磁混凝— SBR 工艺在食品加工废水处理中的应用
2015-01-13陈鸯
陈 鸯
(闽西职业技术学院 实训实验管理中心,福建 龙岩 364021)
食品加工的废水中含有大量的油脂、悬浮物、重金属离子、氮、磷化合物。[1]如果未经处理直接排放,会造成水体的富营养化,大量消耗水中的溶解氧,使水中的生物缺氧死亡,且废水中包含许多致病微生物,易使水体腐败变臭,这些污染物若不进行适当的处理,任意排放,会对土壤和水环境造成很大的危害。
经过传统的污水处理工艺处理后,水中的COD、BOD 还是偏高,且对氨氮的去除效果不佳,已无法满足新的排放标准。[2]SBR 工艺对氨氮和COD 的去除率高并且稳定,再加上食品加工的废水中有机物含量高,可生化性能好。[3]故考虑以SBR 工艺为主要的处理技术,实现废水回用。根据食品加工废水的特点,以福建某食品加工厂废水为例,采用“磁混凝+SBR 工艺”为主线的工艺流程,对该食品加工厂的工业废水和生活污水进行废水的深度处理,以达到废水回收利用的目的。
1 设计水量及水质
该食品加工厂要求处理的食品加工废水量为1200m3/d,水源来自该食品加工废水和工厂生活污水,深度处理后的水质应达到《肉类加工工业水污染物排放标准(GB13457-92)》的一级排放标准。[4]进水水质和排放标准见表1。

表1 进水水质和排放标准Table.1 Inflow water quality and discharge standard
2 废水处理工艺
2.1 工艺原理
磁分离技术是将磁性不同的物质借助磁场力的作用进行分离。[5]食品加工厂废水中具有顺磁性(如铂、铝、氧等)或铁磁性(如铁、钴、镍)的污染物,在磁场力的作用下凝聚为大的颗粒后除去,而自身不具有磁性或弱顺磁性的污染物,往废水中投加磁种,利用絮凝技术将非磁性的污染物与磁种结合在一起,通过磁场吸附作用使污染物脱除。食品加工厂废水中的成分绝大部分是非磁性的,经过多次反复试验得出,采用磁粉Fe3O4作为磁种,FeSO4作为絮凝剂效果好。废水处理时加入絮凝剂FeSO4,使污染物粒子与水分离形成絮状物,磁粉Fe3O4通过电子作用力和范德华力等结合在污染物的絮体内,再利用PAM 的架桥作用,增大其尺寸和强化絮状物的牢固程度,从而在磁场作用下,使絮凝体快速与水分离。通过磁混凝技术能很好地除去废水中的动植物油、悬浮物,色度,磷酸盐,细菌等,但对氨氮的去除率低,为了更好地处理食品加工废水中的氨氮等污染物,采用混凝磁分离与SBR 工艺相结合。
SBR 工艺是一种间歇运行的活性污泥废水处理工艺,其技术核心是SBR 反应池。[6]SBR 反应池按间歇曝气方式进行,在好氧段经硝化细菌,亚硝化细菌的协同作用,将氨氮通过硝化作用转化为硝态氮、亚硝态氮;有机物被氧化成二氧化碳和水;同时微生物能通过同化作用将硝酸盐还原为氨氮转化为细胞原生质成分。在缺氧条件下,通过反硝化作用液态氮被转化为气态氮。经过好氧、缺氧、厌氧3 个阶段的合理配制,交替运行,实现了生物的去碳,脱磷除氮。
2.2 工艺流程
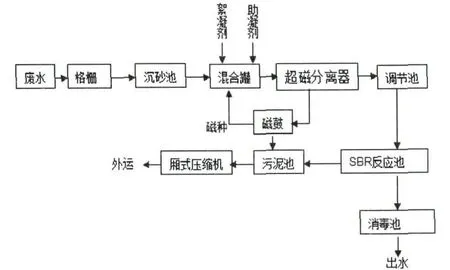
图1 废水处理流程图Figure.1 Process flow diagram for wastewater treatment
废水先经过磁混凝处理,去除多数的油脂、悬浮物等有机负荷以后,再通过SBR 反应池里的活性污泥进行生物处理,使出水达到排放标准。废水处理流程如图1。
食品加工废水和工厂生活污水,经过格栅过滤后,进入沉砂池,进行砂水分离。污水用排污泵提升至混合罐,利用浮球液体计控制泵的启停,利用阀门和电磁流量计控制进水量,在混合罐内,利用自动加药器投入絮凝剂、助凝剂和纳米级磁粉。磁粉在搅拌机的作用下增加了胶体颗粒间的碰撞,磁粉因吸附在絮体内,形成微磁絮团,经过混凝反应后出水流入超磁分离设备,在高能磁场作用下,磁性絮团由磁盘打捞出水,使微磁絮团与水体分离,微磁絮团经过永久磁场的磁回收器进行处理,磁种被回收循环使用,污泥进入污泥池,经磁分离后的原水流入调节池,待提升泵将水送入SBR 反应器,完成有机物的去除,生物脱磷除氮,污泥进入污泥池,最后的终端产水经过消毒后可以直接排放或回用于食品加工生产用水。
3 主要工艺设计参数
格栅:栅条间距:15mm,栅条截面:80mm ×10mm,格栅有效高度:3m,设备宽度:1.6m。有效去除废水的肉、羽、鳞等大量悬浮物。
沉砂池:有效容积1000m3,占地15m×15m×5.5m。撇除池上的漂浮状油脂,有效防止油脂凝结时堵塞管道,砂石沉淀流入泥水池。
超磁分离器:单台设备可实现处理量1000m3/h,占地9m×12m,磁盘为重力的640 倍,从微磁絮凝到泥水分离仅需3 分钟。
