深孔局部轴线的确定及单一截面圆度误差评定*
2015-02-13李少康王林艳
李少康,左 倩,胡 冲,杨 阳,王林艳
(西安工业大学 机电工程学院,西安710021)
圆度公差是评价回转体零件的一项重要精度指标,它用于控制被测回转体任一正截面上的实际圆相对于理想圆的变动量.圆度误差的大小将直接影响到零件的回转精度、配合面的接触状况及耐磨性等,因此圆度误差的精确测量与评定无论对零件合格性的判定,还是对圆度误差产生原因的判断与消除都十分重要.机械工程等设备中广泛使用的深孔类零件,如油缸、气缸、各种管道以及兵器中的火炮身管等,这类零件的孔精度要求较高,都会提出圆度公差要求.但由于此类深孔长径比大,深孔实际轴线长且复杂,使用普通的测量方法难以保证在深孔全长上按定义要求在实际轴线的正截面上测量圆度误差[1-2].文献[3]采用超声波测量法,操作方法简单,但受测量方法所限,被测工件壁厚不能过大且形状必须是圆管型.文献[4]采用基于电容传感器的非接触测量方法进行深孔测量,测量采用高精度电容传感器和高质量电荷耦合元件(Charge-Coupled Device,CCD)等设备.文献[5]测量采用安装在测量装置上多个传感器的检测数据,计算出深孔测量装置的空间位置和姿态.文献[4]的装置主要是针对微小孔径的测量.文献[5]的装置由于机械机构不具可调性,属专用孔径测量设备,而且两个文献中装置结构复杂,设备昂贵.
本文提出一种经济实用且能满足一定精度要求的深孔圆度测量装置.该装置通过行走机构三点定心、六点定位的自动定心机构找寻出被测深孔局部实际轴线,保证在正截面上测量圆度误差.测量与被测工件外轮廓无关且测量定心机构和测头设计都具有调整空间,以期扩大测量装置的使用范围.
1 自动定心机构及圆度误差评定
圆度公差带是垂直于轴线的任一正截面上半径差为公差值的两同心圆间的区域.如图1(a)所示,深孔实际轴线不是理想直线,而是复杂曲线,且由于轴线较长,实际轴线的空间位置变化较大,故在圆度误差的测量中,难点是如何保证圆度测量是在垂直于实际轴线的正截面上进行.如图1(b)所示,深孔圆度测量装置通过行走机构的中三点定心、六点定位的自动定心机构确定被测深孔局部实际轴线.行走机构包含左右定心体,两者结构类似,每个定心体沿圆周方向均布三个弹性定心装置,由三点定心分别确定左右定心体处于该处测量位置的中心.左右定心体由定心基轴连接,确定了左右定心体这段距离之间的局部实际轴线.传感器位于靠近左定心体的一侧且与左定心体的轴线垂直,测量过程中传感器绕左定心体轴线旋转一周,从而保证圆度测量位于局部实际轴线的正截面上,在实际轴线的垂直方向利用测控系统实现等角度间隔的被测截面径向变化量的测量,最终利用最小二乘法实现圆度误差的评定.
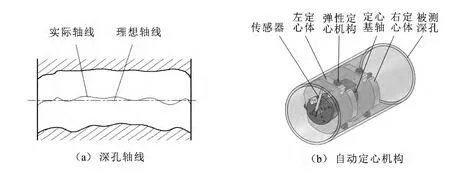
图1 深孔实际轴线的确定Fig.1 Determining the actual axis of deep hole
圆度误差评定采用最小二乘法,该方法由被测截面实际误差轮廓计算出最小二乘圆圆心,以此圆心做包容实际轮廓的内、外包容圆,两圆的半径差为圆度误差值.该方法可用数学方法运算求得.
最小二乘法测量时以被测截面的回转中心为圆心建立极坐标系,如图2所示.在正截面轮廓上等角度间隔地离散采样,采样数据为Pi(Δri,θi),其中Δri为测得的被测实际圆上各等分离散采样点的半径增量,θi为采样点处的角度值,令最小二乘圆的圆心为o1,各离散采样点Pi到最小二乘圆径向偏差为εi,一周测量m个点,则可推导[6].
