船用石榴石喷砂除锈应用探索
2015-02-18苏海东薛喜仁扈伟杰李兴中郑小明
苏海东, 薛喜仁, 王 敏, 扈伟杰, 李兴中, 郑小明
(1. 上海船舶工艺研究所,上海 200032;2. 连云港隆迈矿产品有限公司, 江苏 连云港 222000;3.邢台市东兴贸易有限公司, 河北 邢台 054000 )
船用石榴石喷砂除锈应用探索
苏海东1, 薛喜仁2, 王敏2, 扈伟杰1, 李兴中3, 郑小明2
(1. 上海船舶工艺研究所,上海 200032;2. 连云港隆迈矿产品有限公司, 江苏 连云港 222000;3.邢台市东兴贸易有限公司, 河北 邢台 054000 )
摘要针对材质为S2205双相不锈钢钢板开展了不同种类、不同粒径规格的石榴石喷砂试验,从中筛选出除锈质量好、除锈效率高、破碎率低的高效磨料。
关键词石榴石非金属磨料除锈效率回收率
recovery
0前言
国内某大型船厂承接了38 000 t化学品船,其货舱材质为S2205双相不锈钢。船东对涂覆涂料前钢材表面处理用的磨料有着严格的要求:必须使用非金属磨料,推荐船厂使用石榴石磨料进行涂装除锈。
非金属磨料在我国造船领域的使用几乎为零,国内相关施工经验尚无参考。为了满足船东提出的要求,上海船舶工艺研究所、连云港隆迈矿产品有限公司以及邢台市东兴贸易有限公司的工作人员开展了石榴石选型配比研究,通过试验对比,从6种不同规格的石榴石磨料中筛选出一种符合S2205双相不锈钢除锈质量要求的石榴石。同时为了符合节能环保的趋势,经过精心设计准备,拟通过回收散落在试验场地内的所有试验磨料,从中筛选破碎率低、粗颗粒较多可再次使用的磨料,并针对磨料中的有害污染源进行了检测。
1需要达到的技术要求
船东对于除锈质量的要求如下:
(1) 磨料电导率 ≤150 μs/cm;
(2) 钢板表面粗糙度 40 μm ~75 μm;
(4) 钢板表面可溶性盐含量≤50 mg/m2。
2试验准备
2.1试验场地搭建
工作人员根据前期的项目调研,已经掌握了该船厂分段二次除锈涂装设备的机械参数,并在邢台市东兴贸易有限公司厂内搭建了简易的可模拟现场喷砂环境的喷砂房(见图1)。采购了相同材质的S2205双相不锈钢,配置了参数型号相同的喷砂仪器设备(见图2),并培训了喷砂施工人员(见图3)。

图1 场地搭建 图2 喷砂机 图3 人员培训
2.2磨料准备
课题组根据前期查阅的国内外相关资料,准备了6种不同规格不同粒径的石榴石磨料各100 kg,如表1所示。

