喷雾冷却系统的模糊控制器设计
2015-02-01李有文余建华
李有文 余建华 胡 琳
(山西机电职业技术学院,山西 长治046011)
0 引言
近年来,工业生产过程使用大量切削液,使得处理切削液的费用占到了零件总加工成本的14%~17%,切削液还会直接污染车间环境、危害工人健康。本系统利用压缩气体和液体作为冷却介质,解决了切削液的污染问题,在提倡绿色环保的今天,推广喷雾冷却系统具有重要的现实意义。
1 冷却系统整体设计
喷雾实验装置总体结构如图1所示。温度控制器可以根据建工需要事先设置相关需控制的温度,再由温度传感器采集相关加工工件的温度,将温度传输给温度控制器,温度控制器将设置温度和采集温度进行比较,根据模糊控制规则,由温度控制器输出相应的控制量分别对气体流量和液体流量进行相应配比,气体和液体在雾化喷头处进行混合喷出。模糊控制器的优点是不需要对相关的控制环节有太精确的把控,在整个过程中可以实时根据温度传感器的信号来改变相应的输出变量,使得工件可以在一个稳定的加工环境中进行加工,既提高了加工的精度,也解决了加工过程中温度变化引起的应力集中温度问题。同时使用的冷却介质都是无污染的气体和液体,也解决了切削液的处理问题。

图1 喷雾实验装置总体结构
2 硬件设计
整个系统设计的重点是温度控制的实现。该控制器设计了键盘输入,可以通过键盘输入加工过程中需要的恒定温度并显示,加工过程中由温度传感器(热电偶)来进行工件温度的实时采集,并由A/D转化成数字信号交由单片机处理;单片机将采集信号和输入信号进行对比,再结合模糊控制规则,将偏差值和偏差变化量进行量化、模糊化,经过推理得出所需要的输出变量;D/A的作用是将输出的变量转换成模拟控制量,再经由触发电路和功率调节装置进行相应的放大,去控制气体和液体比例电磁阀的输出。该系统还设置了环境温度的采集,主要作用是进行相应的温度补偿,让该系统可以适应更多的环境。温度控制器系统设计框图如图2所示。

