Ep6船用钢水火弯板试验及分析
2015-02-18潘正军江泽新马金军
潘正军, 江泽新, 马金军, 陈 华
(广船国际有限公司, 广东 广州 510250)
Ep6船用钢水火弯板试验及分析
潘正军, 江泽新, 马金军, 陈华
(广船国际有限公司, 广东 广州 510250)
摘要水火弯板是船舶制造过程中非常重要的热加工工艺,作者针对Ep6船用钢采用水火弯板工艺进行了相关试验,并对结果进行了分析。通过试验,分析得出加热温度、加热次数、钢板的碳当量及钢板供货状态对于水火弯板后力学性能的影响。
关键词水火弯板船用钢板
0前言
本公司在经营业务中承接了冰区加强型船,水线以上部分基本上都采用了Ep6级别钢。对于带线型的外板大都需要应用水火弯板工艺进行加工,由于之前应用的钢板级别都低于Ep6,且考虑到本船特殊的航行区域,因此对Ep6钢板采用水火弯板后的性能需要进行验证,从而为钢板的选择提供试验依据。
1试验材料
由于Ep6钢目前主要有正火以及TMCP两种交货状态。正火状态钢属于传统的钢板制造工艺,需要添加合金进行强化以及细化晶粒,其碳当量相对较高,组织以铁素体和珠光体为主,呈带状分布,如图1所示。TMCP钢则通过加快轧制后的冷却速度,不仅抑制晶粒的长大,且获得了高强度、高韧性所需的超细铁素体组织或者贝氏体组织,如图2所示。
从理论上分析碳当量越高,淬硬倾向越明显,高温加热并且水冷后组织性能也越差。为了扩大钢板选择范围,本次试验分别选择了三个大型钢厂生产的三种不同交货状态、不同化学成分的钢板,相关化学成分及交货状态如表1所示,力学性能如表2所示。
2水火弯板试验及结果分析

图1 Ep6正火钢金相组织 图2 Ep6TMCP钢金相组织
