ELID磨削的智能加工技术
2015-02-18詹方勇徐敏界
李 伟,詹方勇,徐敏界
(浙江工业大学 机械工程学院,浙江 杭州 310014)
ELID磨削的智能加工技术
李伟,詹方勇,徐敏界
(浙江工业大学 机械工程学院,浙江 杭州 310014)
摘要:重点分析ELID磨削过程中砂轮表面氧化膜的作用机理,得出EILD磨削加工过程中的电压电流值大小可以表征氧化膜状态.在ELID磨削工艺实验基础上,分析了氧化膜状态主动控制下的ELID磨削控制策略,并将模糊控制技术应用于ELID磨削系统上,针对ELID磨削过程的非线性和时变性,通过MATLAB仿真制定了模糊控制规则,并确定了模糊控制的基本参数,以此设计出ELID智能加工系统的模糊控制器,最终开发出了基于模糊控制的ELID磨削智能加工系统,实现了高效率、超精密ELID磨削智能加工.
关键词:ELID磨削;氧化膜;模糊控制;智能加工
中图分类号:TP183
文献标志码:A
文章编号:1006-4303(2015)01-0039-04
Fuzzy control theory and technique of ELID grinding
LI Wei, ZHAN Fangyong, XU Minjie
(College of Mechanical Engineering, Zhejiang University of Technology, Hangzhou 310014, China)
Abstract:This paper focuses on the mechanism of grinding wheel surface oxide film in the ELID grinding process, it concludes that value of voltage and current in the process of grinding can characterize oxide film. On the basis of ELID grinding experiments, it analyzes the ELID grinding control strategy of oxide film and applies the fuzzy control technique to the ELID grinding system to determine the basic parameters of fuzzy control. According to the nonlinear and time-varying of ELID grinding process, it establishes fuzzy control rules by MATLAB simulation and designs the fuzzy controller of ELID intelligent processing system which lays a foundation of intelligent process control system.
Keywords:ELID grinding; oxide film; fuzzy control; intelligent processing
随着电子、光学等行业的快速发展,对于单晶硅、硬质合金等硬脆材料的加工表面质量及加工效率的要求越来越高.这些硬脆材料一般均由研、磨、抛加工完成最后表面加工,其中的ELID超精密磨削方法受到了科研与企业界的广泛重视.ELID磨削具有效率高,精度高,表面质量好,加工装置简单及加工材料适应性广等优点,尤其对于陶瓷、硬质合金等硬脆材料的高效超精密加工具有独特的优越性,这种先进的磨削加工技术将成为今后超精密磨削加工的主要发展方向与手段之一[1].笔者在ELID磨削工艺实验基础上,将模糊控制技术应用于ELID磨削系统上,确定了模糊控制的基本参数,以此设计出ELID智能加工系统的模糊控制器,为智能加工控制系统软硬件的开发制定了基础.
1ELID磨削工艺
在当前的ELID(Electrolysis in process dressing)磨削加工过程中,大多根据操作人员的经验,在磨削加工进行之前,分别设定电解参数和磨削参数,使得电解氧化膜的产生与工件对于砂轮表面氧化膜的磨损达到一种动态的平衡.利用这种方法能较容易进行ELID磨削,但是不能很好地发挥出ELID磨削的优势[2].动态平衡条件下的氧化膜状态受磨削参数、砂轮表面状态、脉冲电源参数等的变化所影响,氧化膜过厚以及过薄都不能维持磨粒良好的磨削性能,因此砂轮表面氧化膜的厚薄与状态是影响磨削加工过程以及加工表面质量的重要因素.
在EILD磨削过程中,磨削与氧化膜状态互相影响,为了最大可能地发挥ELID磨削的潜能,我们可以采取某些措施控制磨削过程对氧化膜状态的影响,然后根据某些因素对氧化膜状态的影响规律来控制ELID磨削过程中产生的氧化膜达到能够满足磨削要求的理想状态.我们可以根据具体的磨削要求,设定某一氧化膜状态的变化范围.在ELID磨削过程中对氧化膜的状态进行监测,将监测结果与设定值进行比较,根据需要调整电解过程的电解参数或者磨削过程的磨削参数,这样就能有效控制ELID磨削过程[3].