图2 温度控制器系统设计框图
3 模糊温度控制器算法设计
模糊控制不局限于系统输入和输出量是对应的确切的数学关系,它的设计可以利用设计者的经验来描述输入和输出,同时在过程之中可以根据控制规则改变输入和输出的关系,令整个系统达到最优化。这也使得模糊控制器的设计不能用数学来解析模型。控制器算法的设计主要分为4个步骤:模糊控制器结构的确定、相关参数的模糊化处理、模糊规则的建立、最终输出量的反模糊化输出。
3.1 模糊控制器结构确定
模糊控制的结构主要根据系统的设计要求来确定,这也是模糊控制器的灵活之处。采集温度和输入温度的对比得到偏差信号E,再根据前后偏差信号的对比可以得出偏差变化量EC。根据两个值确定该系统可以采用二维模糊控制器结构。
3.2 系统参数模糊化处理
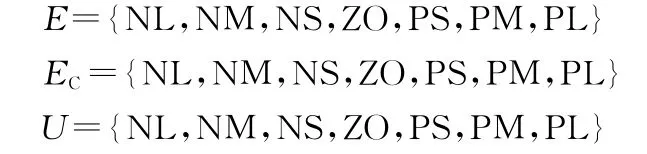
根据温度控制器根据设计要求,偏差e基本论域初设为[-12,12],由于升温速率不快,偏差变化ec基本论域为[-12,12];模糊论域参考Mamdani模糊控制理论,模糊论域E和EC统一设为[-6,6],U设为[-6,6];量化因子为Ke=6/12=1/2,Kec=6/12=1/2。模糊论域E、EC、U分别具有一定的变化范围,将该变化范围分别定义为模糊集上的论域,可以定义为13个等级:


3.3 模糊规则建立
根据模糊控制系统的建立方法,采用语言描述的形式,输出及输入的模糊子集的描述分别为:
根据模糊规则可以将偏差E和EC分成两头大、中间小,考虑温度偏差大时可以快速逼近设定值,偏差较小时可以使控制效果变得精确、细腻;同时采用三角形和梯形函数,便于离线计算。输出U采用Z型和S型函数,使得输出数据过渡变得平滑。
3.4 模糊控制规则表确定