表1 6种试验用磨料
石榴石主要性能参数指标如表2、表3所示。

表2 石榴石物理参数指标

表3 石榴石化学参数指标
6种型号的石榴石磨料(见图4)都是经过连云港隆迈矿产品有限公司和邢台市东兴贸易有限公司加工优选出来的。

图4 石榴石磨料
不同于常规的其他非金属磨料材料,石榴石是一种纯天然的无毒矿物,较为经济环保。内部不含有导致硅肺病的游离硅、有毒的重金属或放射性污染物。
石榴石重金属含量检测结果如表4所示。
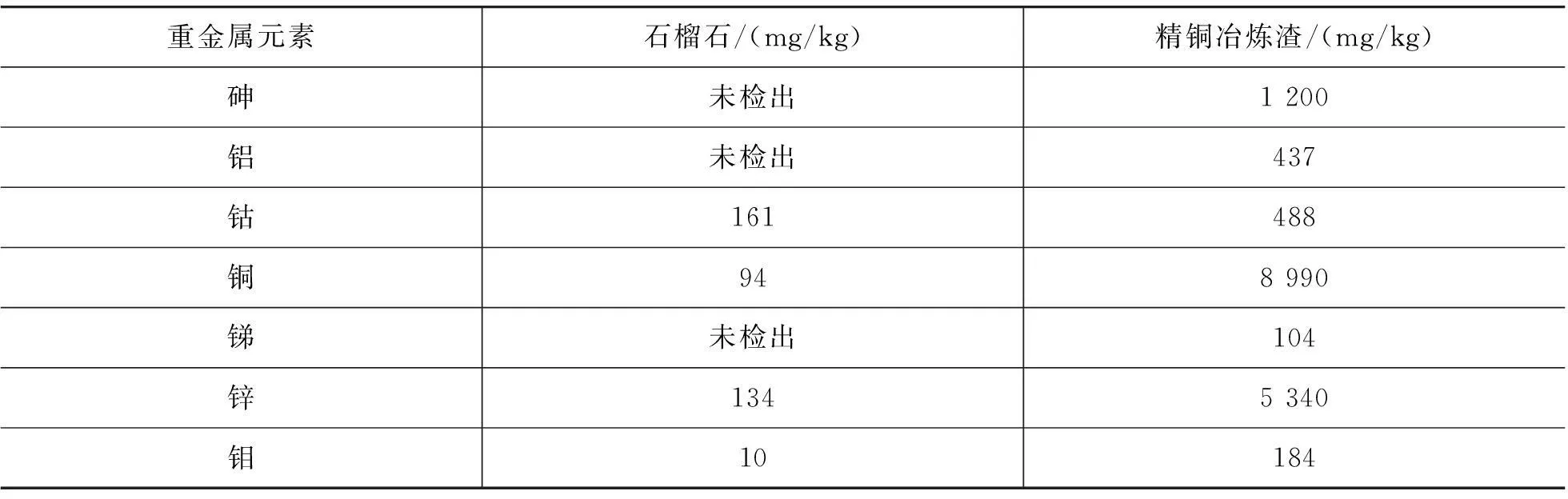
表4 石榴石重金属含量检测结果
石榴石放射性检测结果如表5所示。
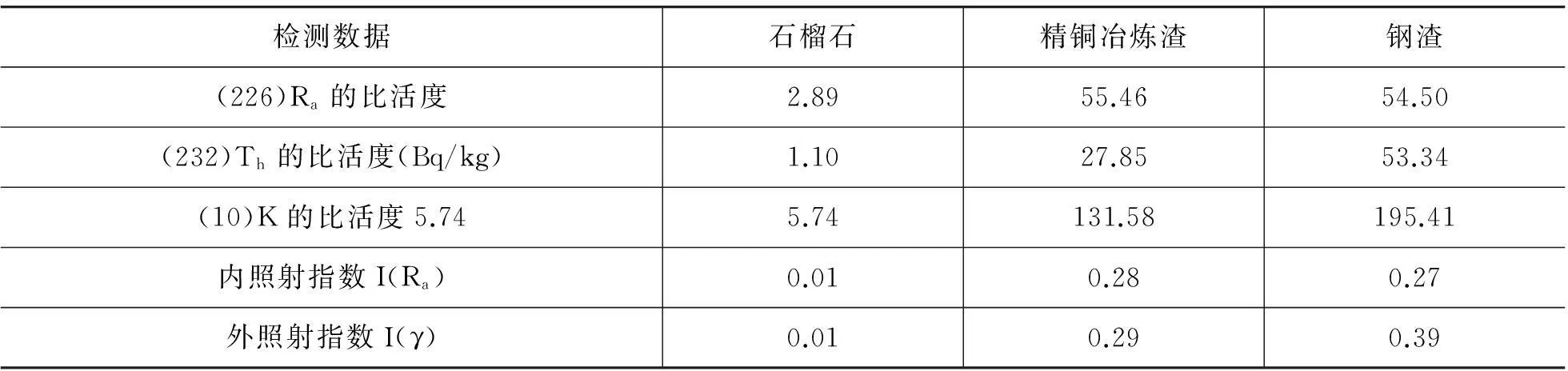
表5 石榴石放射性检测结果
3开展试验
3.1试验步骤
图5 表面清理等级比较
工作人员配置好试验用的6种磨料各100 kg,将6种磨料分别装入试验用喷砂机中。在喷砂房内分别喷砂除锈6块一平方米的S2205不锈钢板,记录各种不同磨料的喷砂完成时间,检测石榴石喷砂除锈质量(见图5~图9)。分别称重6种磨料在喷砂机内的剩余量,计算试验用磨料的消耗量,并对散落在场地内的磨料进行清扫回收(见图10),筛选出剩余的粗颗粒磨料,记录可再使用粗颗粒磨料的百分比。