调节池:有效容积1000m3,占地15m×15m×5.5m 废水排放水量水质波动大,设立调节池调节水量水质,调节水温,酸碱中和。
SBR 反应池:分为两组,每组SBR 处理水量为600m3/d,单池占地13m ×13m ×5.5m,有效水深5m,排水深2m,污泥负荷0.09-0.12kgBOD/(kgMLSS. d),混合污泥浓度MLSS 2.8g/L,泥龄25-30d,单池运行周期为15h,进水期2h,反应期9.5h,沉淀期1.5h,排水期2h。
消毒系统:消毒药剂为漂白精(2-4%溶液),占地7m×7m×3m。
4 运行效果
该食品加工废水处理工程经过3 个月的调试系统稳定运行后,各项出水水质都达到排放标准,废水监测结果见表2。

表2 废水处理效果Table.2 The effect of wastewater treatment ρ/ (mg/L)
从这三个月的监测结果可知,采用“磁混凝+SBR”工艺在食品加工废水的处理上是可行的且实际运用效果很好。从表中可知,6 月份污染物质进水浓度高,出水水质反而好,有可能是因为6 月份的BOD/COD=0.5 高出7 月份(0.47)、8 月份(0.44),可生化性更好,且微生物对有机物的降解与温度有关,一般最适宜的温度是15 ~30℃,7、8 月份的温度较高,对生物降解有一定的影响。经过SBR 反应后的出水中PH:7-8,SS≤25mg/L,CODcr≤52.5mg/L,BOD ≤15.6mg/L,ρ (动植物油)≤16.1mg/L,ρ (NH3-N)≤10.6mg/L,水质稳定,达到企业的污水排放标准。
5 系统运行中出现的问题
(1)曝气时间控制不当,影响SBR 出水效果
系统刚运行时,曝气时间太短,使SBR 中的溶解氧浓度偏低,微生物不能进行正常的新陈代谢,甚至死亡,出水水质差。通过调整,当曝气充氧到溶解氧浓度为2mg/L 时,出水效果好。
(2)PH 控制不佳,影响硝化反应
硝化菌对pH 变化十分敏感,亚硝酸菌在pH 7.0-8.0 时活性最好,硝酸菌在pH 值为7.7-8.1 时活性最好。在硝化反应中,由于氨氮被氧化成硝氮的过程中产生了H+,与水中的碳酸盐、OH-等带碱性的物质发生作用,从而使反应器中的PH 值下降,当pH 降到5.5 以下时,硝化反应几乎停止。所以要随时监控反应器中的PH 值,且对进入SBR 反应池的碱计量泵阀门保持小量开度,不能一味通过酸碱分析仪调整,这是由于反应池中酸碱度分布不均,如果阀门开度过大,会造成局部碱度过高,影响硝化菌的活性。
6 结论
(1)采用“磁混凝+SBR 工艺”为主的工艺路线,对食品加工废水的处理是可行的,将废水进行深度处理后PH:7-8,SS≤25mg/L,CODcr≤52.5mg/L,BOD ≤15.6mg/L,ρ (动植物油)≤16.1mg/L,ρ (NH3-N)≤10.6mg/L,出水水质稳定,达到国家安全排放标准。
(2)采用磁混凝技术能使食品加工废水的泥水快速分离,但对氨氮的去除率低,SBR 反应器作为废水处理的核心脱磷除氮工艺,对悬浮物、CODcr、BOD 及氨氮均有很好的处理效果,氨氮的去除率达到83%以上
(3)科学合理的预处理是保证SBR 工艺正常运行的必要条件,废水经过磁混凝分离,去除了食品加工废水中的大量油脂,悬浮物和有机物,使CODcr≤500mg/L,BOD≤350mg/L,生物可生化性高,从而保证SBR 反应器正常稳定运行。采用磁混凝分离与SBR 工艺相结合,经磁混凝分离后的出水完全能够满足SBR 工艺进水的水质要求,再进行SBR 工艺深度处理废水,具有更好的抗污性和稳定性,实现废水回用目的。
(4)“磁混凝分离+SBR 工艺”对食品加工废水的处理,占地面积少,操作简单,出水稳定,SBR 本身适合于组合构造,利于废水处理厂的扩建和改造,具有普遍推广意义。
[1]徐鹏,张晓东,朱乐辉.UASB—接触氧化工艺处理屠宰及肉类加工废水[J]. 水处理技术,2013,39(2):123-126.
[2]李敬存,郭丽波. 禽类屠宰加工废水处理技术[J]. 环境污染治理技术与设备,2004,5(02):74-76.
[3]张兴文,滕仕峰,孟志国,等. 食品加工废水处理工程[J]. 水处理技术,2006,32(3):70-71.
[4]国家环境保护总局.GB13457-92 肉类加工工业水污染物排放标准[S]. 北京:中国环境科学出版社,1992:1-4.
[5]王晓云,车向然. 磁性物质及磁分离技术在环境工程中的应用[J]. 科学技术与工程,2008,8(23):6307-6310.
[6]王殿平,许翊华,杜彦武,等.SBR 的工艺特点分析[J].哈尔滨商业大学学报(自然科学版),2003,19(6):677-680.