确定模糊控制规则表时只需要调整相关参数,使得系统输出响应的动静态性能达到最佳即可,这也是模糊控制的特点之一,可以由设计人员根据经验得出。根据系统输出相应关系,利用偏差和偏差变化趋势调节,可推出控制过程的所有控制规则如表1所示。
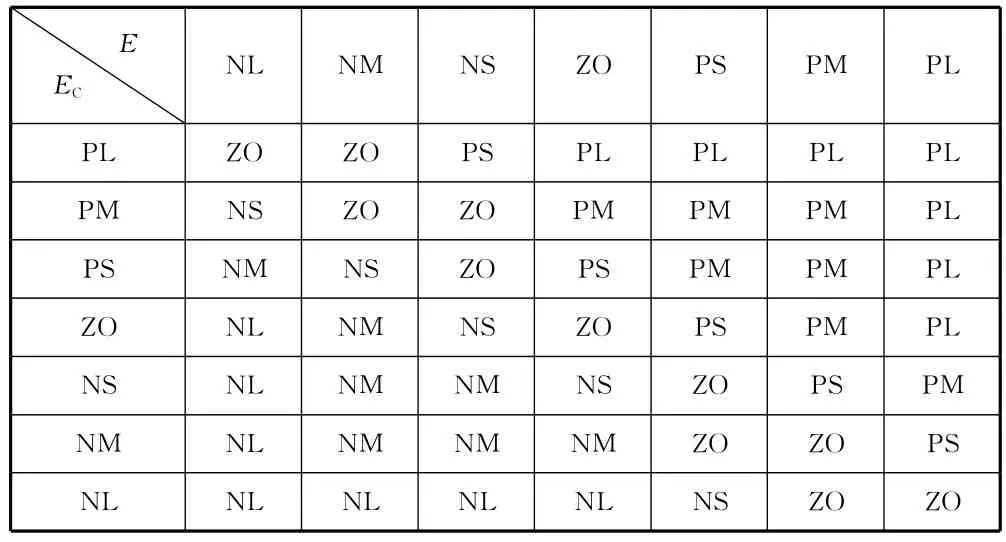
表1 模糊控制规则表
3.5 输出量的反模糊化
采用Mamdani模糊控制方法来设计本文的模糊温度控制器,确定了它的量化因子、模糊规则、隶属函数、比例因子等相关参数,通过模糊推理,最终计算出相应的输出量,得出模糊温度控制器最终的输入、输出关系表(表2)。
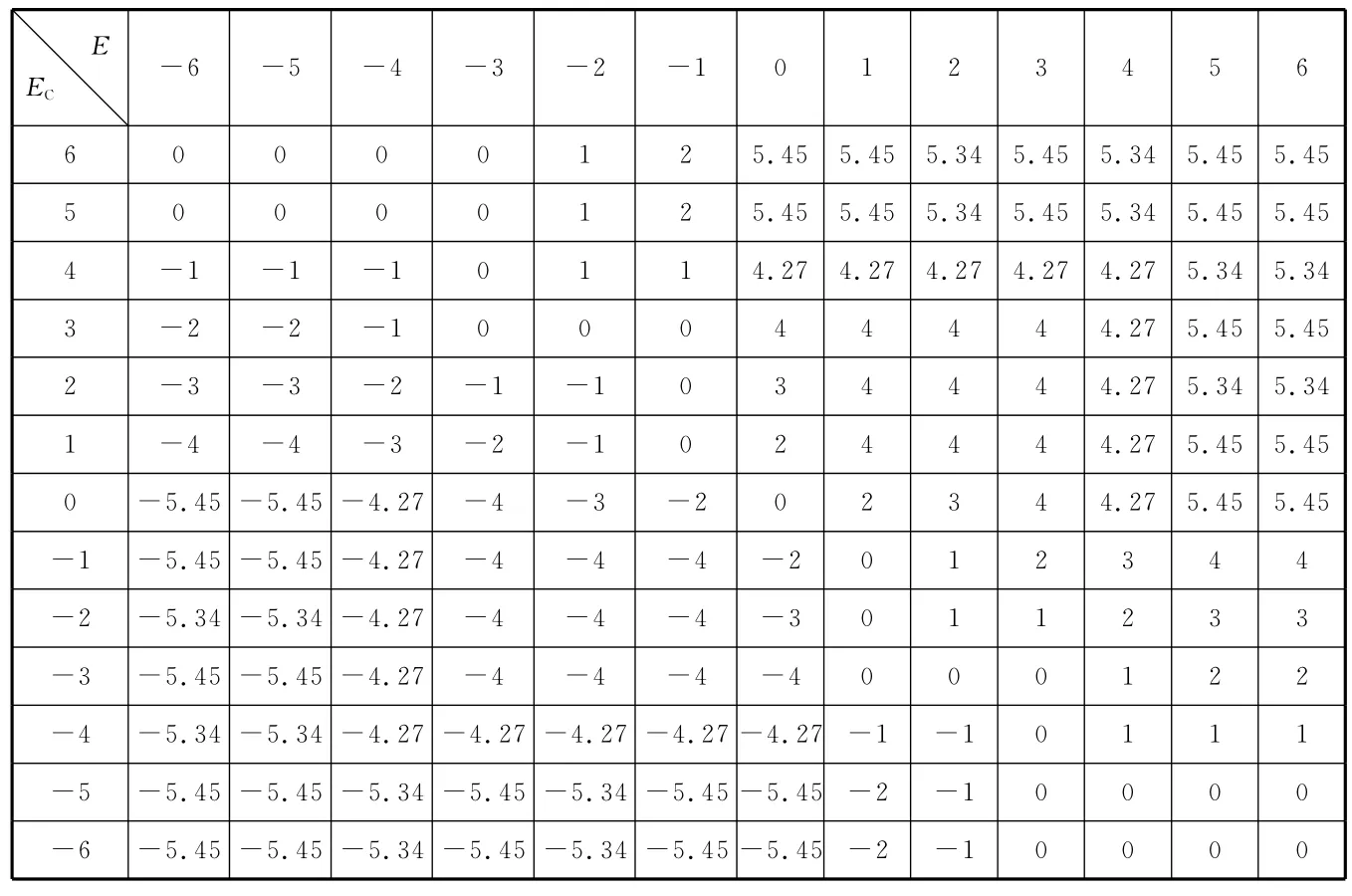
表2 输入、输出关系表
4 模糊温度控制器的软件设计
系统软件设计主要包括6个模块:单片机系统初始化模块、所需温度的输入模块、加工工件的温度采集模块、相关温度值的处理模块、环境温度采集模块和模糊控制算法模块。6个模块整合在一起的系统流程如图3所示。
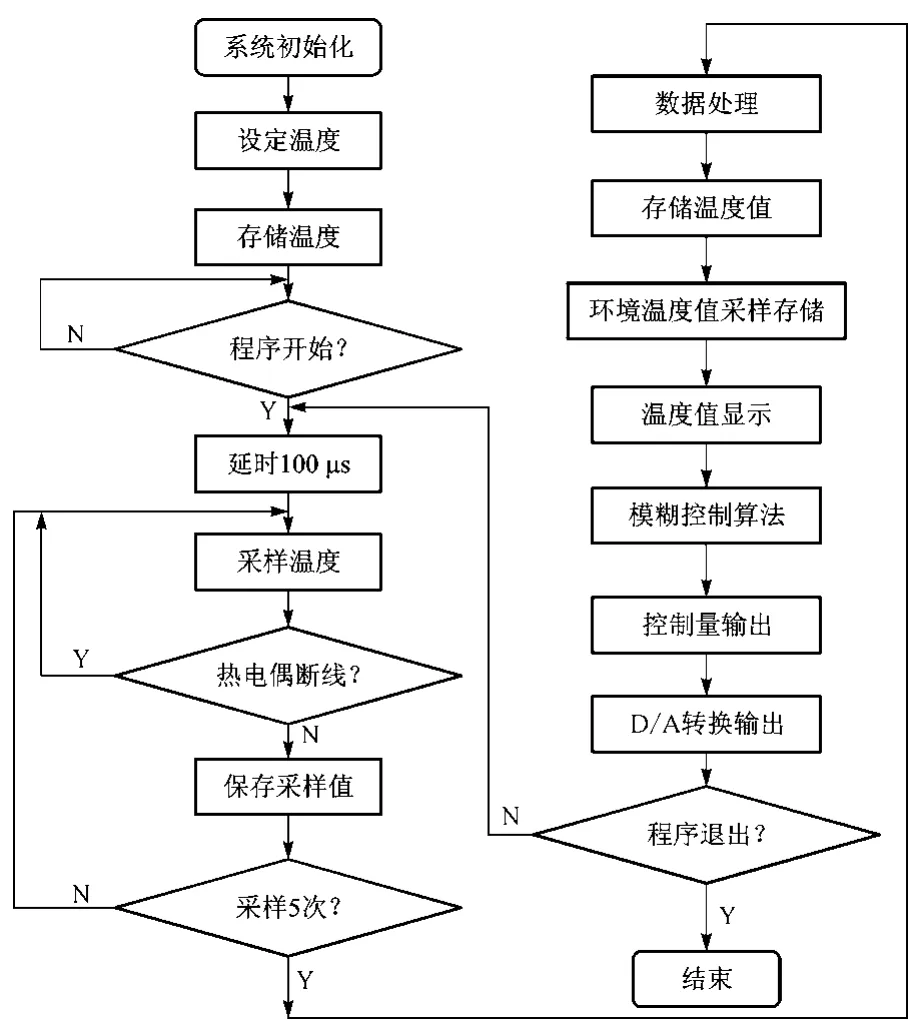
图3 主程序流程图
5 结语
本文运用模糊控制作为控制方式,以单片机作为核心控制芯片,设计了模糊温度控制器。通过 MATLAB/Simulink平台对模糊控制系统的稳定性进行了分析,也验证了模糊规则设计的实用性与合理性。
[1]任家隆.切削中的绿色冷却技术[J].机械工艺师,2001(8):34,51.
[2]彭跃湘,胡佳英.切削加工中喷雾冷却的应用[J].新技术新工艺,2006(6):21-22.
[3]石辛民,郝整清.模糊控制及其 MATLAB仿真[M].北京:清华大学出版社,北京交通大学出版社,2008.
[4]刘曙光,魏俊民,竺志超.模糊控制技术[M].北京:中国纺织出版社,2001.
[5]王鸣.基于模糊控制理论的一种PID参数自整定控制器的设计与仿真[J].自动化与仪器仪表,2000(1):14-17.
