碳对冲压用热轧酸洗板延伸率的影响及控制
2015-01-22高学红
□高学红 王 勇
冲压用热轧酸洗板为替代冷轧板的系列产品之一,主要用于冲制冰箱、空调等制冷设备的压缩机外壳。为保证其成形性,一般要求较高的延伸率指标。因此,通过成分控制,提高延伸率,是开发冲压用热轧酸洗板的主要研究内容之一。
一、试验条件
试验钢的生产工艺为:LD转炉(120t)→预脱氧(2种方式之一)→或+二次喂铝线(炉后、LF站)→连铸→热连轧(1450)→酸洗(连续式)→精整、涂油→成品,成品厚度3.0mm,拉伸试样:L0=50mm(纵向)。试验钢化学成分范围如下:0.02%~0.07%的C,0.19%~0.3%的Mn,0.009%~0.02%的P,0.008%~0.02的S,0.02%~0.06%的Als,另外有Si存在的痕迹。
二、试验结果及分析
(一)化学成分对延伸率的影响。各元素对延伸率影响的多元线性回归结果见表1。
[P]对延伸率的负影响最大,每增加0.01%,延伸率下降1.569%;其次为[C],每增加0.01%,延伸率下降0.652%;[S]为第三,每增加0.01%,延伸率下降0.38%;[Als]为第四,每增加0.01%,延伸率下降0.127%;[Mn]最小,每增加0.01%,延伸率下降0.002%。考虑成分变化的幅度后,[C]为影响延伸率的最大因素,[C]由0.03%变化到0.07%,延伸率降低4×0.652%=2.608%。表1中的判定系数偏低,说明除成分外,热轧工艺也显著影响冲压用热轧酸洗板的延伸率。因此,控制成品[C]在较低的水平,是提高冲压用热轧酸洗板延伸率的最有效手段之一。
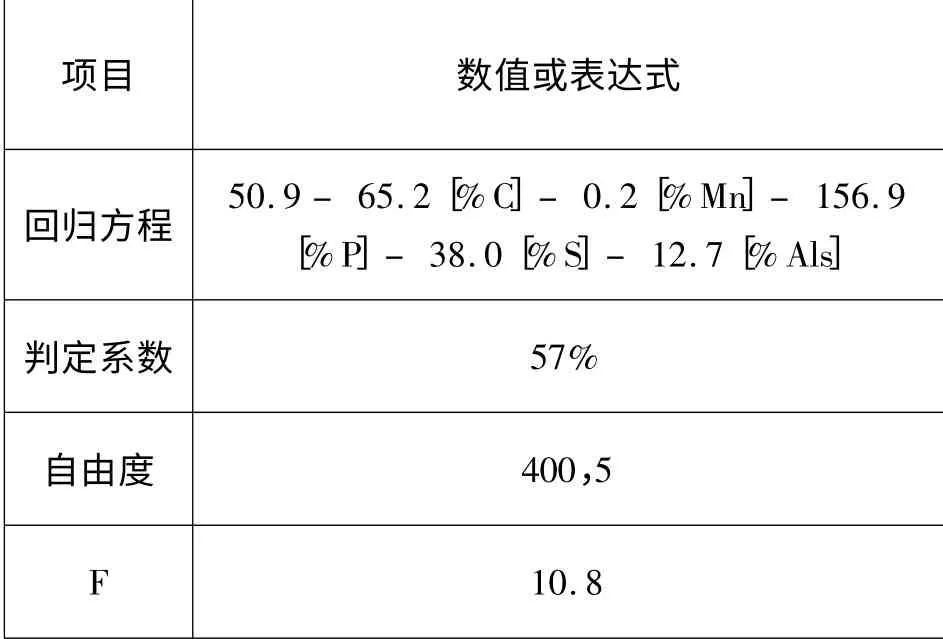
表1 各元素对延伸率影响的多元线性回归结果
(二)成品[C]的控制。攀钢炼钢厂为120吨的LD转炉,转炉终点[C]最低为0.02%,在不经过RH的条件下,要获得低的成品[C],脱氧过程需保证基本上不增碳,或少增碳、且可控。目前攀钢炼钢厂生产低碳铝镇静钢采用的脱氧剂为:08Al专用脱氧剂(主要成分为CaC2)或Fe-Mn-Al。预脱氧采用Fe-Mn-Al时,脱氧反应主要为3Al+2[O]→Al2O3,脱氧与合金化一同完成。预脱氧采用专用脱氧剂时,综合考虑热力学和动力学条件,Ca(g)、Ca(l)、CaC2均可与[O]发生反应。另外,脱氧剂与合金中的碳元素都导致了钢液增碳。在脱氧过程中加入钢包中的碳,将发生以下反应:
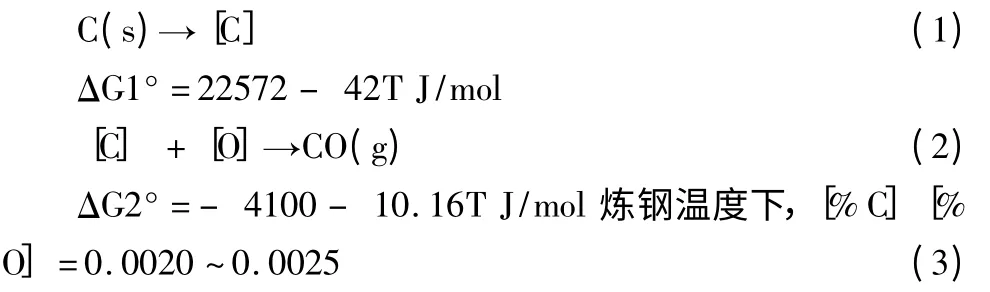
