基于视觉的接插件pin 针正位度检测系统设计
2015-01-15凡良玉
凡良玉, 潘 丰
(江南大学 轻工过程先进控制教育部重点实验室,江苏 无锡214122)
随着电子及信息技术的发展,汽车电子技术成为支撑现代汽车发展的基础技术之一,其中车身控制器可以提高行车的舒适性和方便性,重要性日益突出[1]。车身控制器制造过程中对于接插件上pin针正位度的精确检测是车身控制器质量检测中的重要一环,接插件端子上pin 针的位置与标准模板差距较大,会造成短路、断路等严重后果[2]。
传统的pin 针正位度检测方法主要依靠人工利用测量器材检测,精度不高且效益低下。机器视觉检测技术具有精度高、速度快、自动化水平高[3]的特点,可以很好地满足车身控制器接插件上pin 针正位度的检测要求。文中设计了基于机器视觉的车身控制器接插件pin 针正位度检测系统,并根据产品接插件的分布特点设计了3 个相机分区(A、B、C区)检测方式,简化了伺服运动控制系统的设计。利用高速触发工业相机对生产线上车身控制器的每个接插件分别进行图像采集,通过一定的图像处理技术检测出pin 针坐标并计算其与标准模板坐标的欧氏距离判断产品是否合格,记录相关处理数据并通过西门子OPC 通信协调伺服运动系统驱动产品至相应的接插件检测工位。
1 系统总体结构设计
1.1 检测内容
需检测的车身控制器接插件分布如图1 所示。图中标明待检测的6 种接插件名称,分别为A 区的接插件PWR2、B 区的接插件COC、MR2 以及C 区的接插件RBA1、PWR1 和MR1。其中RBA1 型接插件如图2 所示,该型接插件共有52 个pin 针。
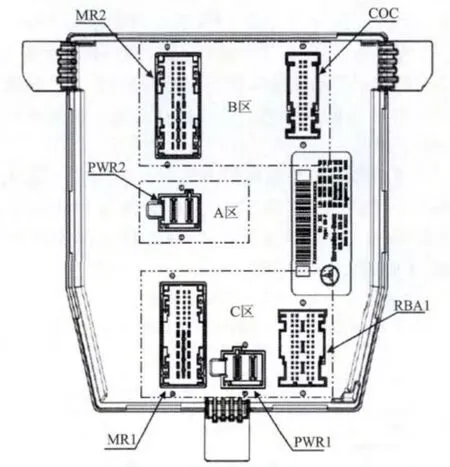
图1 车身控制器接插件分布Fig.1 Distributions of the connectors in the body control module
检测正位度的步骤:找到接插件两边定位插销圆孔的圆心A 和B,以A 和B 的中点为原点,两个圆心的连线为y 轴(方向向右),x 轴垂直于y 轴,方向向下,建立右手坐标系O' 如图2 所示。然后检测接插件中每个pin 针的亮斑图像得到亮斑质心的像素坐标并进行坐标系转换到检测坐标系O',最后计算每个pin 针与标准模板坐标的欧氏距离判断产品是否合格。
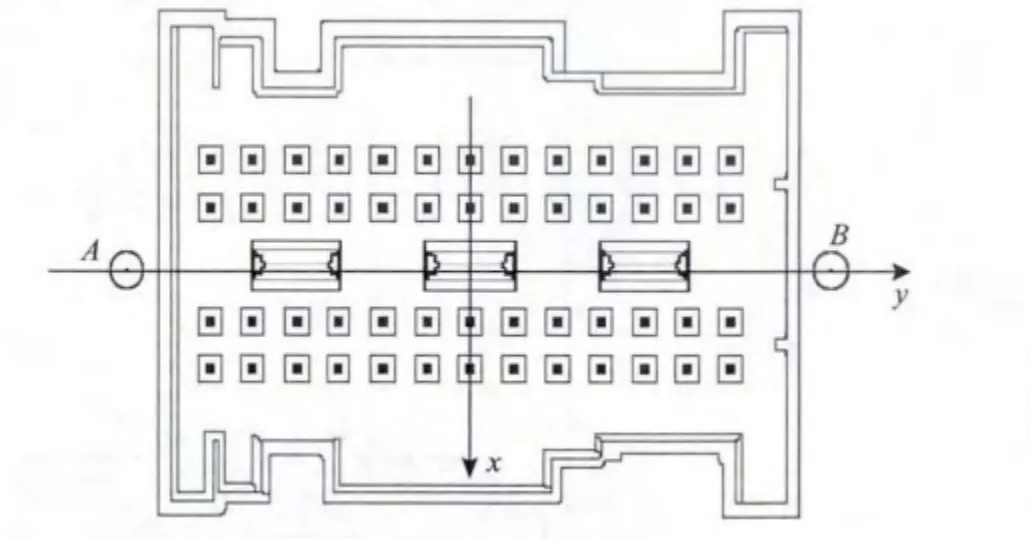
图2 RBA1 型接插件Fig.2 RBA1 connector
其余类型接插件(PWR2、COC、MR2、PWR1 和MR1)的检测内容类似,此处不再赘述。视觉检测部分单个产品的重复性精度要求控制在0.06 mm 以内,检测时间要求控制在15 s 以内。
