P L C通过逐次逼近法实现工件同轴固定的应用
2015-01-14张荣赞
张荣赞
(苏州大学机电工程学院,江苏 苏州 215000)
PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。逐次逼近法通过按照一定规则,可以使得结果无限接近于某一已知数值。下面详细介绍PLC使用逐次逼近法在油罐同轴固定、焊接中的应用。
1 测量工艺
两油罐在焊接前的空间结构示意如图1所示:左、右侧油罐通过下方工装支撑(图示中未画出),下方工装可以对油罐位置进行三维调整。图2为欲通过逐次逼近法实现工件同轴固定的施工图。其中,中间圆环机构用于安装电感式距离传感器,64个传感器在左右筒上方均对称安装,且左右侧传感器安装起点与间隔均相同。在初始位置时,左右侧传感器所测距离差值为零。
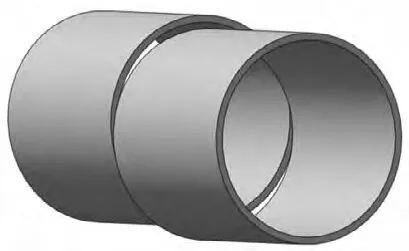
图1

图2
为了更加清楚了解传感器的安装及测量过程,下面给出详细的二维图。图3为剖视图,可以看到传感器被顺序编号;图3为任一编号对应的A、B两个传感器的详细安装与测量图,A侧传感器测量值为XA,B侧传感器测量值为XB,故A、B所测距离差值为δ=XA-XB。

图3
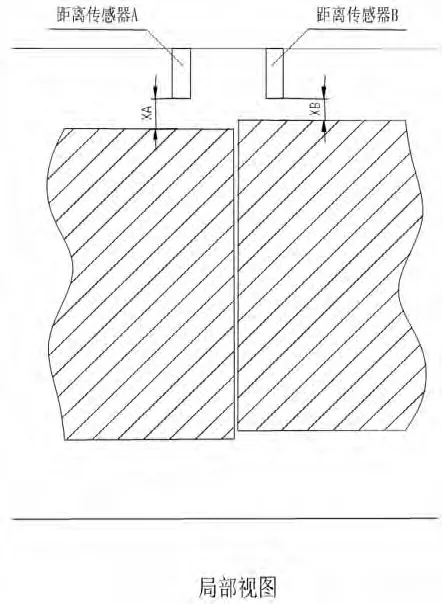
图4
2 测量原理及流程图
本例拟通过测量距离差来实现两油罐的同轴固定,故先假定左侧为“标准圆”,右侧为“待移动圆”,只需移动右侧圆与左侧圆重合即可。为了尽可能高精度的实现圆的同轴性,这里采用逐次逼近法,即通过每次移动将最高距离差缩小为原来的1/10,直到所有距离差缩小到设定的范围或是移动设定的次数。当然,这里的“移动”并非真实地对右侧圆进行空间移动,只是程序内部按照假定的移动进行计算而已。由于64对距离传感器在空间圆周上均匀分布,故每个传感器所测点在圆上的角度α均可求出;又油罐的半径R和距离偏差δ已知,故可计算出待移动圆上64个测量点的坐标及角度。任一“待移动圆”上的点距“标准圆”圆心的长度为L=R+δ,进而求得该点的X坐标为:[L*cos(α),L*sin(α)]。
下面给出程序的流程图,如图5所示:
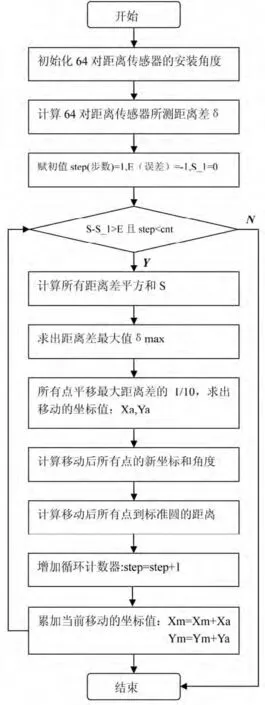
图5
3 PLC中关键部分程序段
下面介绍PLC中程序的主要过程功能块,以西门子S7-1200为例。
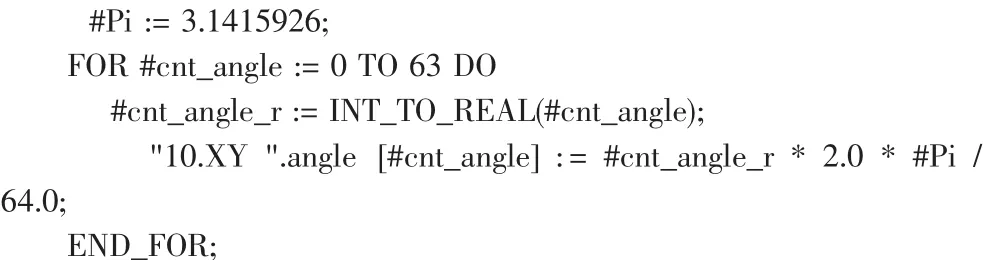
a)64对传感器安装角度的初始化部分:
b)为了将“待移动圆”与“标准圆”距离差降到设定值,需要将“待移动圆”移动多次,此处采用 WHILE…DO语句,反复执行直至不满足循环条件退出。
WHILE#step<"10.XY".MStep AND"10.XY".E>"10.XY".E_con DO
c)找出距离差最大值,并通过移动将此最大值降低为原来的1/10。每一次移动的偏移量以最大值为参考,通过最大值对应点的角度可将移动量分解为X分量与Y分量。下面为部分参考程序:
d)随着X与Y坐标的移动,64个点相应的角度也发生变化。相应地,这儿需要求出移动后的新角度。下面为部分参考程序:
//若移动点在第一象限

//若移动点在第二象限
//若移动点在第三象限

//若移动点在第四象限

e)计算累计移动坐标量,并增加循环计算器:

[1]廖常初.S7-300/400 PLC应用教程.北京:机械工业出版社,2008(10):10.
[2]胡寿松.自动控制原理[M].6版.科学出版社,2013.
[3]蔡轶珩.逐次逼近线性规划法:一种评定形状误差的新方法[J].北京工业大学学报,1999(3).