ΔG1(1873)°=–56094,远小于零,而且碳在钢中的溶解度为5.41%,因此反应(1)在钢液中可进行。ΔG2°永远小于零,从热力学角度上讲,在大气条件下反应(2)在钢液中可进行到平衡状态(a[O]=400~500ppm时,平衡[C]为0.05%)。但由于钢液内部的静压力和形核等问题,使PCO远大于1atm,增加了反应的难度。也就是说,由于动力学条件的限制,反应(2)通常进行的不彻底,或者说脱氧的速度低。宏观则表现为增碳。
不同脱氧剂在不同加入量时的最大增碳量可依据下式计算,

式中:Δ[C]:增碳量,%;M:08Al专用脱氧剂或Fe-Mn-Al加入量,Kg;C:08Al专用脱氧剂或Fe-Mn-Al中的含碳量,21%或1.17%;η:碳的收得率,100%;K:出钢量,130000Kg。通过采用Fe-Mn-Al脱氧工艺的炼钢相关数据和采用专用脱氧剂脱氧工艺的炼钢相关数据,理论计算的最大增碳量见表2、3。
理论计算结果均高于实际生产数据,说明在脱氧过程中,加入钢包中的碳部分参与了脱氧,与理论分析结果是相符的。终点[C]的准确性,将影响成品[C]的控制。由于炉前取样时用木棒扒渣,在增碳量不大时,Δ[C]出现负值;一次倒炉出钢,由于增加了[C]的不均匀性,也会导致成品[C]异常增高。综合考虑各种因素,在不经过RH的条件下,控制终点[C]≤0.04%,预脱氧采用Fe-Mn-Al,可使成品[C]≤0.05%。Fe-Mn-Al为复合脱氧剂,熔点低,比重大,脱氧效果明显优于铝块。为保证Al2O3夹杂的充分上浮,应使夹杂的形成过程尽量前移,最好在出钢过程中完成。在出钢过程中的钢水混冲,也有利于Al2O3夹杂的聚集上浮。因此在低碳铝镇静钢的生产过程中,应尽量保证预脱氧效果。

表2 Fe-Mn-Al脱氧工艺理论计算的最大增碳量
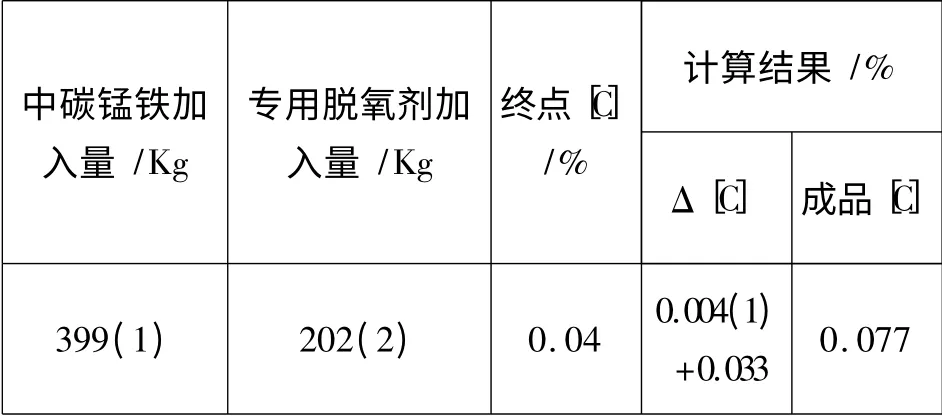
表3 专用脱氧剂脱氧工艺理论计算的最大增碳量
通过控制终点[C]可获得低的成品[C],但也会增大终点钢液a[O]和钢渣的氧化性。为保证预脱氧效果,需增大脱氧剂的加入量,但导致成品[Mn]难于控制在较低的范围内。表1中的回归结果说明了[Mn]对延伸率的影响。[Mn]为固溶强化元素,随着[Mn]的增加,延伸率降低。但也不能过低,否则有提高热脆性的危险,一般为0.15%~0.30%。在图1中,当Fe-Mn-Al加入量≤950Kg/炉,成品[Mn]可控制在0.30%以下。
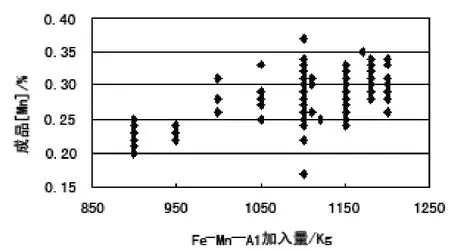
图1 成品[Mn]与Fe-Mn-Al加入量的关系(192炉)
三、结语
试验钢成分及工艺条件下,[C]对冲压用热轧酸洗板延伸率的影响最大。控制转炉终点[C]≤0.04%,预脱氧采用Fe-Mn-Al,不经过RH,可使成品[C]≤0.05%;控制Fe-Mn-Al加入量≤950Kg/炉,可使成品[Mn]≤0.30%。