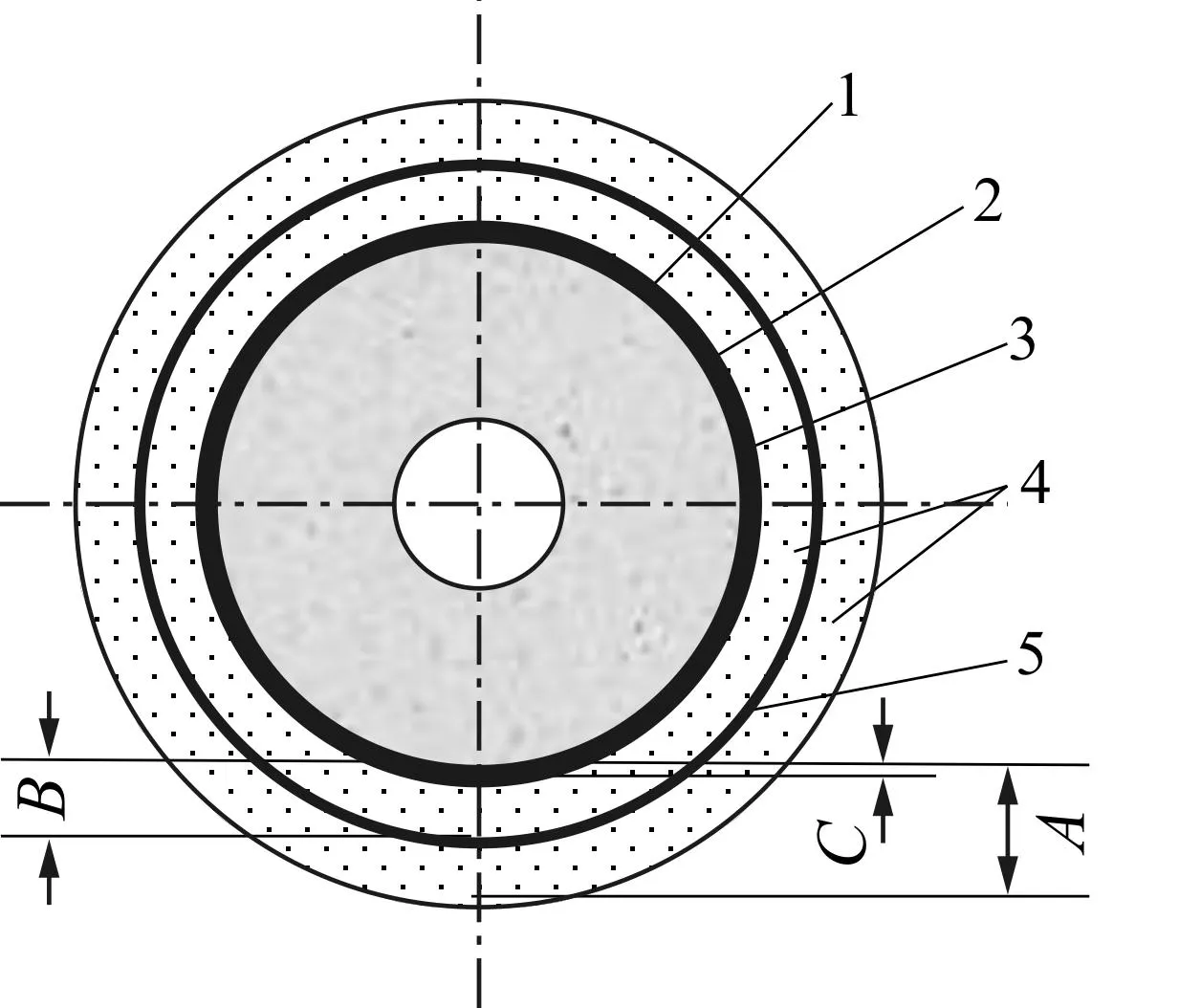
1—砂轮基座;2—砂轮基体;3—腐蚀层;4—径增膜层;5—平衡膜层;A—预修锐之后砂轮表面的氧化膜厚度;B—动态平衡时的氧化膜厚度;C—腐蚀过渡层厚度图1 ELID磨削微细粒度砂轮表层状态分析模型Fig.1 The structure of oxide film on grinding wheel surface
如图1所示为砂轮表面氧化膜构成的分析模型[4],设A为预修锐后砂轮表面的氧化膜膜层厚度,C为腐蚀过渡层厚度,动态平衡时的氧化膜层厚度设为B.在达到动态平衡状态之前,因为氧化膜层厚度很大,极间电流非常小,电解作用较弱,所以这时氧化膜的去除作用强于电解作用.而在氧化膜厚度小于B的情况下进行磨削时,电解作用大于氧化膜的去除作用.因此,在氧化膜的厚度大于B的状态下进行磨削时,需要减缓ELID在线修整作用,当氧化膜厚度超越设定门限时停止电解修正;在使用厚度小于B的氧化膜进行磨削时,氧化膜厚度过薄,应立即启动在线电解修整作用,从而将氧化膜状态精确控制在设定的范围之内[5].
在ELID磨削过程中,假设确定磨削参数、电解液的条件下,我们可以从电解过程和磨削过程2个方面分别研究如何控制砂轮表面的氧化膜状态.具体来说,可以将氧化膜状态主动控制下的ELID磨削控制策略分为4种情况.
1.1调整电解过程(电解参数)
1) 调节电解参数
即调节脉冲电流、电压或者占空比,从而调节电解强度.这种对硬件要求较高,但可以连续稳定控制氧化膜厚度,有利于提高加工工件的表面质量.
2) 间歇电解