(1) 试验方法。每种编号试板切割试块各三块,每块试板尺寸为200 mm×400 mm,钢板轧制方向与短边方向相同。火焰加热方向与长边相同,加热位置集中在短边中心相连线两侧各25 mm,如图3所示。针对于火工区域取圆棒拉伸试样一个以及冲击试样一组,试样长度方向及位置分别为平行于以及垂直于试板长度方向(如图4所示)。取样时,冲击试样上表面及圆拉试样夹持端上表面距离钢板表面2 mm。水火弯板对三种编号试板采用重复火工三次,且对B编号试板在同一温度下补充火工一次及二次试验,每块试板的试验条件及要求如表3所示。

表1 试验钢板化学成分及交货状态 单位:mm

表2 力学性能
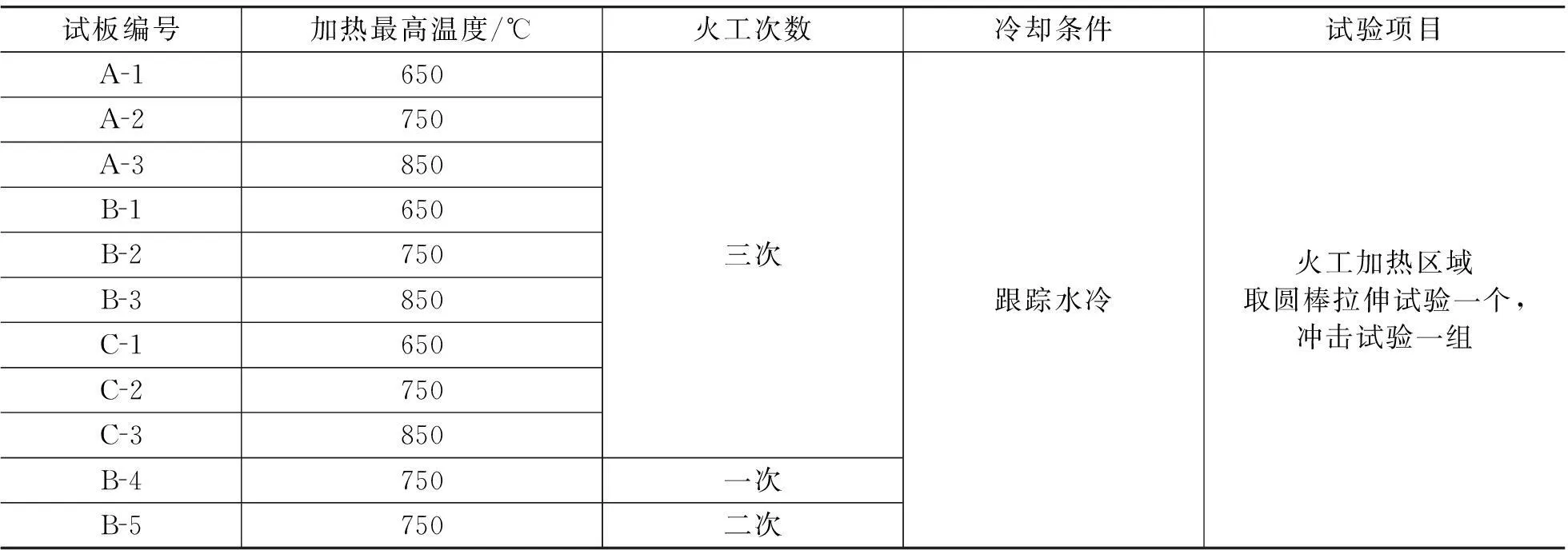
表3 水火弯板试验条件及要求
备注:火工次数是指同一位置同一温度重复加热的次数,重复加热是在上一次加热冷却到室温后再次加热。

图3 试板及火工位置示意图 图4 试样长度方向及位置图
(2) 力学性能。试验后的力学性能数据如表4所示。由表4可知,编号A试板随着火工温度的升高,延伸率和冲击韧性急剧下降,当火工最高温度达到850℃时,延伸率以及冲击韧性已不能满足材料本身性能要求;编号B试板随着火工温度的升高,屈服强度以及冲击韧性明显下降,当火工温度达到750℃及以上时,屈服强度已不满足最低要求;编号C试板并未随着火工温度升高而发生性能上的明显变化。
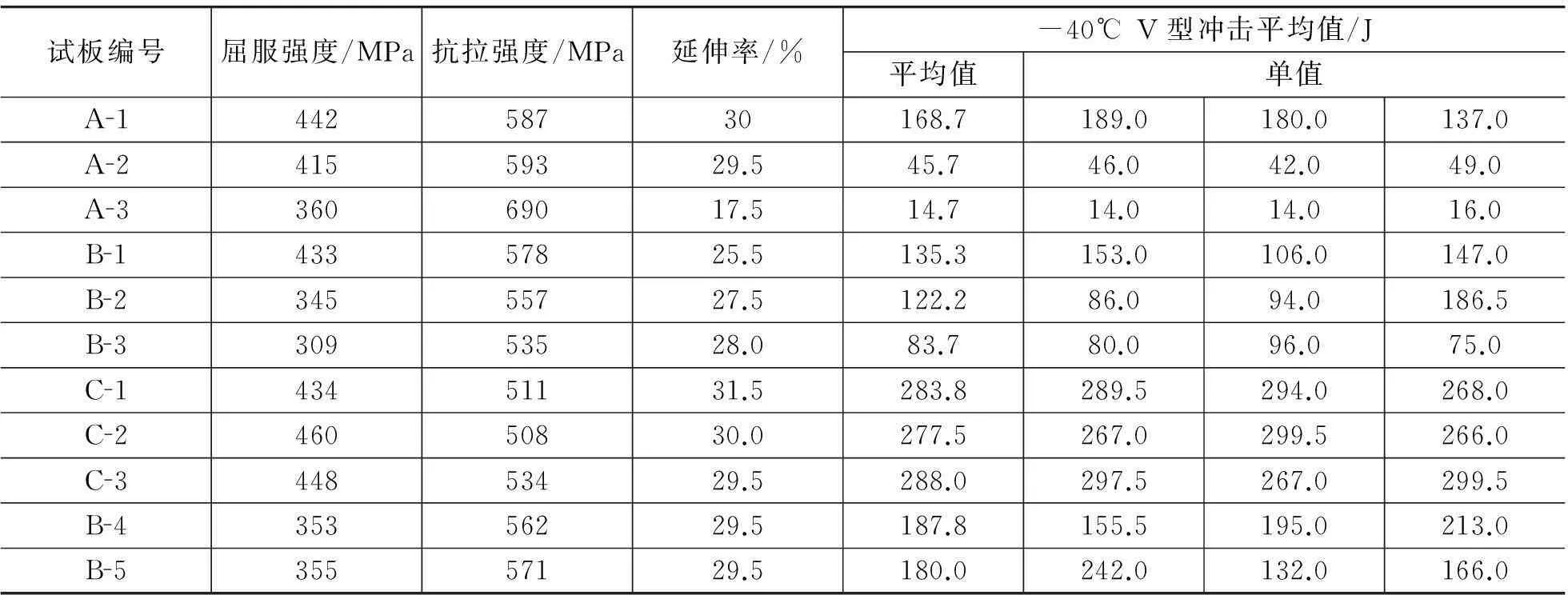
表4 力学性能数据表
(3) 金相组织。选取A-3以及C-3的金相组织进行分析,如图5、图6所示。A-3晶粒变粗大,而C-3晶粒基本未发生变化,与力学性能结果相吻合。
