龙门线设备进行填孔电镀工艺的应用
2015-02-05肖正峰天津普林电路股份有限公司天津300308
肖正峰(天津普林电路股份有限公司,天津 300308)
龙门线设备进行填孔电镀工艺的应用
Paper Code: S-142
肖正峰
(天津普林电路股份有限公司,天津 300308)
为了满足PCB的高密度互联,诞生了填孔电镀工艺。但是VCP生产线及不溶性阳极生产设备的设备成本巨大,为了降低设备成本的投入,尝试了利用现有龙门线设备、普通的可溶性阳极、D公司填孔药水进行填孔电镀工艺的可行性验证。经过各种方案的实践,最终确定了此工艺的流程及加工参数。最终产品完全可以满足盲孔对微凹的要求、通孔的镀铜厚度要求、各种可靠性要求,并已启用该设备进行填孔生产板的批量加工。
填孔电镀;龙门线;成本;流程;加工参数
1 前言
随着电子产品朝高集成度方向发展,为了实现高密度互联(HDI),采用将盲孔用电镀铜填平的方法进行层间的导通。电镀填孔技术具有高散热性、高可靠性等优点,近年来被广泛应用[1][2]。
盲孔的填充的本质是镀铜在盲孔底部的电沉积速率大于盲孔表面的电沉积速率[3],其实现的过程主要是利用光亮剂的作用完成,填孔光亮剂分为光亮剂、整平剂、抑制剂,光亮剂为含硫有机物,吸附在低电位区(孔底),加速铜离子的还原,整平剂为含N有机物,吸附在高电流区域(孔口、拐角)降低电镀速度,抑制剂为聚醇类化合物,与氯离子一起抑制电镀速度,降低高低电位区的差距,三种组分共同作用最终将盲孔填平,本文使用D公司的填孔光亮剂。

表1 填孔槽液的组成及工序流程

表2 不同填孔设备对比

表3 填孔使用阳极的对比
综合以上对比,龙门线配合可溶性阳极进行填孔电镀加工的成本优势非常明显,因此利用佳辉图形电镀使用的龙门线,进行填孔与通孔同时加工的工艺可行性验证,目前已验证合格,并实现批量生产,希望我们的经验能够给PCB行业的龙门线填孔工艺提供参考。
2 前期工作
2.1 生产线COV调整
通过调整液位、阳极挡板位置、阳极排布等、摇摆频率等,最终将COV控制在10%以内。均值26.5μm,COV8.5%。
2.2 试验板的设计

