加工方式对无取向电工钢疲劳性能的影响
2015-02-02杜丽影李荣锋彭志英
杜丽影 薛 欢 李荣锋 刘 冬 余 立 彭志英
(武钢研究院 湖北 武汉:430080)
加工方式对无取向电工钢疲劳性能的影响
杜丽影薛欢李荣锋刘冬余立彭志英
(武钢研究院湖北武汉:430080)
摘要以30WGP1600无取向电工钢为研究对象,通过扫描电镜、X射线衍射仪等设备,探讨了线切割和激光切割加工方式对电工钢疲劳寿命的影响及其原因,结果表明:激光切割加工方式大幅提高了材料的疲劳寿命。其主要原因由于激光切割试样边部产生薄的硬化层,并对试样表面引入较大的残余压应力,且上下表面应力比的绝对值较小。
关键词加工方式;电工钢;疲劳性能;激光切割;线切割;疲劳寿命
电动汽车电机转子在高速旋转时承受循环变化的离心力作用[1-3],从安全使用角度考虑,电机用电工钢的疲劳性能已引起高度重视。为了试验的可操作性和节约成本,一般用实验室小批量测试的材料疲劳性能来指导电机设计。
为了得到可靠的疲劳性能,疲劳试样的制备非常关键。因电工钢试样超薄,在加工试样过程中,易产生加工硬化和变形,从而影响材料的疲劳性能的可靠度,选择合适的加工方法至关重要。激光切割和线切割主要用于小批量生产和实验室检验,本课题重点试验并分析了激光切割和线切割对电工钢疲劳寿命的影响。
1实验材料和方法
试验用材料为30WGP1600无取向电工钢,厚度0.3mm。疲劳试样的加工图纸如图1,轴向方向与轧制方向平行。试样分别采用线切割和激光切割(功率1600W,切割速度8000mm/min,气压500kPa,气体类型N2,激光模式:CW连续光纤)的加工方式,切后试样两侧面和转角处用180#~1800#的砂纸抛光,以减少表面缺陷和加工因素对疲劳寿命的影响,试样的上下表面带有涂层,用酒精清洗干净。
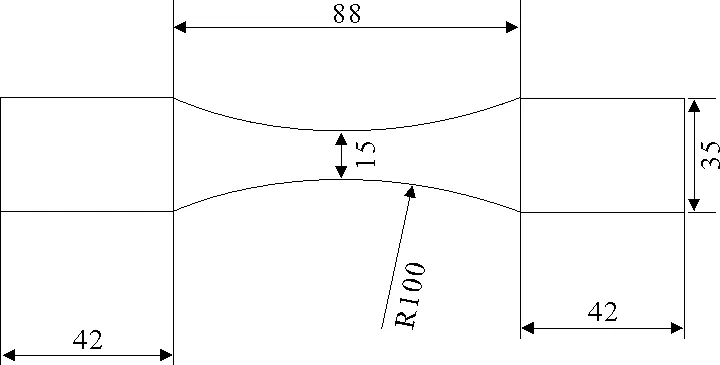
图1 疲劳试样加工图
试验用钢的化学成分(质量分数)为含Si3.0%、含C 0.002%,其它元素有P、S、Al、N。试验用钢常规性能如表1所示,其组织如图2所示,平均晶粒尺寸为110μm~130μm。

表1 30WGP1600电工钢的常规性能
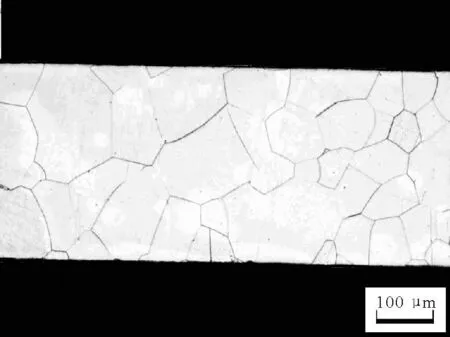
图2 试验用钢微观组织
疲劳试验在室温下进行,所用设备为5kN电磁力疲劳试验机,试验加载比R,即最小加载应力与最大加载应力的比值为0.1,加载频率为50Hz,加载模式为应力控制,最大加载应力分别为400MPa、420MPa、460MPa,采用正弦波形。试验期间保证试样中心线和夹具中心线尽量一致,试样在固定和测试期间不出现弯曲和皱折现象。
在FEI Quanta400型扫描电镜(SEM)下观察试样加工边缘形貌,用XRD便携式X射线衍射仪测试残余应力,用FV-700维氏硬度计测试硬度值。
2试验结果与分析