最小二乘圆圆心o1(a,b)的坐标分量为
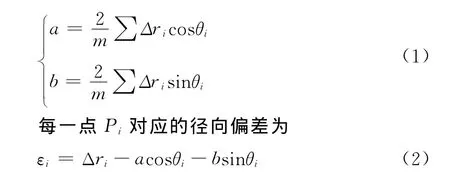
圆度误差为

其中 max(εi)、min(εi)分别为 m 个径向偏差中的最大值和最小值.
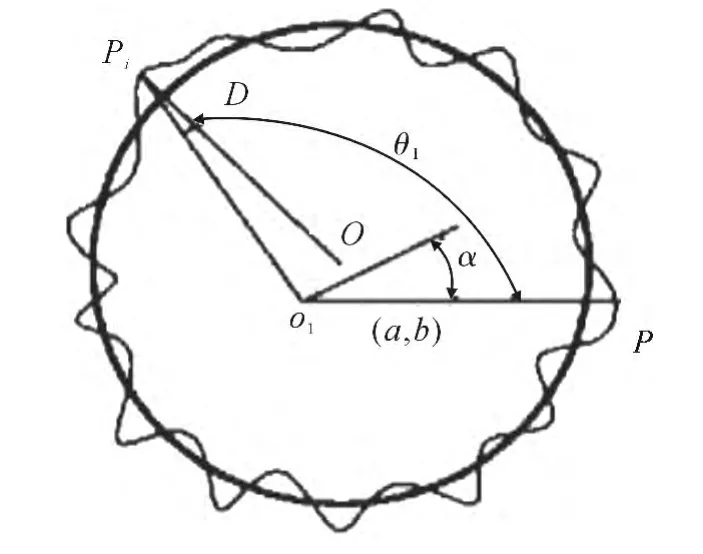
图2 最小二乘法评定圆度误差Fig.2 Roundness evaluation by using the least square method
2 测量装置设计
2.1 测量装置结构设计
深孔圆度测量装置系统三维装配图如图3所示(为观察清晰,隐去隔线板和被测深孔),主要包括自动定心机构和测头调整机构、测头运动机构.
1)自动定心机构.自动定心机构功能主要是实现测量装置在孔内行走时适时确定出被测深孔局部实际轴线,以保证圆度测量在垂直于轴线的正截面内进行,如图3所示,定心机构由左定心体、定心轴、弹性定心机构、右定心体以及连接螺钉组成.左右定心体结构相似,包含三套弹性定心机构.弹性定心机构含定心杯、定心弹簧以及定心钢球,可以实现左右定心体的三点自动定心.左右定心体由定心基轴连接,定心基轴的方向即为被测深孔当前局部实际轴线.该测量装置将定心结构做成分体式,可以增强整个装置在调试安装过程中的灵活性和适应性.通过更换定心杯和弹簧可以实现小范围不同孔径的测量,通过更换左右定心体则可实现较大范围不同孔径的测量.同时,通过改变定心基轴的长度还能实现左右定心体跨距的调整.
2)测头调整机构.测头安装在带有测头径向调整机构的传感器座中,其调整方法采用弹性夹紧机构,结构简单、调节方便,可针对不同孔径大小进行适度调节.
3)测头运动机构.测头运动机构由电机、电机定位板、电机定位转接体、电机限位板以及传感器座等组成.电机置于电机转接体内孔中,电机轴、电机定位板、电机定位转接体和左定心体同轴度要求较高,以保证在测量圆度过程中,电机带动传感器在被测孔实际轴线的正截面上转动,实现圆周上各点轮廓数据的采集.
图3 测量装置三维装配图Fig.3 Three-dimensional assembly drawing of measuring device
2.2 控制系统的电路设计
测量控制系统实现机构运动控制与数据采集功能.包括测量运动的驱动与控制,测头信号的调理、转换以及数据采集与处理.测量装置控制电路总体框图如图4所示.