1.2 系统总体结构设计
根据检测要求,设计车身控制器接插件pin 针正位度检测系统的总体结构如图3 所示。检测系统包括图像采集单元、运动控制单元、伺服电机单元和上位机处理单元。图像采集单元主要由图3 中的工业相机、镜头、LED 光源和图像采集卡等构成;上位机处理单元主要由图3 中的工控机及相应的外设构成;运动控制单元主要由图3 中的PLC、触摸屏和电机控制器等构成;伺服电机及相应的设备构成伺服电机单元。相机通过以太网连接安装在工控机PCI 插槽中的图像采集卡,工控机和PLC 通过西门子OPC 通信连接,PLC、电机控制器和伺服电机通过profibus 总线模块连接。工控机主要承担检测系统的流程控制、图像分析、数据处理和通信,是检测系统的核心部分。
为保证检测精度,相机的检测视野限定在一个接插件的区域,同时为简化伺服运动控制系统的设计,考虑车身控制器接插件的分布特点设计了图3所示的3 个相机分区(A、B、C 区)检测方式。相机1检测A 区域接插件PWR2,相机2 检测B 区域接插件COC、MR2,相机3 检测C 区域接插件RBA1、PWR1和MR1,分区如图1 所示。
系统开启后,运动控制单元驱动被测产品至A区域第一个接插件PWR2 检测工位后触发拍照信号,由图像采集单元采集图片送交上位机处理并记录处理数据,同时显示检测结果并给出完成信号;之后运动控制单元驱动被测产品至下一个接插件检测工位,即B 区域第1 个接插件COC 检测工位;接下来依次检测B 区域第2 个接插件MR2、C 区域第1个接插件RBA1 以及C 区域第2 个接插件PWR1,直到C 区域最后一个接插件MR1 检测完成,此时伺服电机驱动托盘回到原点准备检测下一个工件。系统检测流程如图4 所示。
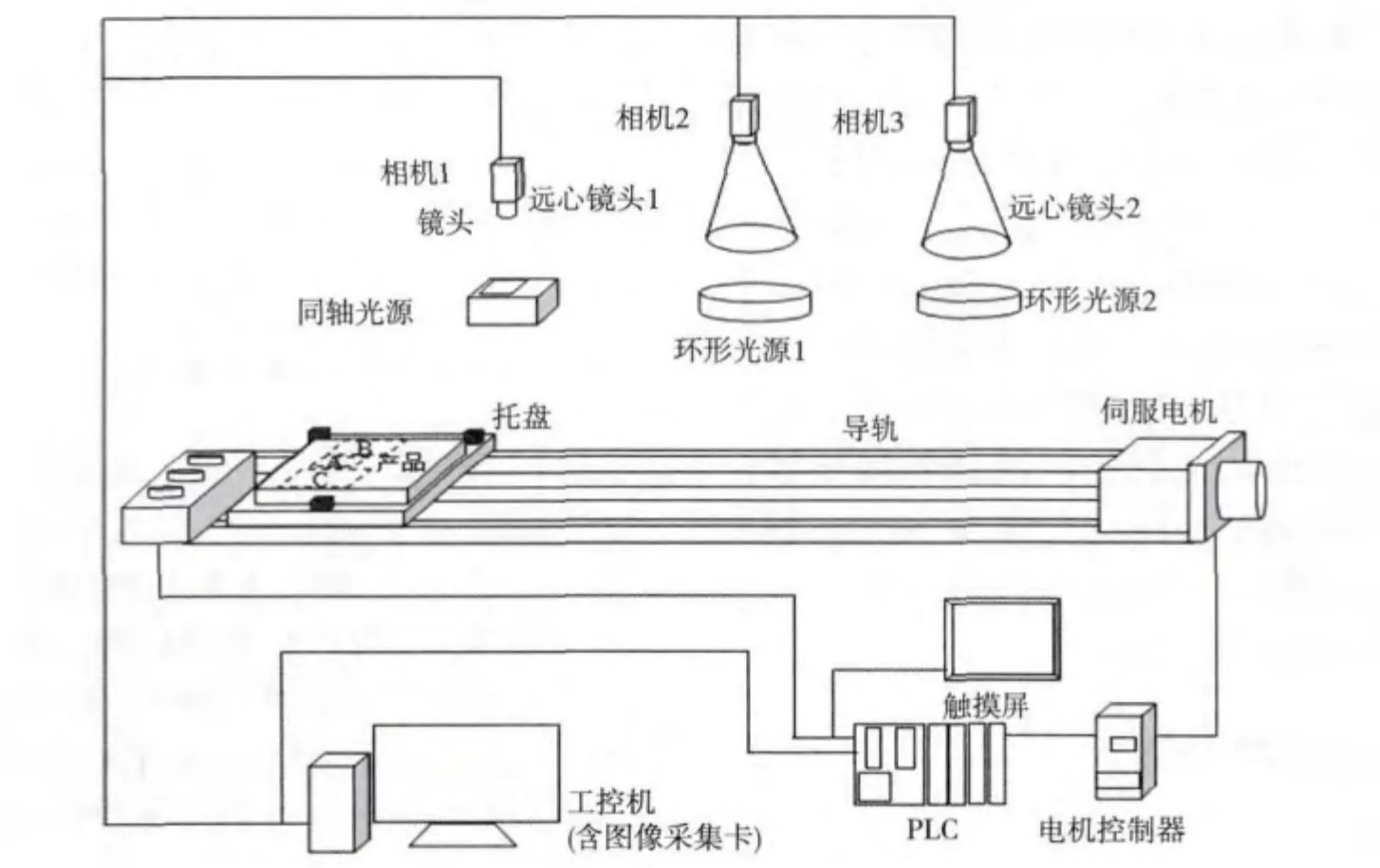
图3 视觉检测系统硬件组成Fig.3 Hardware components of the visual detection system
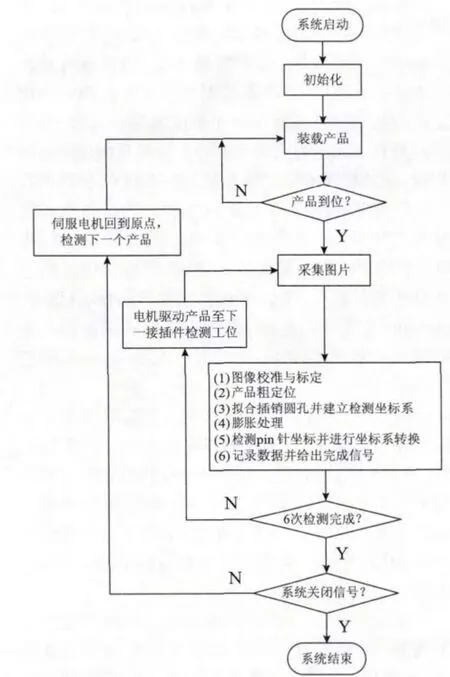
图4 系统检测流程Fig.4 Flow chart of the system detection
1.3 系统核心硬件选型
1.3.1 工业相机 工业相机是机器视觉系统中的关键组件,本质是将光信号转变成有序的电信号,根据感光元件分为CCD 相机和CMOS 相机,CMOS技术将传感器阵列、信号处理电路、模/ 数转换器以及全数字接口电路等集成在一起,提高了相机的集成度与设计的灵活性[4],性价比较高,系统采用CMOS 相机。