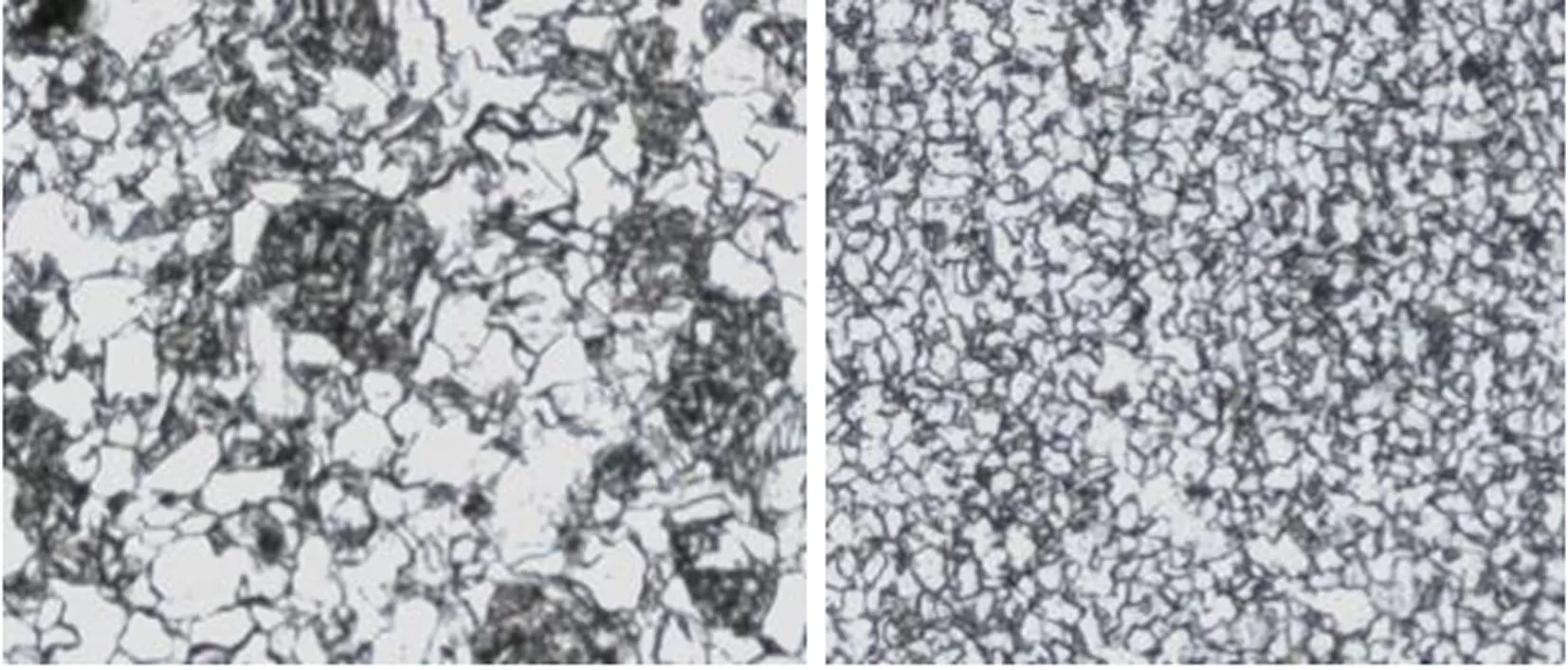
图5 A-3火工后金相图 图6 C-3火工后金相图
3对比分析
(1) 不同母材在同一火工条件下,以表4内A-3、B-3、C-3试板进行对比分析可知,碳当量越高,冲击韧性及塑性下降比率越明显,屈服及抗拉强度升高比率越高。A-3试板冲击及延伸率已明显不能满足母材性能的最低要求,且抗拉强度已超过标准要求值,而C-3火工后各方面性能变化非常小。
(2) 同一母材在不同火工温度条件下,由表4可知,编号A试板随着火工温度的升高,延伸率和冲击韧性急剧下降,屈服强度及抗拉强度逐渐升高,当火工最高温度达到850℃时,延伸率以及冲击韧性已不能满足材料本身性能要求;编号B试板随着火工温度的升高,屈服强度、抗拉强度以及冲击韧性逐渐降低,当火工温度达到750℃及以上时,屈服强度已不能满足最低要求;编号C试板并未随着火工温度升高而发生性能上的明显变化。
(3) 同一母材在不同火工次数条件下,以表4内B-4、B-5、B-2试板进行对比分析可知,第一次与第二次火工性能变化并不明显,但进行第三次火工后,冲击韧性发生明显降低,其它性能指标降低较少。
4结语
(1) 对于需要进行水火弯板的Ep6船用钢,应选择碳当量较低、采用TMCP等轧制工艺进行晶粒细化的钢材。
(2) 对于C或者B类型的钢,水火弯板的最高加热温度可以达到850℃,加热次数可视碳当量而定;对于A类型的钢,加热次数不应超过750℃,加热次数也不宜超过2次。
参考文献
[1]IACS.REC_47 Shipbuilding and Repair Quality Standard[S]. 2013.
