低过热度浇注的中间包烘烤技术优化
2015-01-22□乔燕
□乔 燕
一、研究背景
在钢水运转中有一个至关重要的工具——中间包,中间包是用来盛钢水的贮运罐,它在运转过程中主要起贮存、保温等功效。所以说完善中间包烘烤制度,对于钢铁行业节能生产有着重要的意义。
济钢第一炼钢厂的展军[1]等人通过不懈努力,改造了连铸机中间包烘烤工艺。刘学君[2]等人改进了本钢一期连铸引进的中间包烘烤装置。欧俭平[4,5,6]在钢包的烘烤过程运用了高温空气燃烧技术,并且还对蓄热式钢包烘烤过程进行了数值模拟,详细探讨了高温空气燃烧技术的燃烧特性。因此,本文探讨的重点是如何使中间包烘烤工艺达到最好的效果。
二、研究内容
目前,烘烤工艺依然存在烘烤时间长、烘烤温度均匀性差、烘烤效率低等问题,针对这些问题建立了中间包烘烤数学模型,对中间包烘烤过程进行了瞬态模拟,使用的软件是STAR-CD这类商业数值模拟软件,将新设计的72分钟烘烤方案与传统120分钟方案进行了对比,并通过模拟得以验证。
三、中间包烘烤几何模型的尺寸及边界条件
两流连铸中间包被选为本模型的研究对象,并且对其进行数值模拟,图1是中间包的形状和尺寸:

图1 中间包的形状和尺寸
入口部分使用的是Dirichlet边界条件,入口速度可以直接设定,煤气流量和空气流量都是标准状下流量,计算时需将其用理想气体方程换算为相应温度下的流量。采用燃气为转炉煤气,其热值为7,413kJ/m3,空气过剩系数为1.1,环境压力101.325kPa,计算区域的初始速度为0,初始温度为293K,燃料和空气预热温度为1,273K,转炉煤气主要成分有:60.2%的一氧化碳,14.6%的二氧化碳,1.3%的氢气,18.%的氮气,0.2%的氧气,5.7%的水蒸气。
蓄热式中间包的烧嘴是成对布置的,煤气入口的尺寸是220×110毫米,空气入口的尺寸是280×150毫米,空气与煤气入口的距离是427.5毫米,入口与出口间的尺寸是957.0毫米,换向周期是3分钟。
中间包内衬按导热固体边界条件进行处理,燃料和空气预热温度为1,273K,表面黑度为0.8,中间包外表面设定固定温度353K,近壁面采用壁面函数法加以求解,包衬内无热源,温度变化由包衬材料的导热系数确定。
出口的部分使用标准边界条件,速度、温度和组分为充分发展的状态。
四、中间包烘烤终点结果分析