图3为在同样加载条件下,不同加工方式的平均疲劳寿命对比图。由图可知,激光切割试样在不同的应力级别下循环107周次后没有断裂, 线切割试样每个应力级别下循环几十万周次后断裂,因此,激光切割的方式大大提高了电工钢的疲劳寿命。
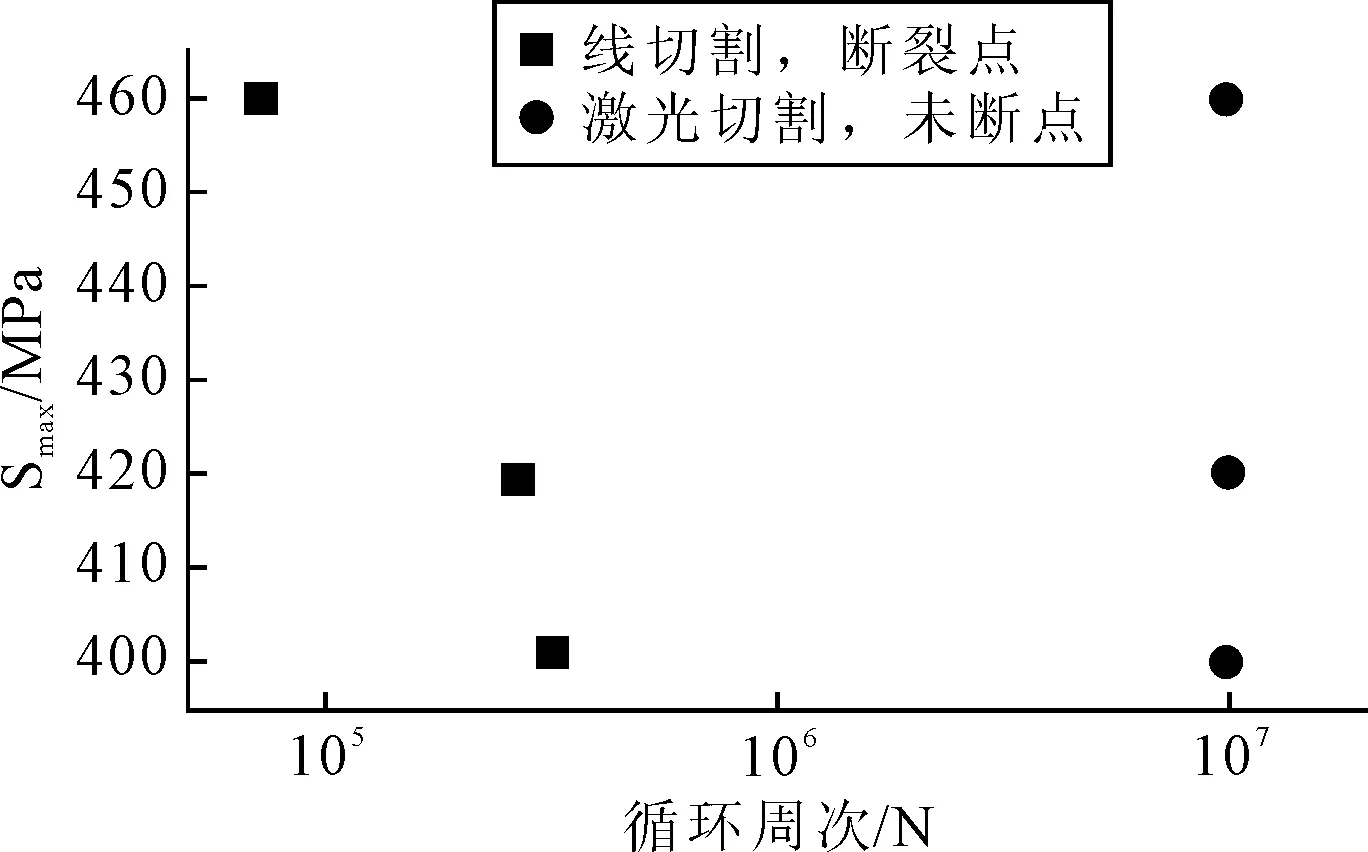
图3 不同加工方式下电工钢的疲劳寿命
利用扫描电镜观察不同加工方式的边部组织如图4所示。由图4可知,线切割边部粗糙度较大,而激光切割边部较平整,有一层熔化区。这是由于激光切割在1000多度的温度下进行,过程中的快速加热会产生热应力,这种热应力能使边部产生热塑性变形,经室温冷却后形成薄的硬化层,这些因素都导致材料的疲劳寿命提高。
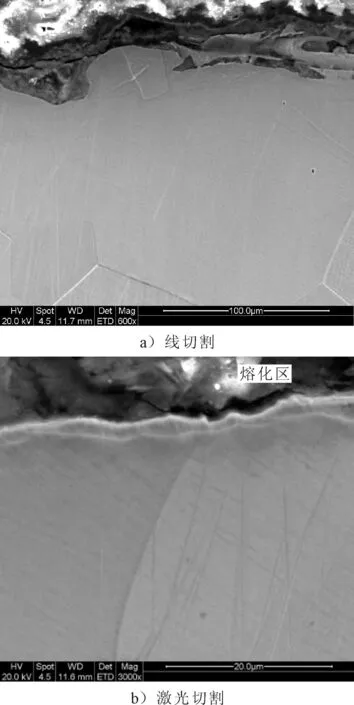
图4 不同加工方式的边部组织
图5给出了不同加工方式加工后试样的硬度分布图。由图5可知,线切割和激光切割后的试样硬度分布基本一致,无明显波动,两种加工方式对试样硬度的影响不大。表2给出了两种加工方式下电工钢试样边部的纵向残余应力值。从结果中可知,与线切割相比,激光切割的残余压应力较大,残余拉应力较小。因此,激光切割方式提高了电工钢的疲劳寿命。一方面,由于当试样表面引入残余压应力时,与外加平均应力叠加,使实际平均应力降低,材料的疲劳寿命提高,残余压应力越大,疲劳寿命提高的幅度越大;当试样表面引入残余拉应力时,试样所承受的真实平均应力增加,材料的疲劳寿命降低,残余拉应力越小,疲劳寿命降低的幅度越小。另一方面,线切割试样的上下表面应力比的绝对值为3.81,激光切割试样上下表面应力比的绝对值为1.2,约是线切割试样上下表面应力比的1/3, 应力分布较均匀,从而改善了材料的疲劳寿命。
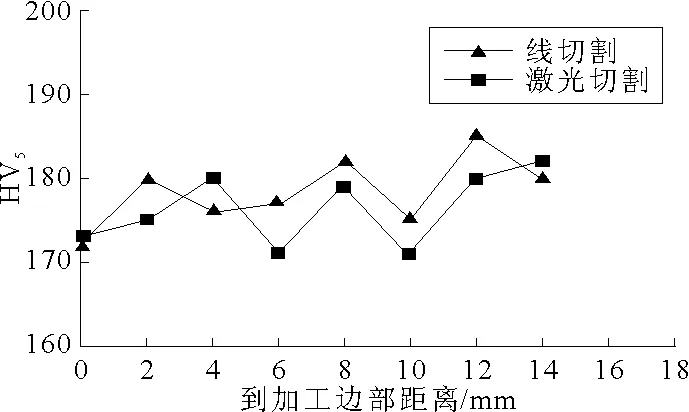
图5 不同加工方式试样的硬度分布
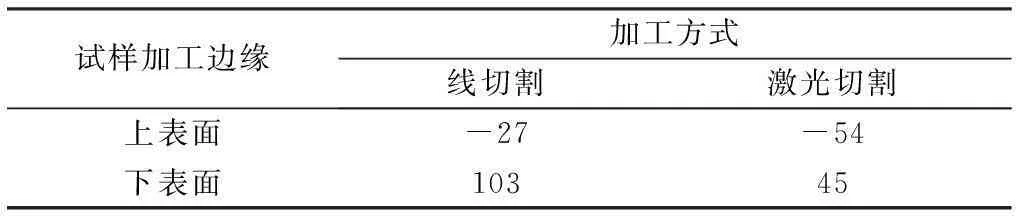
试样加工边缘加工方式线切割激光切割上表面-27-54下表面10345
3结论
(1)线切割和激光切割是实验室检验常用的两种加工方式。与线切割相比,激光切割大幅提高了电工钢的疲劳寿命。
(2)线切割试样的边部较粗糙,且引入残余拉应力;激光切割试样的边部产生薄的硬化层,边部较平整,对试样表面引入残余压应力。但两种加工方式对试样的硬度影响较小。
参考文献
[1]陈远扬,韩则胤,陈阳生.高速内嵌式永磁电动机转子机械强度分析[J].微特电机,2012,40(5):5-9.
[2]Jae-Woo Jung, Byeong-Hwa Lee, et al. Mechanical Stress Reduction of Rotor Core of Interior Permanent Magnet Synchronous Motor[J]. IEEE Transactions on Magnetics,2012,48(2):911-914.