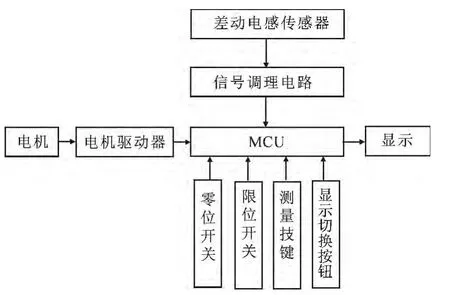
图4 控制电路总体框架图Fig.4 The frame of control circuit
1)信号调理电路.由于采用了差动电感式测头,所以其信号调理电路主要由信号调理芯片AD698及其外部无源元件构成.AD698内部包含振荡器、信号放大器、两个同步解调通道、比例电路及滤波器等.振荡器用于产生低失真的正弦波信号,作为差动电感的激励信号.两个同步解调通道分别检测电桥激励信号和电桥桥臂输出信号的电压幅度,二者对信号进行解调、滤波,然后经过比例电路计算比率,从而输出与差动电感铁芯位移成正比的直流电压信号.
2)微控制单元(Micro Control Unit,MCU).微控制器采用了Silicon Labs公司CIP51内核的SOC型单片机C8051F060,该芯片是一款混合信号片上系统型MCU,内部集成集了高速、高精度A/D转换器以及其他功能模块,能极大地减少电路设计所需的元器件种类,可以有效地缩小印制板面积,节约成本,提高系统可靠性.
3)电机驱动电路.由于测头运动机构所用电机为步进电机,所以采用了与其相配套的步进电机驱动器.
4)显示电路.实时显示测量结果,并能在显示切换键按下时,不断循环显示各个截面测量结果.
5)各个开关与按键.零位和限位开关分别起到了测头运动机构的回零和限位功能.测量按键控制单截面测量过程的开始.显示切换按键负责测量结果的循环显示.
2.3 测控系统的程序设计
测控系统程序首先执行初始化过程,包括I/O口、1602液晶显示器、内部A/D等的初始化.其次持续监测测量键是否按下,当检测到测量键按下时进行一次单截面圆度测量.监测一次单截面测量完成后,立即刷新实时显示当前截面圆度误差值.重复上述操作,直至被测深孔的各个待测截面都已测量完毕.最后可以利用显示切换按键,循环显示前面被测过的所有截面的圆度误差值.
3 测量实例及分析
测量装置样机如图5所示.样机左右定心体轴向跨距150mm,可测孔径为∅190mm的深孔圆度误差.样机在测量过程中,在每一个测量截面上电机携带传感器旋转一周,圆周方向均匀测量36个点.为减少振动和噪音对测量结果的影响,样机未采用扫描式测量,采用静态测量,在每次测量过程中,电机每转一定角度,采样数据前需停留一定时间,然后在该处经多次采样并经数据处理来确定该点最终测量结果.通过样机进行测量试验,发现电机转速和采样停留时间对测量结果影响较大.测量样机采用步进电机,由于每转测量中36处位置每个位置采样前都需要停留,采样后需要加速转动,电机需要不断的升速降速以符合测量要求,故步进电机转速不能太高,否则升速降速加速度过大,会使传感器产生较大的冲击振动.步进电机整步运行方式在低速时电机自身易出现低频振动现象,所以步进电机采用了细分步运行方式.此外,采样前停留时间过长测量效率较低,停留时间过短,振动和噪音会对测量结果产生影响.经过多次试验,初步确定测量装置的样机相关参数取如下值效果较佳:电机转速为18r·min-1,每转6 400步细分,采样停留时间为2s,每处位置采样1 024次.测量装置采用上述参数后,用其对内径为∅190 mm、深度为2 000mm的零件进行了内部等间距的10个截面的测量,每一个截面上传感器旋转一周,圆周方向均匀测量36个点.每一截面圆周方向的测量值也可以保存并输出,以便于进一步分析.第2个截面测量值输出后在Microsoft Visual C++编程环境下的可视化输出结果,如图6所示.