图2 烘烤终点包底温度分布图
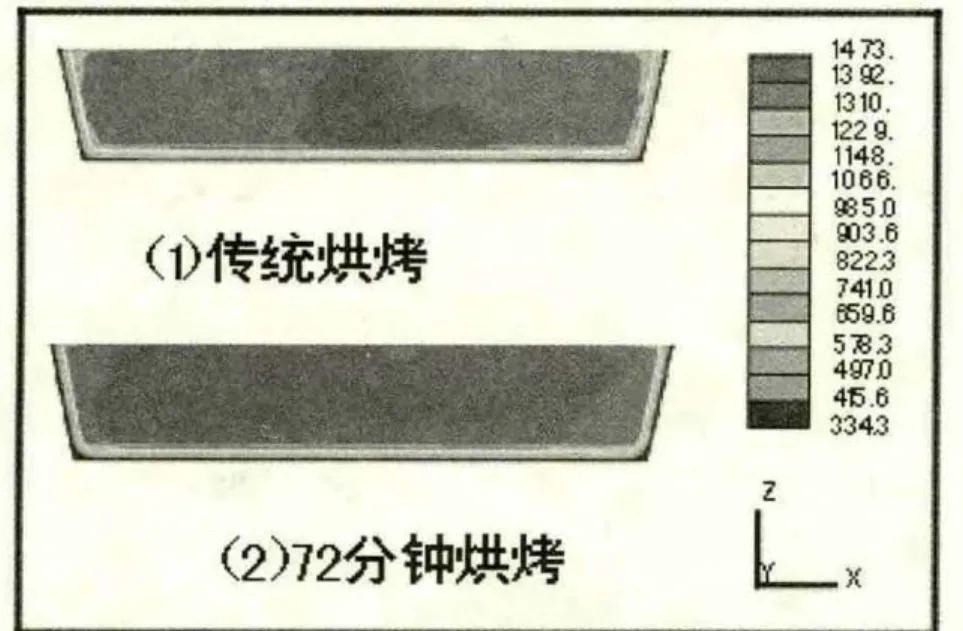
图3 烘烤终点宽包壁温度分布图

图4 烘烤终点窄包壁温度分布图
图2为中间包烘烤结束时包底温度分布图。通过烘烤终点包底温度分布可以看出,三幅温度分布图的燃烧轨迹非常相似,并且温度最高、分布最均匀的位置是在中间包底部,之所以会这样主要有两方面的原因:一是直接接触火焰外焰的是中间包底部,而烘烤时主要靠火焰的外焰进行加热,所以烘烤效果最好;二是包底温度分布更为均匀主要是受包底强烈的烟气回流作用影响。
宽包壁温度分布图(达到烘烤终点时)见图3,图上只显示了一边宽包壁温度,因为包称是对称的。通过图3可以看出,达到烘烤终点时,在相同的位置,新设计的72分钟烘烤温度明显高于传统120分钟烘烤,并且新设计的72分钟烘烤方案下高温区域明显扩大,烘烤温度分布均匀性也较好。
从烘烤终点宽包壁温度分布来看,温度最高的地方是在宽包壁的中心位置,随着位置越来越远离中心,温度也越来越低,之所以会这样是因为宽包壁中心位置离火焰最近,温度也最高,自然远离火焰的位置温度也会比较低。
图4为达到烘烤终点时,窄包壁温度分布图,通过烘烤终点窄包壁温度分布可以看出,经由改进的烘烤制度进一步扩大了高温区,但是相比较宽包壁,窄包壁离烘烤火焰较远,导致加热不够充分,造成了窄包壁的温度整体低于宽包壁及包底的烘烤终点温度的结果。
传统120分钟烘烤煤气流量使用分析如下:烘烤时间为0~30分钟时,煤气流量为每小时200立方米,煤气使用量为100立方米。烘烤时间为30~50分钟时,煤气流量为每小时500立方米,煤气使用量为167立方米。烘烤时间为50~70分钟时,煤气流量为每小时700立方米,煤气使用量为233立方米。烘烤时间为70~120分钟时,煤气流量为每小时800立方米,煤气使用量为667立方米。煤气使用总量为1,167立方米。
改进后72分钟烘烤煤气流量使用分析如下:烘烤时间为0~15分钟时,煤气流量为每小时300立方米,煤气使用量为75立方米。烘烤时间为15~45分钟时,煤气流量为每小时800立方米,煤气使用量为400立方米。烘烤时间为45~57分钟时,煤气流量为每小时1,000立方米,煤气使用量为200立方米。烘烤时间为57~72分钟时,煤气流量为每小时1,200立方米,煤气使用量为300立方米。煤气使用总量为975立方米。
五、结语
通过对烘烤终点包衬温度分布图的对比可以得出,相比较于传统的120分钟烘烤制度,新设计的72分钟烘烤制度的优点主要有:烘烤温度均匀性好,明显扩大了高温区域。在煤气用量方面,新设计的72分钟烘烤制明显少于传统的120分钟烘烤制度,并且缩短了烘烤时间,烘烤效果也比传统烘烤要好。现场实际烘烤过程可以参考新设计的烘烤制度。
[1]展军,康雯雯.连铸机中间罐烘烤改造[J].山东冶金,2004,26(1)
[2]刘学君,黄小东,黄国龙等.中间罐烘烤装置的改进[J].冶金能源,2001,20(2)
[3]职建军,郑贻裕,崔健等.宝钢连铸中间包热状态测试和分析[J].钢铁,2002,37(1)
[4]欧俭平,詹树华.蓄热式钢包烘烤器钢包内衬温度分布数值分析[J].矿冶,2003,12(4)
[5]欧俭平,蒋绍坚.蓄热式钢包烘烤过程中包内高温低氧特性的数值模拟[J].过程工程学报,2004,4(3)
[6]欧俭平,詹树华.蓄热式钢包烘烤的数值模拟[J].钢铁研究学报,2005,17(1)