考虑到现场数据通信方式、镜头接口、视野大小及检测精度等要求,选用德国BASLAR 的acA2500-14gm 黑白工业相机,该相机支持POE 供电,主要参数如表1 所示。
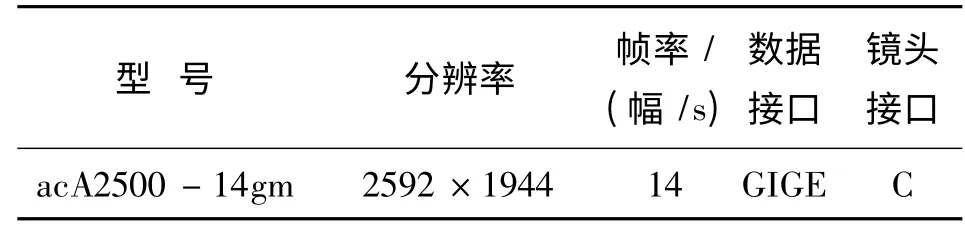
表1 工业相机主要参数Tab.1 Main parameters of the industrial cameras
相机1、相机2 和相机3 的工作距离,即产品检测面到相机镜头的垂直距离(WD)设计和相应的视野(FOV)如表2 所示。

表2 工业相机工作距离设计Tab.2 Working distance of the industrial cameras
由相机分辨率和检测到的视野大小可以得到该视觉检测系统的检测精度为0.028 mm/ 像素,满足单个产品检测重复精度为0.06 mm 的要求。
1.3.2 镜头 光学镜头是机器视觉系统中屈光部件,作用与人眼晶状体相同,是获取高质量图像的关键。镜头的选取依据现场需求和镜头主要参数:焦距、接口、景深、畸变以及视野范围等。图3 中相机1 检测的PWR2 接插件pin 针较大,考虑到价格等因素选用日本TAMRON 的M118FM25 型的百万像素工业定焦镜头,相比普通镜头,该镜头具有较高的分辨率。由式(1)计算出相机的近似焦距值

式中:f 为镜头焦距;w 为相机成像靶面宽度,选定的相机靶面宽度为5.70 mm;L 为相机工作距离,根据现场情况设为320 mm;W 为视野宽度,根据被检测的接插件大小设为72 mm。计算得出近似焦距为25.3 mm,因此焦距定为25 mm。
相机2 与相机3 需要检测的接插件拥有较小的pin 针,考虑到畸变对检测精度的影响,选取意大利OPTO 的TC12080 型远心镜头,其典型失真小于0.04%,工作距离为226.7 mm,视野72 mm ×54 mm。镜头的主要参数如表3,4 所示。

表3 M118FM25 主要参数Tab.3 Main parameters of M118FM25
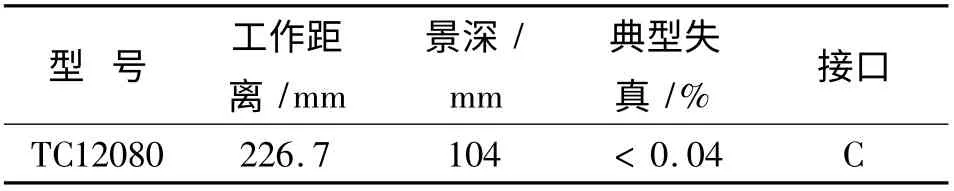
表4 TC12080 主要参数Tab.4 Main parameters of TC12080
1.3.3 光源 适当的光源设计可以使图像中目标信息与背景信息得到最佳分离,大大降低图像处理的算法难度,提高系统的精度和可靠性[5]。经过严格的打光测试,同时考虑到设备成本,本系统中检测A 区的相机1 选用CST 的P-COL-80-R 型红色同轴光源,检测B 区和C 区的相机2、相机3 选用SCHOTT 的CV-RLA-132X96-15R 型15° 角红色环灯,光源的工作距离如表5 所示。