表4 试验板设计
3 试验部分
3.1 填孔工艺流程试验方案

表5 流程试验方案
3.2 试验结果

表6 流程试验结果
小结:
前两种方案加工后的dimple过大。
分析方案1原因为化镀铜导电性不良,且易氧化,填孔初期光亮剂的吸附不理想,加速剂吸附较少,导致起镀过慢,无法填平。
分析方案2为填孔前处理的微蚀效果不良,盲孔的微蚀效果欠佳,影响了光亮剂吸附,起镀过慢,无法填平。
分析方案3经过粗化处理,由于有上下喷淋,能够较好的对盲孔内进行微蚀,增加盲孔内镀铜的新鲜度,有利于填孔光亮剂的吸附,保证了填孔效果。
因此,填孔电镀工艺流程设定如下:
……钻孔→激光钻孔→化镀→闪镀铜→外层粗化→填孔电镀……
3.2 填孔的加工参数确认3.2.1 试验方案
之前已经确定了填孔电镀的工艺流程,现对填孔参数进行比对,寻找同时满足填孔dimple和通孔镀铜厚度的最佳参数。
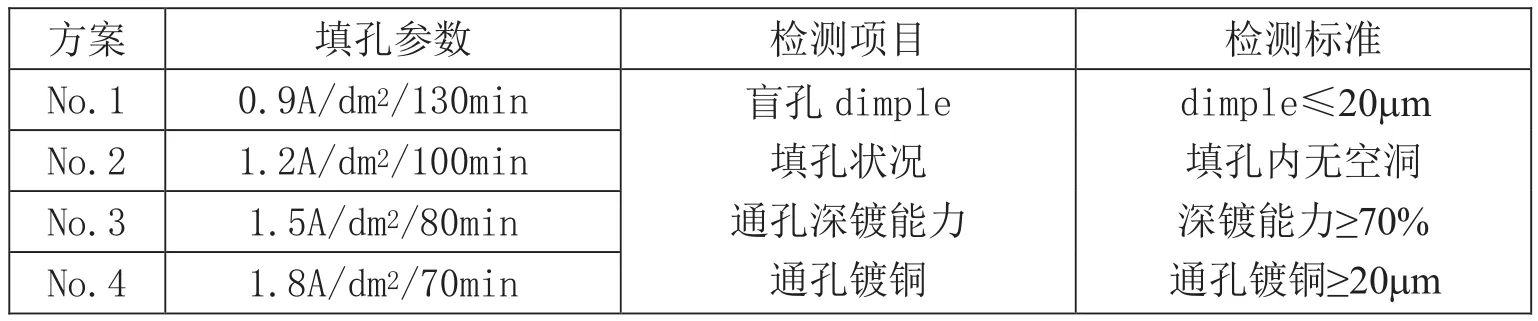
表7 加工参数试验方案
3.2.2 检测方法
盲孔检测:每个方案每种孔径测试12个切片,取样位置分布在整板,每个切片激光孔数量20个,每种激光孔为240个,L1和L4面分别统计,盲孔的dimple使用金相显微镜拍照测量,填孔状况在金相显微镜下观察,dimple和填孔状况均取最差数据作为切片的检测结果进行统计和整理。
通孔检测:每种方案每种孔径切取5个,分布在四周及板中心位置,每个切片通孔数量10个,取最差数据作为每个切片的检测结果进行统计和整理。
3.2.3 试验结果
(1)填孔dimple结果。
小结:所有方案所有孔径盲孔dimple≤20μm,合格,其中方案2、3dimple相对较好。
以上可见dimpl最佳孔径范围为90 μm ~ 100 μm。其原因为较小的孔径会影响槽液的交换,导致填孔速度减慢,影响填平效果,而较大的孔径,则影响了光亮剂的分布,减少了孔底和孔口的电势差,影响了加速剂的吸附,同样减慢了填孔速度,影响填平效果 。
实际生产时,可根据盲孔的孔径,选择适当的电镀参数。
(2)盲孔填充效果(以孔内气泡数量进行统计)。
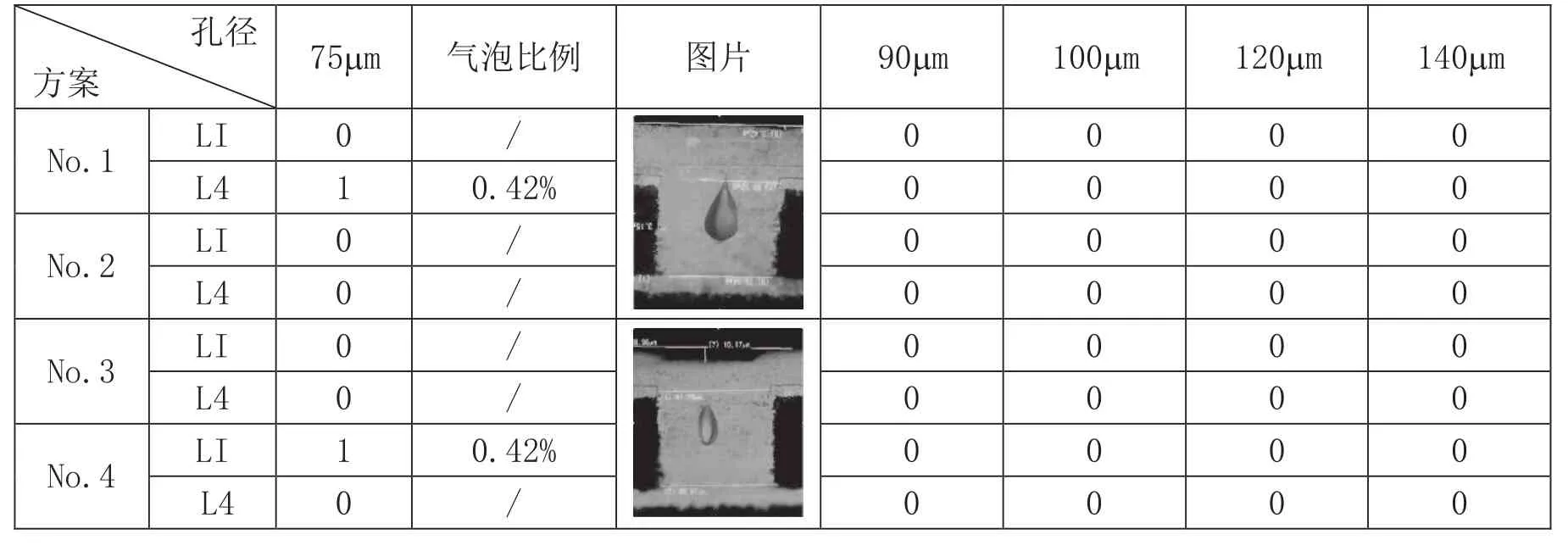
表8 盲孔填充结果统计
小结:90μm以上盲孔无空洞问题,75μm盲孔有空洞问题,原因分析为个别小孔的微蚀效果不良,影响了孔底加速剂的吸附,导致孔口的沉积速度超过孔底沉积速度形成空洞。
(3)通孔深镀能力。