在预修锐完成获得一定厚度的氧化膜之后,停止电解并开始进行磨削加工;当监测到极间电流超过给定上限值时,表明氧化膜厚度过薄,此时立即启动电解,等到极间电流下降到给定下限值时停止电解.这种方法通过启停电解作用来控制氧化膜的状态,简单且容易实施.
1.2调整磨削过程(磨削参数)
1) 调节垂直进给速率
假设电解参数与其他磨削参数已给定,比较与氧化膜厚度对应的脉冲电流和给定的门限值,通过调节垂直进给速率来调节ELID磨削过程中的氧化膜厚度.由于砂轮垂直进给直接影响砂轮表面氧化膜厚度,因此调节垂直进给速率是控制氧化膜厚度的最直接方法.
2) 间歇磨削
当监测到极间电流超过给定的上限值时,表明氧化膜过薄,停止磨削加工,只进行电解,之后极间电流逐渐下降;当极间电流下降到给定的下限值时,重新启动磨削加工,极间电流恢复上升.这样就可以将极间电流控制在给定的范围内.
在综合比较的基础上,根据垂直进给速率的调节来实现ELID磨削的智能化加工.在ELID磨削加工中,进给控制系统是控制砂轮的进给量的大小来维持砂轮与工件之间的距离.当砂轮与工件之间的距离维持在一个最佳间隙值时,砂轮表面的氧化膜的厚度维持一个动态平衡,此时电解维持在一个最佳状态,使砂轮保持高效、高精度的磨削.
2ELID磨削模糊控制器
ELID磨削控制系统的参数如参考电压的设定和加工切深的在线调节都依赖于有经验的机床操作者手工完成,因此机床自动化程度低,操作难度大[6].因此,ELID智能加工系统的关键技术有两个方面:一方面提高伺服控制系统对电解状态的识别能力,另一方面提高伺服控制系统的自适应能力.
