基于PLC的聚氨酯树脂成熟状态模糊判别方法
2015-01-15易慧娟张晓江朱建秋易茂进
易慧娟 张晓江 朱建秋 易茂进
(1.合肥工业大学电气与自动化工程学院,合肥 230009;2.湖南华菱钢铁集团有限责任公司,湖南 衡阳 421000)
聚氨酯树脂(PU)是制造合成革的主要原料,而PU合成所需的物料有20多种,它们按照一定的配比添加到反应釜内,通过搅拌合成[1,2]。目前,大多数企业在PU生产过程中,主要凭借工人的经验来判断反应的成熟状态,存在人为主观因素干扰,无法精确把握出料时机,导致PU反应不完全,影响PU质量。因此,在PU化学生产工艺中,必须准确把握出料时机,才能获得满足质量要求的合格产品,避免给企业造成经济损失。
针对某合成革厂的PU配料实际控制系统(采用STEP7-300作为控制器[3],进行数据采集和功能执行,用组态软件WinCC进行人机界面组态),笔者采用一种基于模糊推理判别的算法,根据检测到的PU反应釜搅拌电机电流的变化,反映釜内PU粘稠度的情况,然后计算PU反应釜内物料的反应状态,并在上位机上显示,保证PU反应釜的准时出料,从而提高PU的质量[4~8]。
PU化学生产工艺中,投料开始时搅拌电机(三相异步电动机)启动,最初反应釜内的物料处于未成熟状态,物料的粘稠度较低,搅拌电机的负载转矩低,电机的定子工作电流有效值低。随着釜内的搅拌叶片不断地搅拌使物料之间充分混合并发生化学反应后,釜内物料的粘稠度逐渐升高。物料粘稠度上升使搅拌叶片转动所受的阻力矩增大,搅拌电机定子电流也随之增大[9]。在充分搅拌后,反应釜内物料趋于成熟,釜内物料的粘稠度将达到一个平衡状态,搅拌叶片所受的阻力矩将基本保持不变,同时搅拌电流也逐渐趋于平稳。因此,通过观察搅拌电机定子电流是否达到平稳状态,即可得到PU反应成熟度。该系统搅拌电机参数为75kW、380V、50Hz,通过软启动器启动,采用交流电流互感器测量定子电流有效值。设电流互感器的电流上限为300A,空载电流为60A。在温度和液位一定的情况下搅拌电机定子电流与物料粘稠度的关系如图1所示。
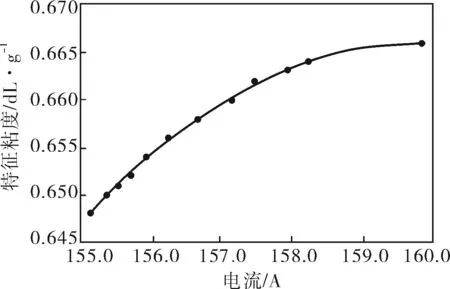
图1 搅拌电机定子电流与物料粘稠度的关系
搅拌电机电流与反应釜内物料的总量也有直接关系,然而实际生产中每次需要生产的PU总量是不确定的,因此选择搅拌电机电流斜率E和电流斜率变化率EC作为模糊判别控制器的输入量,通过模糊判别规则,判别反应釜内物料的成熟状态。
该系统中搅拌电机电流首先通过电流互感器得到跟电机电流实际有效值成正比的电流信号,然后该电流信号通过电流变送器转换成4~20mA标准信号[10],此时4~20mA表示搅拌电机电流有效值的0~100%,此模拟信号再输送到PLC的模拟量输入(AI)模块,由PLC定标功能模块将其转换成电流实际大小的浮点型数据后,把该数据存储在PLC的数据模块(DB)中。PLC对电流数据进行一阶和二阶差分计算,得出电流斜率E和电流斜率变化率EC。
2 PU反应成熟状态的模糊判别
将搅拌电机的电流斜率E和电流斜率变化率EC作为模糊判别环节的两个输入。根据原理设定的成熟状态判别规则见表1。

表1 成熟状态判别规则
2.1 输入输出量模糊化
模糊化主要是将输入的精确量转换为模糊量[11,12]。设输出量U的模糊论域为[1,2,3],其中,1代表釜内物料未成熟,模糊处理为S;2代表物料即将成熟,模糊处理为M;3代表物料已成熟,模糊处理为B。
由于搅拌电机电流随物料粘稠度的增大而增大,所以E无负值。E的模糊论域{0,1,2,3,4,5,6}共7档,对斜率较小的部分进行非均匀量化,得到E的模糊论域与实际论域对应关系见表2。这7档模糊子集的模糊处理为:Z取0附近,SS取1附近,SB取2附近,MS取3附近,M取4附近,BS取5附近,B取6附近。