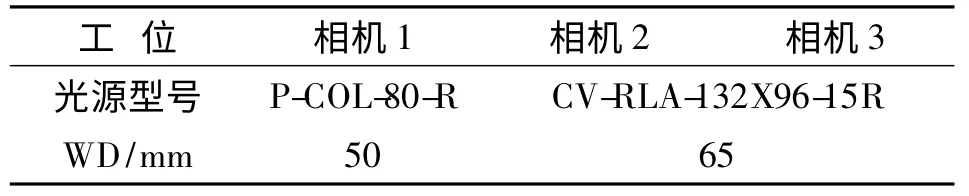
表5 光源工作距离Tab.5 Working distance of the illuminants
2 检测系统视觉软件设计
视觉软件设计是接插件pin 针正位度检测系统的核心部分,主要对由图像采集单元采集到的图片进行预处理和特征识别,提取出车身控制器上pin针亮斑的质心坐标,计算与标准模板坐标的欧氏距离判断产品是否合格。
2.1 开发环境介绍
车身控制器pin 针正位度检测系统中图像处理算法的设计须保证精度、效率和可靠性。本系统选用美国Cognex 公司研发的VisionPro 视觉软件开发包,VisionPro 集成定位、检测、识别和通信等处理算法[6],提供.NET 程序接口允许用户采用面向对象的高级语言编程访问。本系统采用VB.NET 编程语言在VisionPro 视觉软件包的基础上设计算法进行二次开发,开发环境选择微软Visual Studio 2010 集成开发环境,VisionPro 简化了视觉系统与其他主控程序的融合处理,实现高性能视觉系统开发。
2.2 视觉检测主要过程
视觉检测主要过程:
1)对采集到的图像进行校准与标定;
2)选取图像上的不变特征用于产品粗定位,通过粗定位得到选取特征的坐标和角度并建立其与拟合圆搜索区域的坐标对应关系;
3)在上一步匹配到的特征的相对位置建立拟合圆的搜索区域拟合2 个插销圆孔得到相应的圆心坐标,计算2 个圆心的中点坐标及圆心连线与水平方向的夹角,以该中点为原点,2 个圆心连线为纵轴(方向向右)建立右手坐标系O' 如图2 所示;
4)对图像进行膨胀处理;
5)采用Blob 算法查找搜索区域内的pin 针亮斑提取亮斑质心坐标,通过相应的坐标系转换把得到的质心图像坐标转换到检测坐标系O' 中,计算其与标准模板坐标的欧氏距离判断产品是否合格。
2.3 图像校准与标定
由于视觉系统屈光部件的非理想性,采集到的图像常常具有某种程度的畸变,常见的有径向畸变、偏心畸变和薄棱镜畸变[7]。这些畸变都会导致图像失真,并造成视觉测量误差或识别错误。另外采集到的图像坐标基于像素,往往需要建立图像坐标与世界坐标的映射关系。
基于上述原因,处理图像前需先对采集到的图像进行校准与标定。采用VisionPro 视觉软件包中的CogCalibCheckerBoardTool 工具进行校准与标定,标定板选用网格大小为1 mm ×1 mm 的棋盘格标定板。采用非线性校正模式,校正透视畸变、径向畸变及平面线性畸变。由于选定的棋盘格没有基准标记,标定原点由最靠近图像中心处的特征点表示,部分棋盘格角点标定前后的坐标信息如表6 所示。