为了提高伺服控制系统的识别能力和适应性,这里给出了以模糊逻辑推理为基础的伺服进给控制模型.伺服进给模糊控制模型在原有的磨床进给系统的基础上引入了反馈控制环,该控制环采用模糊控制器结构,在监测ELID磨削加工电解状态的基础上,利用模糊控制技术实现磨削加工的智能化[7].
下面根据两输入一输出的模糊控制器设计理论来论述模糊控制器的建立.在ELID磨削智能加工中涉及的论域有三个:电流值偏差I、电流偏差变化率ΔI和控制的切深大小C.将输入变量I和ΔI的论域设定在[-3,3],输出变量C的论域为[-5,5],规定的这些变量的模糊子集为:={负大(NL),负中(NM),负小(NS),正零(ZE),正小(PS),正中(PM),正大(PL)}.模糊子集的隶属函数选定为三角形,其中输入变量位置安排见图2.
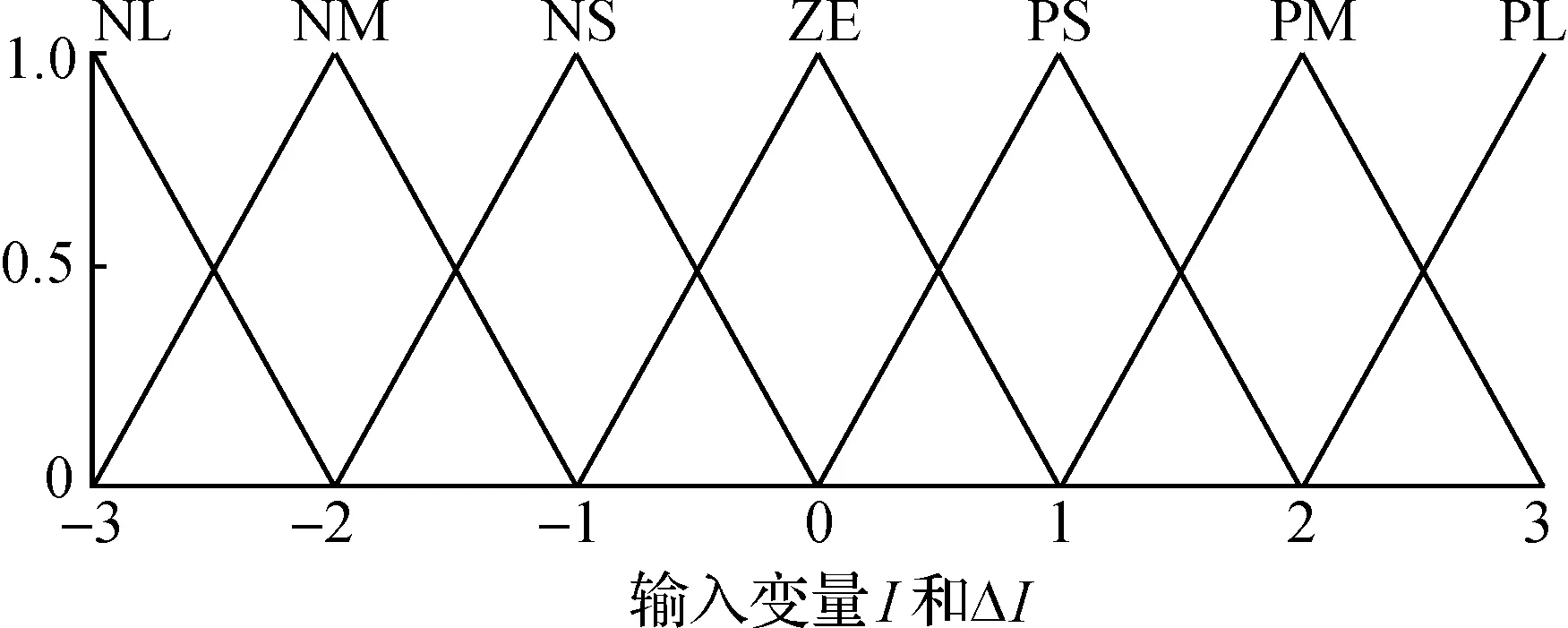
图2 电解电流偏差值I及其变化率ΔI的隶属函数Fig.2 Membership function of current deviation I and the rate of change ΔI
模糊控制规则是模糊控制器的核心,因此必须精心选择这些规则.根据前面论述的基于电流的变化来控制进给量的控制策略,结合ELID磨削加工的熟练操作人员的经验和有关专家的知识,设计了模糊控制规则.通常,模糊控制规则可以用控制规则表的形式表达,本模糊控制规表如表1所示.
