摩擦学在竹加工机械切削系统中的应用研究
2015-02-01黄帆
黄 帆
(福建水利电力职业技术学院,福建 三明366000)
0 引言
近年来,竹制品加工行业快速发展,各种产品种类越来越丰富,对竹制品加工设备的需求量日益增加,技术也随之不断发展。但从整体上看,竹工机械的水平还较低,特别是我国,竹工机械的研究起步较晚、起点较低,为提高生产效率,竹加工设备需朝大型化、智能化等方面发展。竹加工设备中切削部件是核心部分,切削系统的结构及匹配设计直接影响到竹制品的产量、质量以及生产成本。我国的竹加工机械发展至今,其机构部分日趋成熟,但对切削系统的设计分析理论尚不成熟,其力学与摩擦学分析依然有待探讨。
现行最常用的竹工机械分类方法是按照竹工机械的加工用途进行分类。因此,本文将根据竹工机械的加工用途选取较为常用的设备进行举例分析,对其切削部件的刀具磨损、切削力分布及切削区域的温度场、应力场进行探索性的研究,并探讨其设计方法。
1 以破篾机为例进行的竹工机械摩擦学分析计算
1.1 应力场分析
现今常见的破篾机(图1)是通过传送带将竹材以不同角度传动、输送原材料进入刀具破片部。假设破篾刀安装夹角为θ,竹材料重力为G,进篾平台传送力为F,则破篾时切削刀具的瞬间受力情况较容易进行分析。
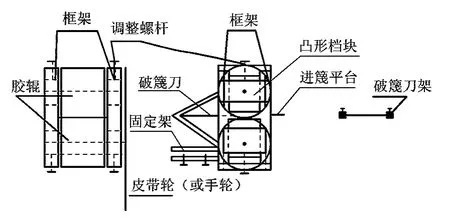
图1 破篾机示意图
由图2分析可知,由进篾平台传送力F与材料重力G合成切削刀具应力σ,其大小主要与传送力F及切削刀具安装角度θ有关。实践证明,刀具安装角度θ并非越小越好,而是取5°~10°为佳。
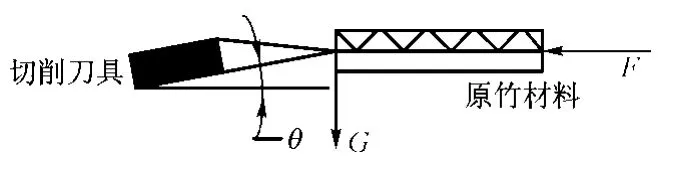
图2 切削刀具应力分析图
1.2 温度场分析
对切削部位进行温度场分析是为了进一步监测切削加工刀具与加工时效的关系。通过温度检测仪器测得不同时间、不同工况下的切削温度,结合刀具在不同温度下的使用寿命,可以得出较优的连续工作方案和润滑冷却方案。
1.3 模拟性台架实验
需要得到更加准确的数据可以考虑使用模拟性台架实验,即在试件实验的基础上,根据所选定的参数设计实际的零件,并在模拟使用条件下进行台架试验。由于台架试验的条件接近于实际工况,增强了实验结果的可靠性。同时,通过实验条件的强化和严格控制,可以在较短的时间内获得系统的实验数据,还可以进行个别因素对磨损性能影响的研究。
2 影响切削加工的因素
2.1 摩擦
在切削刀具与竹材料摩擦过程中,由于力和热的作用,摩擦表面将发生一系列的变化,这些变化对摩擦磨损性能有很大影响。表面形貌和微观接触状况在摩擦中不断地变化。同时,摩擦表面的吸附膜和氧化膜也将发生破裂、再生和转移。
当两个固体表面接触时,由于表面粗糙,使实际接触只发生在表观面积的极小部分上。实际接触面积的大小和分布对于摩擦磨损起着决定性的影响。
对于竹材料加工中的滑动摩擦状态,由于存在切向力,实际接触面积和接触点的变形条件都取决于法向载荷产生的压应力和切向力产生的剪应力的联合作用,因而修正后的摩擦系数为:

2.2 磨损
磨损是相互接触的物体在相对运动中表层材料不断损伤的过程,它是伴随摩擦而产生的必然结果。磨损问题在其他场合中引起了人们极大的重视,这是由于磨损所造成的损失十分惊人。根据统计,机械零件的失效主要有磨损、断裂和腐蚀等三种方式,而磨损失效约占60%~80%。因而研究竹加工设备的磨损机理和提高耐磨性的措施,将有效地节约材料和能量,提高竹加工机械装备的使用性能和寿命,减少维修费用,具有较大的意义。
由于技术的发展,竹加工设备切削刀具存在的磨损问题已成为薄弱环节,特别是高速、重载、精密以及特殊工况下工作的机械对于磨损研究提出了更迫切的要求。同时,近代其他科学技术例如材料科学、物理化学、表面测试技术等的发展,有助于对磨损机理进行更深入的研究。
通过对竹加工设备切削刀具各种磨损现象的观察和分析,可以找出它们的变化规律和影响因素,寻求控制磨损和提高耐磨性的措施。
3 提高竹工机械加工效率的摩擦学分析方法
要提高竹工机械加工效率首先应当确定造成零部件失效的主要磨损形式和原因,了解其工作失效过程和有关情况。
(1)主要收集了解被磨损零部件的实物和图纸;磨损失效零部件所在系统的工作情况,包括载荷、速度、温度等参数,以及破坏过程和部位;润滑油供应系统和技术性能;维护保养和操作规范等。(2)对被磨损零部件进行相关分析,分析零件开始破坏的位置和破坏的发展过程,确定主要磨损形式。采用光学显微镜观察摩擦表面,根据磨损特征判断磨损形式。分析材料选择的合理性,采用能谱技术分析材料的化学成分和含量,检查磨损前后表面形貌和硬度等机械性能的变化,用切截剖面观察非金属夹杂物尺寸和分布。(3)分析零部件设计的合理性。对于全膜润滑的摩擦副,核算油膜厚度、膜厚比、润滑油流量、表面压力以及工作温度;检查润滑油的更换周期;了解磨损失效前后载荷、速度、温度以及振动、噪声的变化情况。(4)确定造成零部件失效的主要磨损形式和原因后,根据流体润滑理论,应用适合实际使用的膜厚计算公式进行计算。
4 结语
切削系统的结构及匹配设计直接影响到竹制品的产量、质量以及生产成本。竹工机械发展至今对切削系统的摩擦学分析理论仍不成熟,本文仅针对这一领域提出探讨,认为从摩擦学分析的角度能够改进竹工机械切削系统的能效,并提出分析的方向。但在分析过程中由于受到技术条件及笔者能力的限制,观察时间短,对于分析和评价是否正确还需要进一步验证。
[1]任明亮,宋维明.国内外竹产业研究的现状与未来[J].林业经济,2008(6):33-37.
[2]包英爽,李智勇.国外竹产业的发展现状及趋势[J].世界竹藤通讯,2005,3(4):40-42.
[3]钟统海.谈谈竹工机械和竹产品的加工生产[J].广西林业科学,1995,24(1):27-29.
[4]周建波,傅万四.我国竹工机械发展现状及未来趋势[J].木材加工机械,2008(3):44-47.
[5]温诗铸,黄平.摩擦学原理[M].2版.北京:清华大学出版社,2002.
