光伏电池片生产中排除扩散炉故障的实验研究
2015-02-18史君
史君
(东南大学 太阳能研究中心,南京 210009)
0 引言
本文的讨论对象DF4炉,为传统北京七星扩散炉,共4根炉管。分别为 DF4-1、DF4-2、DF4-3、DF4-4。生产过程中发现DF4-1炉管较DF4炉其它炉管需要设定高出很多的温度和流量才能达到相同的方块电阻,否则就可能出现方块电阻阻值偏大,扩散不完全,最终导致电池片扩散环节工艺质量下降。现将排除故障的实验研究总结分析,供同行参考。
1 DF4-1、DF4-2扩散程序参数对比
1.1 DF4-1、DF4-2扩散参数设置
按照DF4-1、DF4-2操作说明、结合生产实际及工艺部制作的操作规程,设置常规生产实践中DF4-1、DF4-2的扩散程序参数见表1。
表1显示,DF4-1与DF4-2对比,同样方阻控制在55Ω,DF4-2温度只需 840℃左右,小氮流量需要1220 mL/min,而DF4-1温度则需要870℃左右,小氮流量则需要1650 mL/min。如此差异巨大的参数才能达到扩散方阻的阻值基本相同,扩散过程中显然出现了异常。
1.2 生产中经常出现的问题
如果按照常规生产中的扩散程序,将DF4-1与DF4-2炉管设置相同的参数,DF4-2炉管的产品符合技术质量要求,而DF4-1的产品存在以下问题:1)DF4-1需异常高温和磷源量才可达到与其他炉管相同扩散方阻;2)经DF4-1炉扩散后的电池片颜色略深,扩散表面浓度过高;3)经DF4-1扩散后的电池片方阻均匀性不好,经烧结后效率低于线上正常水平。
2 方阻异常原因排查
2.1 温度排查
分析是否因为设定温度与实际温度差额较大而导致方块电阻异常。将扩散炉各温区温度设定为850℃,用profile热偶检测其实际温度。检测结果见表2。
从表2的检测结果来看实际温度与设定温度的差异在允许范围之内,温度差异无异常。

表1 DF4-1、DF4-2扩散程序参数对比

表2 扩散炉各温区温度设置及检测结果
2.2 排风排查
分析是否因为排风异常而导致方块电阻异常。用风速仪测试DF4炉各炉管的排风,测试结果见表3。
通过测试结果看出各个炉管的排风在允许误差范围之内,差异不大。

表3 DF4炉各炉管风速 m/s
2.3 更改HP-M156扩散程序
分析是否因为DF4-1炉管的性能不能满足扩散程序而导致方块电阻异常。修改HP-M156扩散程序设置的技术参数,见表4。

表4 DF4-2扩散程序更改后的技术参数
重新运行HP-M156程序进行试片,更改程序前后试片的技术参数测试结果见表5。

表5 试片的技术参数测试结果 Ω
试片结果显示,更换扩散程序后的方阻平均值与更换程序以前差异值非常小(≤5Ω),说明DF4-1参数异常与扩散程序无关。
2.4 检查扩散小氮的流量
分析是否因为小氮流量异常而导致方块电阻异常。将DF4-1炉管、DF4-3炉管的小氮流量计各接一根软管,将两根软管插入装满水的量杯中,两炉管设置同样的小氮流量观察其鼓泡情况,发现DF4-3的鼓泡要比DF4-1猛烈一些,然后我们用风速仪测量各自的风速,结果显示DF4-3的风速要高于DF4-1,由此推测小氮流量可能存在一定的问题。当时,DF4-3炉正在维护,我们将DF4-3炉管的小氮接管接到DF4-1炉管的磷源瓶上,(通过DF4-3的小氮流量计控制DF4-1的扩散小氮)运行HP-M156程序试片,试片结果见表6。
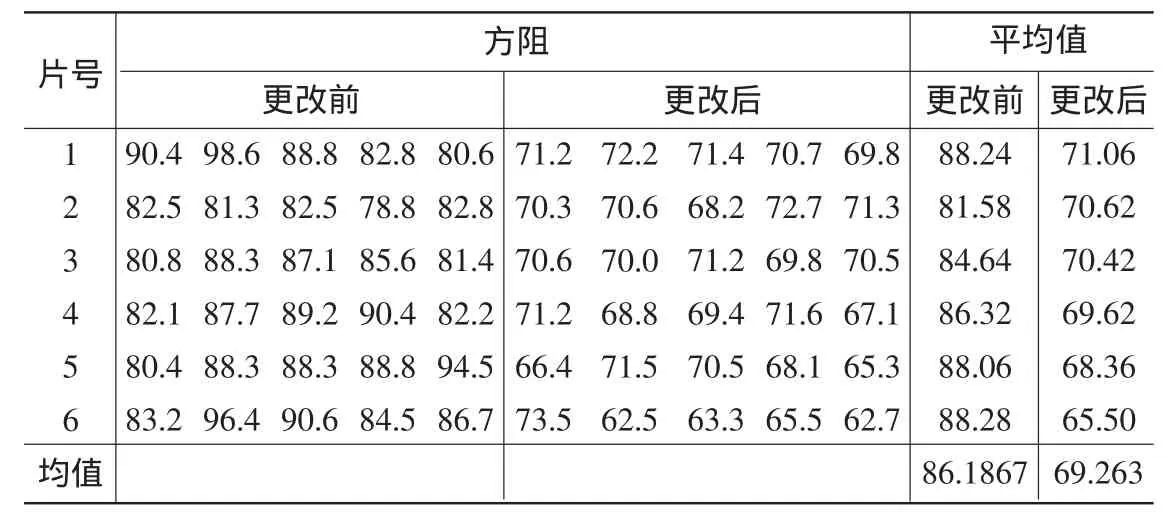
表6 改变扩散小氮的流量后试片结果 Ω

表7 更换DF4-1扩散炉小氮流量计试片结果 Ω
与第一次试片结果比较,方阻平均值小了17Ω(88.2~69.3Ω),试片结果证实DF4-1的小氮流量存在一定的问题。
2.5 检查扩散氧气的流量
分析是否因为氧气流量异常而导致方块电阻异常。将DF4-3炉管的氧气管接到DF4-1炉管上,通过DF4-3来控制DF4-1的氧气流量,运行HP-M156程序,对比前后的方块电阻。
此次试片结果,方阻平均值更改前为65.5Ω,更改后为64.52Ω,与第二次试片结果差异不大,可以判断DF4-1的氧气流量不存在异常。
随后检查了小氮气体管路,检查结果无异常。由此推测可能是小氮气体流量计出现了问题。我们将DF4-1炉管的扩散温度与流量调至与其他炉管相同,设备人员更换DF4-1扩散炉小氮流量计后,试片结果见表7。
更换小氮流量计后试片结果正常。
2.6 方阻值异常原因排查流程、处理措施及试片结果
方阻值异常原因排查流程、处理措施及试片结果见表8。

表8 方阻值异常原因排查流程、处理措施及试片结果
3 结语
以上为探究DF4-1炉管方阻异常的原因,进行温度、排风、更改扩散程序、流量的4方面排查分析,确定了是由于流量计异常出现小氮流量异常,而最终导致的方阻异常,通过跟换流量计使生产过程恢复正常。通过此次实验研究,我们深刻地认识到,对于24 h运转的生产线,设备系统各个零部件的定期检查、维护非常重要。当出现产品质量异常时,应在最短时间内进行有针对性的排查,从而提高解决问题的效率。