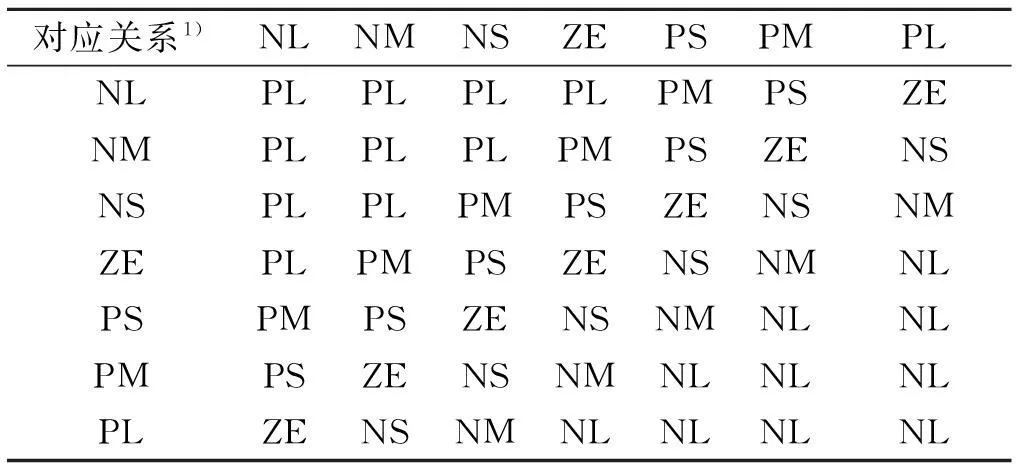
表1 模糊控制器控制规则表
注:1) 首行和首列分别为I,ΔI时与切深C的对应关系.
上述的模糊控制规则遵循了一般控制系统的控制目标,即:当偏差量大时,根据偏差量确定控制器的输出,从而尽快减少偏差量,加速控制的响应;当偏差量小时,根据偏差变化量确定控制器输出,使系统尽快趋于稳定,以免出现超调现象.该控制规则的输出结果如图3所示.

图3 模糊控制输出效果图Fig.3 Fuzzy control output renderings
本模糊控制器采用了玛达尼模糊推理方法,即Min-Max合成规则,并采用了重心法来进行解模糊判决.
3控制系统分析与实验
在ELID磨削过程中,影响工艺指标的干扰因素较多,且电解过程本身具有随机性,这对ELID磨削加工过程的实时控制要求很高.在磨削加工过程中,砂轮表面的氧化膜的生成和磨损之间要保持一种动态平衡,这要求ELID磨削智能加工系统具有良好的动态性能和在线识别能力.图4给出了ELID磨削在线控制的结构图.

图4 ELID磨削加工在线控制结构Fig.4 ELID grinding on-line control system
加工控制研究中,电解状态检测和进给控制器的算法是两个关键性环节.当磨削过程中状态发生变化时,智能控制系统的检测功能必须为处理器提供准确可靠的信息,并由进给控制系统进行有效控制,两个条件缺一不可.系统的硬件结构如图5所示.根据ELID磨削智能加工系统的加工要求,软件主程序流程图如图6所示.