表2 E的模糊论域与实际论域的对应关系
搅拌电机电流斜率变化率EC的模糊论域为{-3,-2,-1,0,1,2,3},经过多次测试,得出模糊论域与实际论域的关系见表3。同样模糊处理为:NB取-3附近,N取-2附近,NS取-1附近,Z取0附近,PS取1附近,P取2附近,PB取3附近。隶属度函数采用三角形函数。由于系统采用1次/min的采样方式,且搅拌电机电流的测量信号是4~20mA标准信号,所以表3中的实际值都经过比例系数处理。

表3 EC的模糊论域与实际论域的对应关系
2.2 模糊判别规则
模糊判别能否精确地反映釜内物料的状态,主要取决于模糊判别规则是否合适。模糊判别规则是根据控制对象特性,总结手动操作经验,而得出的一些逻辑推理规则,其基本形式表现为模糊条件语句[13~15]。根据推理规则,经过多次试验调整,得到模糊判别规则见表4。本系统采用“if A and B then C”模糊规则语句,如ifE=Z andEC=N thenU=B;ifE=SS andEC=N thenU=B;根据模糊规则表,本系统共有27条模糊条件语句。
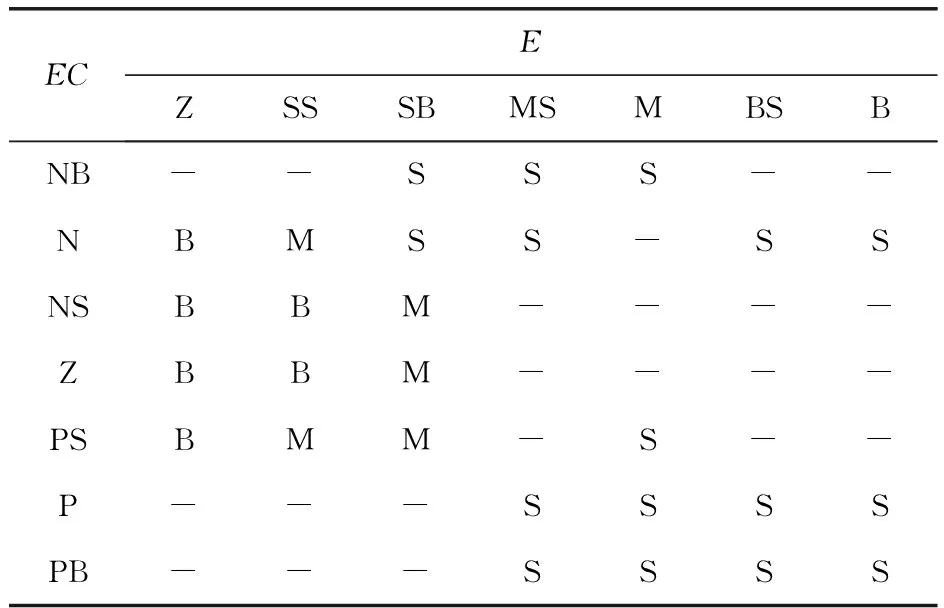
表4 模糊判别规则
2.3 模糊判别的输入输出关系
采用Matlab模糊工具箱中的Centroid(面积重心法)将模糊量转换为精确量[16],根据表4中设定的模糊判别规则,推理可求得E、EC输入时,输出未成熟、即将成熟、已成熟的隶属度,即输入输出关系(表5)。重叠的部分,取隶属度较大者。输出数据最终以数据块的形式存入PLC工作存储区内,以便PLC运行时查询。
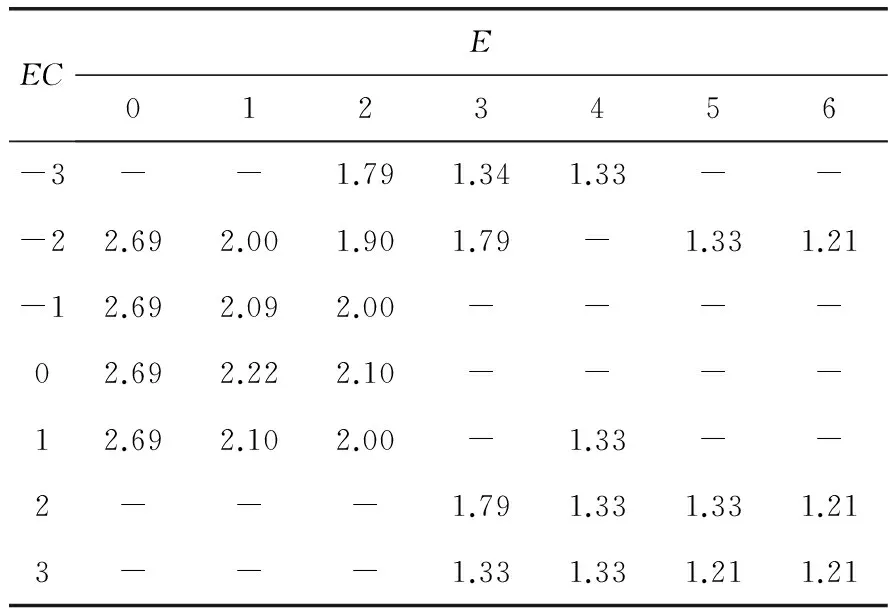
表5 模糊判别输入输出关系
3 系统的硬件组态
PLC控制系统的硬件选择主要考虑两个方面:首先根据控制系统的需求和价格折衷考虑选择CPU模块,硬件配置的基本原则是在满足要求的情况下,选择性价比高的硬件模块;根据系统需要选择对应点数的输入输出和通信模块,输入输出模块的点数应比计算的多一些,以备后续扩展使用。系统的PLC硬件组态如图2所示。