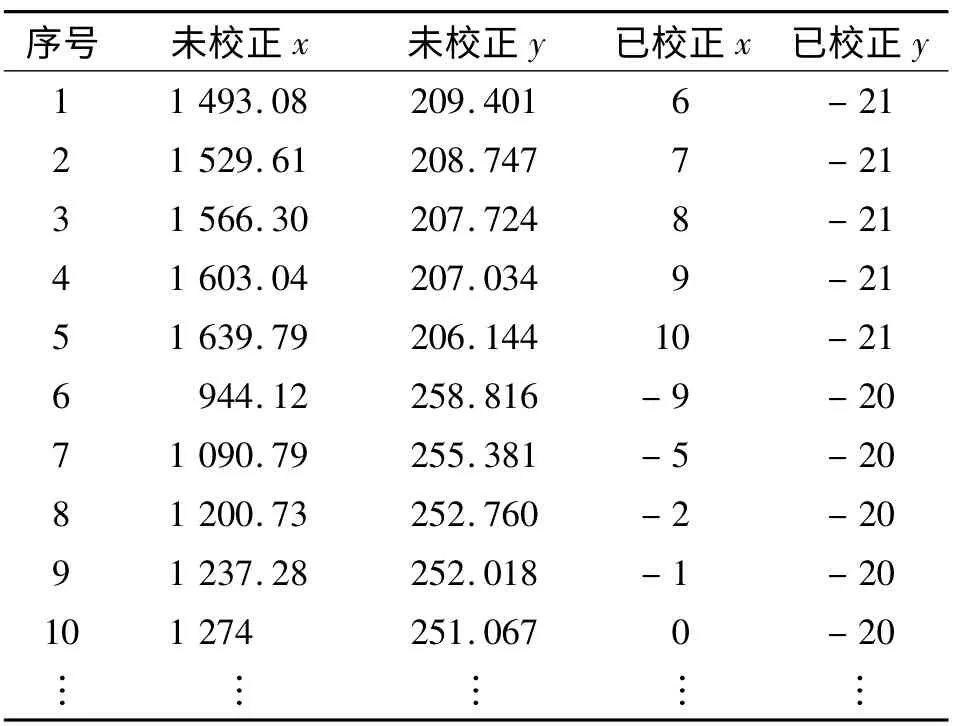
表6 部分棋盘格角点标定前后坐标Tab.6 Part of the checkerboard corners coordinates before and after calibration
该工具利用棋盘格信息和检测到的角点坐标计算相应的目的矩形和弯曲参数,用于畸变图像的校准与标定,图5 是该工具得到的畸变参数和RMS误差,RMS 误差定义为

式中,N 是提取到的棋盘格角点个数;i 是角点编号;ei是第i 个角点的位置误差,由角点i 未校准的位置减去校准点通过校准映射得到的位置。该值用来评价标定精度的等级,越小则标定效果越好。从图5 中可以看出,RMS 误差为0.229 8,标定效果良好。
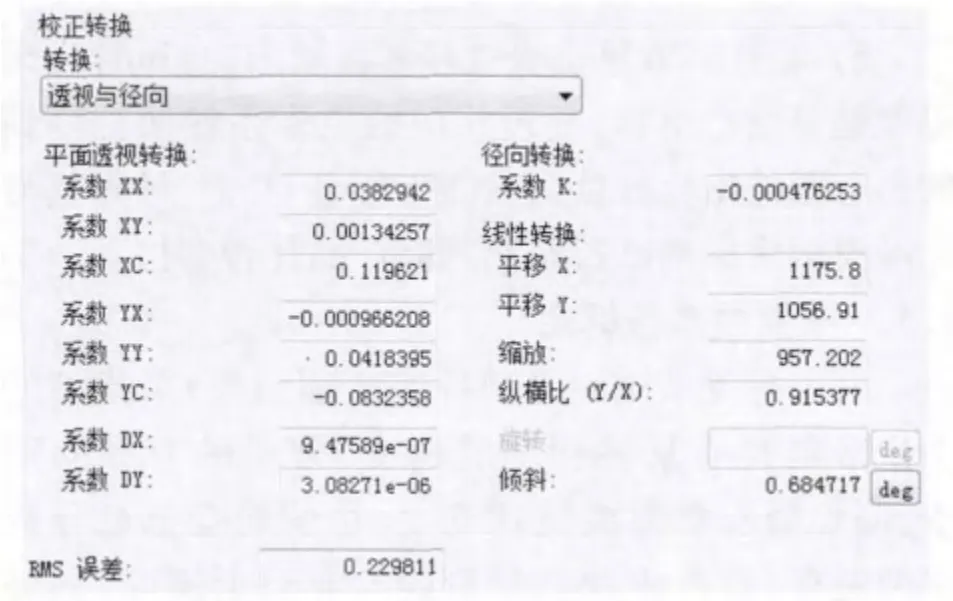
图5 标定结果Fig.5 Calibration results
2.4 产品粗定位
为降低来料位置的变动,对接插件两边插销圆孔拟合圆的影响,采用产品粗定位方式。选取图像上的不变特征用于产品粗定位,得到选取特征的坐标和角度,然后建立其与2 个插销圆孔拟合圆搜索区域的位置对应关系。
VisionPro 中的CogPMAlignTool 函数用于提取用户自定义的图像特征,配合CogFixtureTool 函数的使用建立其与插销圆孔拟合圆搜索区域的坐标对应关系。使用CogPMAlignTool 工具中的掩膜编辑器离线训练图像特征并保存,在线检测时对采集到的图像进行模板匹配得到特征位置信息,将匹配到的特征位置信息,传递给CogFixtureTool 函数实现自定义的图像特征与插销圆孔拟合圆搜索区域的位置对应关系。
图6 是接插件COC 的自定义特征(部分),图中用斜线描绘的特征边即自定义的图像特征。需要说明的是为防止误识别,自定义特征需是图像中唯一的,且不具有旋转对称性。
“大搬快治”工作开展以来,各级党委政府领导高度重视,省、市主要领导、分管领导25次对“大搬快治”工作作出批示。层层落实工作责任,通过及时召开各类动员会、部署会、推进会,白天干完晚上干,密集开展实地调研、督查指导,发现一个问题,当场解决一个问题,真正做到问题不过夜、工作不停歇,有力推动工作落实。如景宁畲族自治县实行“督战令”制度,县委书记、县长亲自督导“大搬快治”工作;莲都区落实“后进约谈”机制,对工作不力的乡镇(街道)实行问责约谈,有效保障了“大搬快治”的工作进度。

图6 接插件COC 的自定义特征Fig.6 Custom feature of the connector COC
2.5 检测坐标系的建立