[3]Edward C. Lovelace, et al. Mechanical Design Considerations for Conventionally Laminated, High-Speed, Interior PM Synchronous Machine Rotors[J]. IEEE Trans.Magn.,2004,40(3):806-812.
(责任编辑:李文英)
Influence of the Cutting Process on the Fatigue
Properties of Non-oriented Electrical Steels
DU LiyingXUE HuanLI RongfengLIU DongYU LiPENG Zhiying
(Research & Development Center of WISCO, Wuhan 430080, Hubei)
Abstract:The influence of laser cutting and using Wire Electric Discharge Machining on fatigue life of 30WGP1600 non-oriented electrical steels was studied by means of SEM and X-ray diffractometer, and the difference of fatigue life caused by difderent cutting processes has also been discussed. The result showed the fatigue life of 30WGP1600 electrical steels with laser cutting greatly enhanced due to cut edge hardened layer and a rather large surface residual compression stress and smaller surface stress ratio caused by laser cutting.
Key words:cutting process; electrical steel; fatigue properties; laser cutting; wire cutting; fatigue life
作者简介:杜丽影(1982~),女,在读博士生,工程师.E-mail: duliying821012@163.com
收稿日期:2015-09-22修回日期:2015-11-17
中图分类号:TM275
文献标识码:A
文章编号:1671-3524(2015)04-0029-03