图2 PLC硬件组态
系统硬件配置:CPU模块采用315系列CPU,该CPU对二进制和浮点数具有较高的处理能力;4个307电源模块(PS),一个10A的电源模块负责系统主要部分的供电,其余3个5A电源作为I/O模块的驱动电源;通信处理模块(CP)采用343-1;系统共需要22个DI模块,其中21个是DI16xDC24V,一个是DI32xDC24V,10个DO模块DO16xDC24V,5个AI模块。
4 模糊判别算法的PLC实现
系统硬件采用STEP7-300 PLC,模糊算法的流程如图3所示。

图3 PLC模糊算法的流程
在程序设计中,结合现场采用模糊控制查询表的方法,对离线已经设计好的控制表进行查询。然后根据图3,将采集到的搅拌电机电流存放在DB1中,功能模块FC41将采集到的电机电流信号进行定标处理,再进行一阶和二阶差分计算,得到电流斜率E和斜率变化率EC,然后分别存放在数据模块DB1中的不同地址中。将电流斜率E的模糊论域放在DB1.DBD30开始的连续7个数据寄存器中,电流斜率变化率EC的模糊论域放在DB1.DBD40开始的连续7个数据寄存器中。将DB1.DBD22中的数据和DB1.DBD30开始的7个数据寄存器中的数据相比较,同时将DB1.DBD23中的数据和DB1.DBD40开始的7个数据寄存器中的数据相比较,若与某个数据寄存器中的数据相同,则所对应的中间继电器(如M20.0)置1。根据中间继电器的状态将查询的输出值送入数据寄存器DB1.DBD24中[16]。
5 结束语
笔者在为某合成革厂设计的PU配料控制系统中,运用PLC实现模糊推理判别算法,改善了无法精确把握PU反应完全成熟后的下料时刻问题。STEP7-300作为系统的控制器使整个系统更适应于比较复杂的工厂环境,整个系统运行以来,性能指标完全满足生产需求,下料时刻精确,工艺流程紧凑,关键数据归档管理,系统运行和维护成本降低,PU生产效率和产品质量均有所提高。
[1] 姚亮.基于DCS的PU反应釜监控系统设计与研究[D].合肥:合肥工业大学,2012.
[2] 朱成群.基于PLC和WinCC的聚氨酯树脂反应釜监控系统的研究与设计[D].合肥:合肥工业大学,2012.
[3] 谢国强,徐文尚,刘洪霞,等.基于S7-200 PLC的白炭黑反应釜自动控制系统的设计[J].工矿自动化,2010, 36(12):111~114.
[4] 蔡智斌.搅拌电流值在聚酯生产工艺控制中的应用[J].聚酯工业,1997,(3):50~53.
[5] 陈国康.聚酯生产工艺中搅拌电流值的应用[J].广东化纤,1999,(1):55~56.
[6] 杨斌,高凯,淡勇.PIV在化工搅拌釜内流动测量中的应用[J].化工机械,2013,40(1):4~8.
[7] 刘克维,李少远,郑毅.基于模糊逻辑的微乳液搅拌釜温度串级PID控制[J].化工自动化及仪表,2010,37(3): 38~42.
[8] 刘慧玲,汪惠芬,刘婷婷.基于模糊PID复合控制的化工生产环境监控系统[J].化工自动化及仪表,2011,38(7): 812~815.
[9] 赵明斌,王振忠.浅析聚酯熔体特性黏度与终缩聚釜搅拌电流的关系[J].聚酯工业,2007,20(2):48~50.
[10] 童少为,施云贵.基于系列GE90-30 PLC实现的锅炉汽包水位监控系统[J].化工机械,2006,33(4):236~240.
[11] 张俊,李明.基于PLC的模糊控制器在定量包装秤中的应用[J].制造业自动化,2014,36(5):110~112.
[12] 张雪平,王志斌.基于模糊控制的PLC在温度控制中的应用[J].电气传动,2005,35(8):54~55.
[13] 丁佳佳,陈鸣慰.基于模糊自适应的计量秤控制系统设计与实现[J].化工自动化及仪表,2010,37(9):72~74.
[14] 吴宏武,刘春燕,石璞.塑料挤出温度模糊控制系统的开发研究[J].化工自动化及仪表,2002,29(4):61~63.
[15] 唐兵,钟云,郭明彦.模糊PID控制在抑尘剂溶液自动配比系统中的应用[J].工矿自动化,2012,38(5):65~68.
[16] 汪小澄,方强.基于PLC的模糊控制研究[J].武汉大学学报(工学版),2002,35(3):79~81.