[2]黄浩. 船体工艺手册[M]. 北京:国防工业出版社,2013.
[3]吕海娜. Ep6高强度船板TMCP工艺优化[D].沈阳:东北大学,2009.
[4]张鹏云.TMCP工艺在船板生产中的应用[J]. 宽厚板,2009,15(6):17-19.
[5]罗文家.钢质船舶制造中的水火弯板[J]. 武汉造船,1994(5):24-25.

[上接第83页]
经过以上试验,试验数值均满足试验前的预期结果,焊接工艺试验获得DNV船级社认可。
4实船应用
焊接工艺试验取得了DNV船级社认可,在“波维特”轮修理中,不锈钢舱体换新取得了满意效果。
通过“波维特”轮异种不锈钢间的焊接成功实践,使我们掌握了S316LN与2205双相不锈钢间的焊接,积累了经验数据,对今后船舶建造、修理及改装结构制造及此类材料的应用提供了宝贵经验。
5结束语
S316LN和2205不锈钢抗腐蚀、耐低温性能良好,但用在不同产品上要求不同,所以不能教条照搬,必须要进行焊材、焊接工艺方法选择和试验研究。
虽然S316LN和2205不锈钢焊接工艺性能优良,若异种不锈钢焊接处理不当,仍会产生热裂纹,冲击韧性也会不理想。
异种不锈钢间焊接可能发生的质量问题,对焊工来说并不是显而易见的,故在焊接过程中需加强自检。焊工必须认识到焊缝质量取决于是否严格地执行焊接工艺,高质量焊缝不是偶然产生的,必须依靠可靠的质量体系。焊接操作人员应该牢记异种不锈钢的焊接特征,摒弃焊接碳钢的不良习惯,才能做好不锈钢的焊接。
[1]船舶焊接手册编写委员会.船舶焊接手册[M].北京:国防工业出版社,1995.
[2]张东文. S316L不锈钢与2205双相不锈钢的焊接[J].现代焊接,2009,73(1):55-56.
[3]刘中青,刘凯.异种金属焊接技术指南[M].北京:机械工业出版社,1997.
[4]张其枢,堵耀庭.不锈钢的焊接[M].北京:机械工业出版社,2000.
[5]周振丰,张文钺. 焊接冶金与金属焊接性(第2版)[M].北京:机械工业出版社,1988.
[6]中国机械工程学会焊接学会.焊接手册[M].北京:机械工业出版社,2009.
Test and Analysis of Hot Forming with Water Cooling for Ep6 Steel
PAN Zheng-jun, JIANG Ze-xin, MA Jin-jun, CHEN Hua
(Guangzhou Shipyard International Co., Ltd., Guangzhou Guangdong 510250, China)
AbstractHot forming with water cooling is one important procedure in the shipbuilding. This author carries out some test of this procedure for Ep6 steel, and analyse the result. It is educed that the heat maximal temperature, number of hot forming, the CEQ of steel and condition of steel supply will affect the result of mechanics capability mostly after hot forming with water cooling.
KeywordsHot forming with water coolingSteel for hull
中图分类号U671
文献标志码A
作者简介:潘正军(1972-),男,高级工程师。