表9 通孔深镀能力/孔壁最小铜厚(μm)
小结:四种方案深镀能力均达到70%以上,四个方案的深镀能力逐渐下降,这是高铜低酸体系所导致,小电流通孔的深镀能力较好,但是镀铜时间较长,影响产能,生产时需要综合考虑。
3.3 性能测试
3.3.1 测试项目

?
3.3.2 测试结果
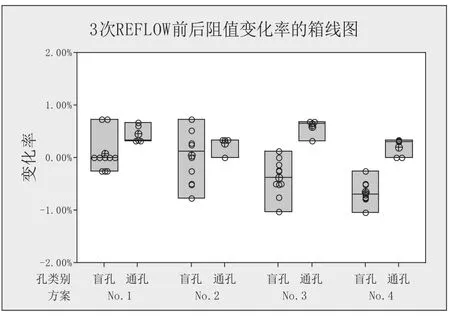
图1 REFLOW测试结果

图2 冷热循环测试结果

表10 热冲击测试结果
小结:RFLOW测试、冷热冲击测试、热应力测试结果均合格。
4 总结
(1)经过调整,将生产线镀铜COV调整至10%以内,这样可以保证后序DES加工的均匀性。
(2)填孔电镀工艺流程:……钻孔→激光钻孔→化镀→闪镀铜→外层粗化→填孔电镀……
关键控制点:闪镀铜镀铜厚度控制在5~10μm;粗化微蚀量控制在0.4-~1.0μm。
(3)dimple 、盲孔填孔状况、RFLOW测试、冷热循环测试、热应力测试均合格,性能满足要求。(4)综合考虑,填孔1.2~1.5 A/dm2参数最合适,镀铜时间取决与盲孔孔径及通孔镀铜要求。
综上,使用龙门线进行填孔电镀工艺是可行的,可同时进行盲孔填孔及通孔镀铜。
[1]张曦,杨之诚,孔令文等. 填孔电镀光亮剂研究进展[J]. 印制电路信息,2010,9∶21-23.
[2]王洪,杨宏强. 微孔电镀填孔技术在IC载板中的应用[J]. 印制电路信息,2005,2∶32-36.
[3]崔正丹,谢添华,李志东. 不同电镀参数组合对电镀填孔效果影响研究[J]. 印制电路信息,2011,4∶80-84.
肖正峰,湿法工艺工程师。
Application of hole filling plating process of vertical line equipment
XIAO Zheng-feng
In order to meet the high density interconnection need, the via-filling plating process was born. But VCP production line and insoluble anode equipment are very expensive. In order to decrease equipment cost, we tried to use existing vertical line equipment, common soluble anode and Dcompany via-filling liquid to validate feasibility of via-filling plating process. Through experiment of various kinds of plan, we finally fixed the process flow and machining parameter. The terminal product could completely fill the blind via’s dimple requirement, the via’s copper thickness requirement and other stability requirement. And this equipment has been put into mass production for via filling PCB.
Via-Filling Plating; Vertical Line; Cost; Process; Machining Parameter
TN41
:A
:1009-0096(2015)03-0128-05