图5 测量装置样机Fig.5 Prototype of measuring device
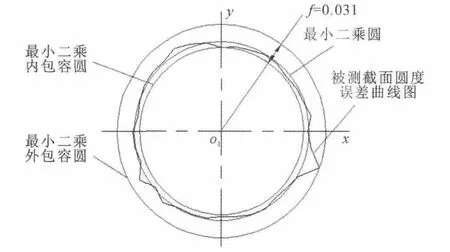
图6 单一截面圆度误差评定Fig.6 Roundness evaluation of single section
4 结 论
在行走机构中提出三点定心、六点定位的自动定心机构确定被测深孔局部实际轴线,解决了深孔圆度误差测量必须在实际轴线正截面上的难题,保证了测量的可靠性.通过多次测量试验,初步得到样机的合理参数.通过样机零部件的调整或更换,实现了小范围不同孔径的深孔圆度误差测量,并具有测量数据的保存和输出功能,以方便使用外部计算机完成对测量结果更深入地分析,可协助判断被测工件加工过程中圆度误差产生的原因.
[1] 余厚云,赵转萍,杨明.圆柱度测量中基于光电传感器的误差分离方法[J].传感器与微系统,2007,26(4):36.YU Hou-yun,ZHAO Zhuan-ping,YANG Ming.Method of Error Separation Based on Photoelectric Sensor in Measurement of Cylindricity[J].Transducer and Microsystem Technologies,2007,26(4):36.(in Chinese)
[2] 辛舟,李菊生.孔径圆度自动测量及误差处理[J].机电一体化,2008,2:69.XIN Zhou,LI Ju-sheng.Automatic Measurement and Data Processing of Roundness of Hole[J].Mechatronics,2008,2:69.(in Chinese)
[3] 岳晓斌,陈永鹏.一种深孔尺寸、圆度、同轴度及直线度测量方法[J].工具技术,2008,42(1):111.YUE Xiao-bin,CHEN Yong-peng.Measuring Method for Diameter,Roundness,Coaxiality and Linearity of Deep Holes[J].Tool Engineering,2008,42(1):111.(in Chinese)
[4] YU Y X,ZHANG H,WANG Z C.Deep-hole Inner Diameter Measuring System Based on Non-contact Capacitance Sensor[J].Trans Tianjin Univ,2010,16:447.
[5] 郑军,徐春广,刘中生,等.深孔测量装置的空间姿态和位置检测技术研究[J].工业仪表与自动化装置,2003(6):57.ZHENG Jun,XU Chun-guang,LIU Zhong-sheng,et al.A Study of the Spatial Position and Attitude Detection Technology of a Deep Hole Measurement Device[J].Industrial Instrumentation & Automation,2003(6):57.(in Chinese)
[6] 廖念钊,古莹菴,莫雨松.互换性与技术测量[M].北京:中国计量出版社,2012.LIAO Nian-zhao,GU Ying-an,MO Yu-song.Interchangeability and Technical Measurement[M].Beijing:Chinese Metrology Press,2012.(in Chinese)
【相关参考文献链接】
王林艳,王建华.基于坐标法的复杂曲面轮廓度的误差评定[J].2006,26(3):228.
王林艳,李少康,王玉荣.交错排序法在评定直线度误差中的应用[J].2008,28(4):323.
王建华,陈城.圆度误差评定中α-壳的删点效率分析[J].2009,29(5):424.
卢春霞,李阳,王建华.渐开线齿轮安装偏心误差自动补偿算法的实验验证[J].2014,34(4):287.
杨密,李平,卢春霞,等.逐次逼近法评定自由曲线的轮廊度误差[J].2006,26(1):33.
刘钧,辛维娟,高明.直线位移工作台运动误差补偿方法研究[J].2006,26(4):316.
吕季轩,王建华,解鹏辉.虚拟齿轮测量中心的几何运动误差建模及其对测量效应的分析[J].2014,34(6):436.
解鹏辉,王建华,劳奇成,等.虚拟弧齿锥齿轮齿面可控性椭球抛物面误差的叠加新方法[J].2014,34(6):459.
盛钢,沈云波.斜齿轮高阶传动误差设计与分析[J].2010,30(4):325.
沈云波.高阶传动误差函数的面齿轮传动设计新方法[J].2013,33(12):961.
梁巍,王建华.摆线齿轮齿廓的法向极坐标测量及误差分析[J].2015,35(10):795.