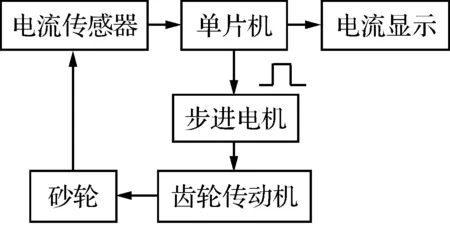
图5 ELID磨削智能加工系统硬件结构图Fig.5 The hardware of ELID intelligent grinding system

图6 主程序流程图Fig.6 The main program flow chart
笔者通过试验来确定控制器变量(电解电流偏差值、偏差变化率)的实际范围.ELID磨削硬质合金的实验在改装的MM7120平面磨床上进行的.本系统语言变量电流I的基本论域为[0,6],取I=3 A为零值点,对应于I的模糊语言变量论域I:{-3,-2,-1,0,1,2,3},其量化因子Ki=1;电流变化率的基本论域为[-3,3],其量化因子K△i=1;输出变量F的基本论域为[-5,5],其量化因子Kf=1.
构成的ELID磨削智能加工系统组成结构见图7,图8为使用ELID智能加工系统后,极间电流从磨削开始到磨削达到动态平衡阶段的变化曲线.

图7 ELID磨削智能加工系统Fig.7 Grinding intelligent processing system

图8 初始电流为1.4 A时的电解电流曲线Fig.8 The electrolysis current change with the initial current is 1.4 A
从图8中可以看出:电流上升比原有系统更加平稳,电解达到动态平衡状态的过渡时间大大缩短,而且没有电流突变现象.如果单靠人为的手动进给,达到动态平衡的时间一般要15~30 min.而采用智能加工系统的时间只要8~10 min,其动态响应性能大有提高.
使用ELID智能加工系统后,磨削加工稳定性改善,得到的硬质合金表面质量更优,显著提升了加工工艺,经检测其表面粗糙度Ra值可达到12 nm.
4结论
重点分析了ELID磨削过程中砂轮表面氧化膜的作用机理,在ELID磨削工艺实验基础上,将模糊控制技术应用于ELID磨削系统上,确定了模糊控制的基本参数,以此设计出ELID智能加工系统的模糊控制器,为智能加工控制系统软硬件的开发制定了基础.结果表明:使用了结合模糊控制理论的ELID智能加工系统后,加工效率大为提高,可获得稳定的ELID磨削加工过程,为实现ELID智能化磨削加工提供了基础,为硬脆材料超精密自动加工提出了一种新的方法与途径.
参考文献:
[1]张春河.在线电解修整砂轮精密镜面磨削理论及应用技术的研究[D].哈尔滨:哈尔滨工业大学,1996.
[2]周志雄,邓朝晖,陈根余,等.磨削技术的发展及关键技术[J].中国机械工程,2000(2):186-189.
[3]金卫东.硬脆材料氮化硅陶瓷的ELID超精密磨削技术研究[D].天津大学,2005.
[4]KIM H Y, AHN J H, SEO Y H. Study on the estimation of wheel state in electrolytic in-process dressing(ELID) grinding[J]. ISIE,2001(3):1615-1618.
[5]袁立伟,任成祖,舒展,等.ELID超精密镜面磨削钝化膜状态变化的研究[J].航空精密制造技术,2006,42(2):5-8.
[6]LIM H S K. FATHIMA, KUMAR A S, et al. A fundamental study on the mechanism of electrolytic in-process dressing (ELID) grinding[J].International Journal of Machining Tools& Manufacture,2002,42:935-943.
[7]施阳.MATLAB语言精要及动态仿真工具SIMULINK[M].西安:西北工业大学出版社,1997.
(责任编辑:刘岩)
作者简介:李伟(1961—),男,吉林梅河口人,教授,研究方向为超精密加工技术,E-mail:weilihz@163.com.
基金项目:国家自然科学基金资助项目(50775207)
收稿日期:2014-10-14
