磁场,加热金属表面,待到达到钎料熔化温度时进行焊接。
4)清洁环保。感应钎焊是目前世界上最清洁环保的加热焊接方式之一。
3 感应圈的设计
为保证加热迅速、均匀、效率高。感应圈材料选用纯铜管,工作时管内通水冷却,管壁厚度为1~1.5 mm。感应圈缠石棉布以防短路。
4 焊片材料
我们采用锡锑合金的无铅焊料,通过对以下几种适用于焊接碳素钢、低合金钢的焊片材料进行试验对比(如表1),最终采用Sn96.5Ag3.0Cu0.5焊料。焊料采用片状,固定于焊接位置。
5 工艺方法
1)清理。焊接后,先用水清理残余焊剂,然后用喷砂工序。确保氧化物或有机物彻底清除,表面不得黏附金属颗粒和其他污物。
2)焊接方法。除去母材焊接表面油污和过厚的氧化膜,保证接口装配间隙。间隙控制在0.04~0.06 mm之间。表面清洗好的工件以搭接形式装配在一起,把钎料放在接头间隙之间。当工件与钎料被加热到240~250℃后,钎料熔化,液态钎料与零件金属相互扩散溶解,冷疑后即完成焊接。片状钎料形状比焊接接触面外轮廓大1 mm为佳,保证能充分填满间隙,并在其外沿形成圆滑的钎角。
6结语
采用感应钎焊进行无铅锡焊后,产品的焊接一次交检合格率提升了25%,降低了操作难度,生产效率得到了大幅度提高。