2.5.1 圆的拟合 产品粗定位后,在匹配到的自定义图像特征的对应位置,即插销圆孔位置处拟合插销圆孔。圆的拟合采用CogFindCircleTool 函数来实现, 将设定的圆的分段数量 M 赋值到CogFindCircleTool 卡尺数量参数,设置搜索圆环圆心坐标、检测方向和投影长度。该工具的工作原理是在搜索圆环的每一个分段内沿检测方向找到拥有最大对比度的点,采用最小二乘法拟合找到M 个点得到拟合圆。
圆的一般表达式:

式(4)中σi为检测到的点(Xi,Yi)到拟合圆心距离的平方与拟合圆半径平方的差:
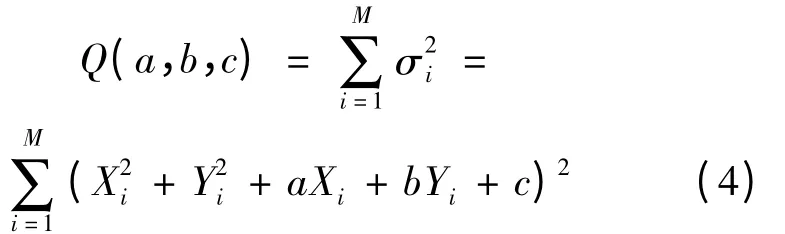
分别对a,b,c 求偏导,令其为零解出参数a,b,c得到拟合圆[8]。为降低噪点对拟合的影响,设置对比度阈值及异常点(距离拟合圆心过大或过小的点)排除,滤去干扰噪点保证拟合的准确性。
2.5.2 坐标系转换 拟合完成后根据2 个拟合圆的圆心建立检测坐标系O',具体建立过程1.1 节已有介绍,其中RBA1 接插件的检测坐标系O' 如图2所示。
2.6 节介绍的pin 针检测利用CogBlobTool 函数实现,返回的pin 针坐标基于图像坐标系,即图7 中的坐标系O,原点位于图像左上角;标准模板的坐标系是图7 中的检测坐标系O',因此计算距离之前需对坐标系进行转换。
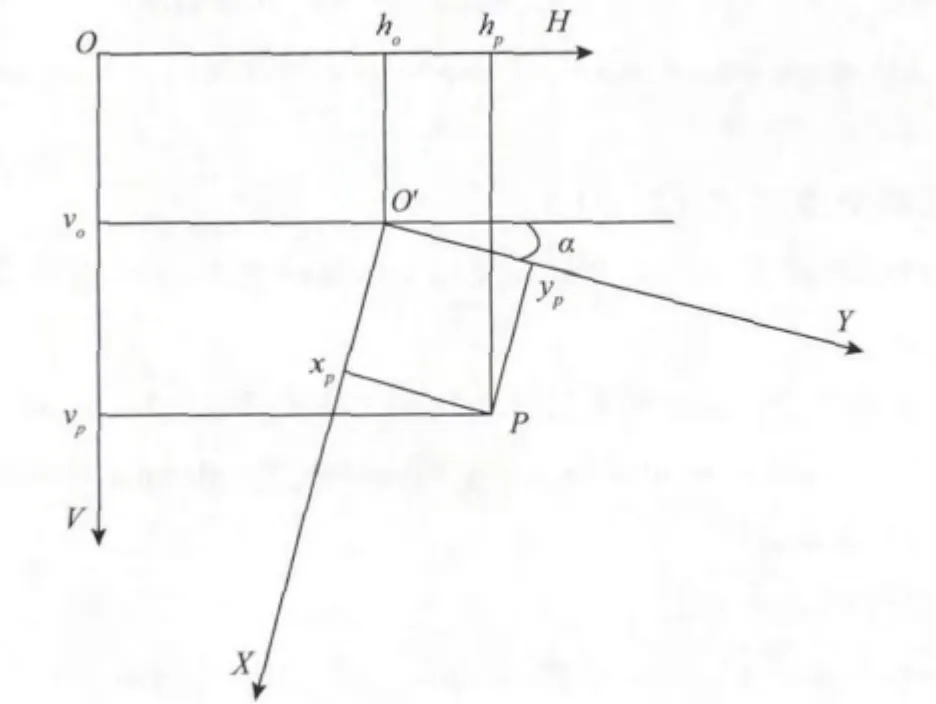
图7 图像坐标系与检测坐标系Fig.7 Image coordinate system and the detection coordinate system
从图中可以看出,坐标系O'是坐标系O 经向下平移vo单位,向右平移ho单位,并顺时针旋转∂角度得到的。P 点的图像坐标P(vp,hp)和检测坐标P(xp,yp)转换关系:

如上所述,式中∂为旋转角度,vo和ho为两坐标系原点偏移大小,利用式(5)实现图像坐标系到检测坐标系的转换。
2.6 pin 针的检测
如2.2 节所述,检测pin 针前需对图像做膨胀操作,用于处理pin 针因氧化导致的亮斑断裂现象;选用CogIPOneImageTool 函数实现膨胀处理,函数的形态学调整参数设为膨胀,选用3 ×3 大小的方形结构元,结构元的原点设为结构元中心。
膨胀处理后选用CogBlobTool 工具在相对于坐标原点O'的pin 针区域设置blob 搜索区域,设置该工具的分段模式为硬阈值,blob 极性为白色,根据拍摄的图片情况设置blob 阈值以及面积限制等参数用于过滤噪点。运行CogBlobTool 返回检测到的blob图像质心坐标,利用2.5.2 节介绍的坐标系转换把图像坐标转换到检测坐标系下的坐标,然后利用式(6)计算该pin 针的检测坐标与相应标准模板坐标的欧式距离判断pin 针位置是否合格:

式中:(xp,yp)为pin 针P 的检测坐标值;(mp,np)为pin 针P 的标准模板坐标值;D 为二者的欧几里得距离,其中标准模板坐标是该车身控制器接插件pin针坐标的产品设计值。
3 系统功能测试
为测试该视觉系统的性能和检测精度,对检测系统进行重复性精度测试,选取5 个车身控制器分别进行50 次重复性测试,并针对其中的同一个pin针进行数据分析用于校验检测数据的稳定性,测试得到的各个车身控制器的重复性精度如表7 所示。重复性精度由50 次检测的最大值减去最小值得到,反应视觉系统的检测稳定性。测试过程中需保证视觉测量系统的环境基本不变,所用的设备和方法必须保持一致,并检测同一个车身控制器。
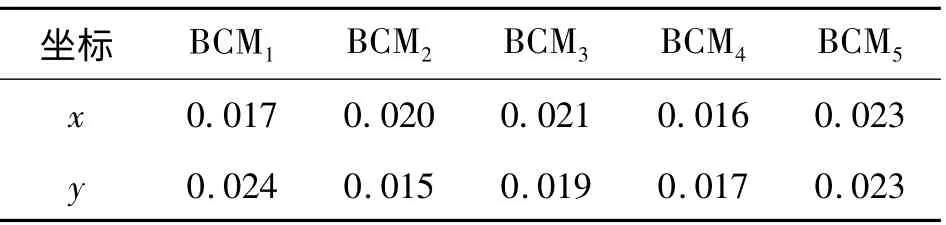
表7 5 个车身控制器的重复性精度Tab.7 Repeatability accuracy of 5 body control modules
同一个产品的多次测试表明,该pin 针的x 坐标和y 坐标的重复精度小于0.03 mm,检测数据的稳定性高,满足检测要求。其中光源的稳定性以及伺服电机的位置误差是同一pin 针多次测量值不同的主要因素。整个视觉检测系统的运行时间稳定在15 s 以内,符合现场要求。系统可生成数据报表实现数据可追溯,开放可调参数保证不同型号产品的检测兼容性,满足实际应用要求。
4 结 语
通过合理的硬件选型和适当的图像处理算法设计,本视觉检测系统可以达到较高的检测精度和检测稳定性。根据车身控制器接插件的分布特点设计的分区检测方式简化了相应的伺服运动控制系统的设计。
目前,该视觉检测系统已在某汽车电子公司生产车间中实际应用,能够实现车身控制器快速、精确、稳定检测。解放了人力,提高了生产效率,为客户实现了预期的生产目标,对信息化提升传统产业 具有一定意义。
[1]赖祺.车身控制器设计及功率芯片热仿真方法研究[D].哈尔滨:哈尔滨工业大学,2013.
[2]赵大兴,彭煜,孙国栋,等.高精度视觉测量系统中检测方法的研究[J].制造业自动化,2014,36(5):25-27.
ZHAO Daxing,PENG Yu,SUN Guodong,et al. Research on the detection method in high-precision vision measurement system[J].Manufacturing Automation,2014,36(5):25-27.(in Chinese)
[3]威洛斯,焦宗夏.基于VisionPro 的焊膏印刷机视觉定位系统[C]//第十二届中国体视学与图像分析学术年会论文集.北京:中国体视学学会,2008:533-539.