图6 钢板粗糙度测量 图7 灰尘测量

图8 水溶性盐含量测量

图9 测量实际喷砂面积

图10 喷砂完毕后的磨料回收
3.2试验结果
试验结果如表6所示。
针对散落在试验场地内的石榴石进行了回收,通过筛网进行重新筛选,分别统计出了6种磨料的剩余大颗粒质量,并换算成了质量百分比,具体数据如表7所示。

表6 试验结果

表7 磨料剩余量统计表
4结论
本次试验总共配置了6种不同规格不同粒径配比的磨料,根据现场测试的情况来看1#/2#/3#三种磨料的粗糙度都符合船东的技术要求。通过进一步对比分析可知,1#磨料的钢板除锈效率更高、磨料回收量更多,因此1#磨料的试验情况最为理想。本次试验通过模拟现场喷砂情况,筛选出了满足船东要求的石榴石磨料,并针对船厂对比了高效节能的磨料型号。同时,经检测石榴石磨料游离硅含量几乎为零,对船厂施工人员的职业病危害降到了最低。本次试验根据用户要求,针对喷砂对象,机械设备型号,搭建了简易式的可回收统计分析试验场地,最终试验结果取得了成功。从多种不同规格型号的产品中筛选出了即可满足用户要求,又更为经济、环保的磨料品种。本次试验为石榴石磨料在造船涂装领域进行了应用探索研究,为未来探索石榴石在其他行业中的应用打下了良好技术基础。
参考文献
[1]汪国平. 船舶涂料与涂装技术(第二版)[M]. 北京:化学工业出版社,2006.
[2]沈国良.抛丸清理技术[M]. 北京:化学工业出版社,2004.
[3]刘如伟,李胜利,张来斌,等.钢结构抛丸(喷丸)清理用金属磨料的对比分析[J]. 钢结构防护,2004,19(2):70-72.
[4]刘如伟. 抛喷丸强化(第四版)[M].MFN house publishing,2015.

[上接第17页]
在节能导管x方向(船艉至船艏方向)定位过程中注意观察鳍板与艉轴分段外板之间的间隙变化。由于数据测量过程中存在2 mm以内的仪器误差和环境误差以及人为误差等产生的累积误差,安装定位过程中不可避免会发生结构相碰导致x方向无法移动,因此需根据实际情况简单修割鳍板端部的余量。
3.4安装结论
综上所述,通过精度控制技术的研究及应用寻求解决问题的突破口,采取一系列精度控制措施成功实施了节能导管船坞阶段安装。通过前期的技术准备工作和现场配合,有效降低了节能导管船坞阶段安装工作的难度。工作效率方面,从安装开始至定位结束用时不到6 h。安装定位过程中,仅对鳍板端面做了少量修割,鳍板与艉轴总段的焊缝间隙控制在5 mm左右、节能导管和艉轴中心线偏差控制在3 mm以内、尾端同面度控制在10 mm以内,远低于设计公差标准。
4结束语
此项技术的主要作用在于通过现代化的测量手段和软件分析技术,结合几何学方面的知识,在具备一定条件的情况下研究与分析两个未知对象三维空间中的相互关系,并得出所有结构的精确数据,为后续工作的开展提供必要参数和技术支持,起到提高生产效率和产品质量的目的。此项技术应用前景十分可观,可以推广应用到大型设备安装、船舶修造、海工产品等领域中,以精度控制技术带动生产效率的提升,为中国造船走向世界一流水平做出更多的贡献。
[1]刘立维.船舶导流罩定位安装工艺改进[J].科学时代,2014,13.
[2]李传静,何琴琴.节能导管建造、安装精度控制工艺[J].广东造船,2013,4:68-71.

Application Research on Sand Blasting of Marine Garnet
SU Hai-dong1, XUE Xi-ren2, WANG Min2, HU Wei-jie1,
LI Xing-zhong3, ZHENG Xiao-ming2
(1.Shanghai Shipbuilding Research Institute, Shanghai 200032, China;
2.Lianyungang Longmai Mining Co., Ltd., Lianyungang Jiangsu 222000, China;
3.Xingtai Dongxing Trading Co., Ltd., Xingtai Hebei, China)
AbstractThe researcher tested the garnet sandblasting for S2205 duplex stainless steel plate. They prepared garnets sand of different sizes from different ore. At last, they chose the best garnets sand base on 3 indexes: derusting quality, rust removal efficiency, rate of abrasive recovery.
KeywordsGarnet sandNon-metallic abrasiveRust removal efficiencyAbrasive
中图分类号U671
文献标志码A
作者简介:苏海东(1984-),男,工程师。