[4]王旭东,叶玉堂.CMOS 与CCD 图像传感器的比较研究和发展趋势[J].电子设计工程,2010,18 (11):178-181.
WANG Xudong,YE Yutang. Comparative study of CMOS and CCD image sensor and their development trends[J]. Electronic Design Engineering,2010,18(11):178-181.(in Chinese)
[5]张巧芬,高健.机器视觉中照明技术的研究进展[J].照明工程学报,2011,22(2):31-37.
ZHANG Qiaofen,GAO Jian.Research progress of machine vision lighting[J]. China Illuminating Engineering Journal,2011,22(2):31-37.(in Chinese)
[6]陈伟华,马琼雄,陈月军.基于VisionPro 的工业机器人视觉定位系统[J].组合机床与自动化加工技术,2012(2):81-87.
CHEN Weihua,MA Qiongxiong,CHEN Yuejun.Location system for industrial robot vision using VisionPro[J].Modular Machine Tool and Automatic Manufacturing Technique,2012(2):81-87.(in Chinese)
[7]朱铮涛,黎绍发.镜头畸变及其校正技术[J].光学技术,2005,31(1):136-141.
ZHU Zhengtao,NI Shaofa.Distortion of lens and its correction techniques[J]. Optical Technique,2005,31(1):136-141. (in Chinese)
[8]秦义,付小宁,黄峰.激光光斑定位的多圆拟合算法的研究[J].西安科技大学学报,2006,26(4):519-523.
QIN Yi,FU Xiaoning,HUANG Feng.Circles fitting algorithm research on laser beam location[J].Journal of Xi'an University of Science and Technology,2006,26(4):519-523.(in Chinese)