FF-46/FC-16B齿球形催化剂的工业应用
2015-01-10石巨川
刘 嘉,石巨川
催 化 剂
FF-46/FC-16B齿球形催化剂的工业应用
刘 嘉1,石巨川2
(1. 中国石化催化剂有限公司抚顺分公司,辽宁 抚顺 113122; 2. 中国石化海南炼油化工有限公司,海南 洋浦 578101)
近年来,加氢精制和加氢裂化催化剂的制备方法都已经比较成熟,而催化剂的研发与生产工艺的改进成为科研单位和生产企业研究的主要方向,除此之外,催化剂外形的创新也成为一个发展方向。介绍了FF-46/FC-16B齿球形催化剂在中国石化海南炼油化工有限公司的工业应用,应用结果表明,齿球形催化剂易装填均匀,FF-46/FC-16B级配催化剂活性好、加氢性能强,提高了催化剂的整体使用性能。
催化剂;齿球形;工业应用
由于经济发展、原油变差和产品质量升级等因素,加氢裂化技术已经成为我国炼油行业最重要的原油二次加工手段之一[1],而加氢裂化技术的核心是催化剂,包括加氢预处理催化剂和加氢裂化催化剂[2]。近些年,如何提高催化剂的活性、选择性和稳定性,以及如何降低操作压力、减少氢耗成为提升炼厂经济效益的关键所在[3]。
加氢预处理催化剂和加氢裂化催化剂的制备方法都已经比较成熟。催化剂的研制以及生产工艺的改进是科研单位和生产企业研发的主要方向,除了催化剂的新配方和新工艺外,催化剂外形的创新也成为一个发展方向[4]。其中,齿球形催化剂因拥有易于装填均匀、活性高、机械性能好和使用寿命长等优点而引起广泛的关注。但其制造工艺复杂,生产成本高于同类型条形催化剂的客观因素也要综合考量。
1 FF-46/FC-16B催化剂的工业应用
中国石化海南炼油化工有限公司(以下简称:海南炼化)150万t/a加氢裂化装置,采用中国石油化工股份有限公司抚顺石油化工研究院(以下简称:FRIPP)开发的FDC单段两剂多产中间馏分油加氢裂化工艺技术[5],该技术创新性地在反应器中级配装填使用加氢精制和加氢裂化两种催化剂,并优化两种催化剂的级配装填比例,使加氢裂化反应温度、主要目的产品质量和催化剂总费用之间得到合理优化,从而使加氢裂化对原料适应性、活性、目的产品选择性、催化剂活性匹配等总体性能明显提高。FDC单段两剂多产中间馏分油加氢裂化技术具有很好的原料适应性,可以加工不同性质的原料油。该技术不仅保留了传统单段加氢裂化工艺技术体积空速大、工艺流程简单等优点,而且还克服了传统单段加氢裂化工艺技术起始反应温度高、对原料油变化适应性差等不足,此外还具有中间馏分油收率高、化学氢耗低、产品质量好、催化剂总费用低等特点,因此,可为用户带来很好的经济效益和社会效益[6]。
海南炼化150万t/a加氢裂化装置采用FRIPP开发的FZC系列保护剂、FF-46齿球形加氢精制催化剂以及FC-16B齿球形加氢裂化催化剂,齿球形催化剂可以增加催化剂的外比表面积,具有最大外扩散传质的速度,提高催化反应速率;齿球形催化剂颗粒尺寸均一,易于装填且催化剂床层均匀,改善了反应器内催化剂床层压力降问题,有效解决反应器内物料分配均匀的问题,可以消除催化剂架桥而产生沟流和局部过热,减少催化剂结焦,延长催化剂使用寿命。生产方案以多产中间馏分油为主,适当提高催化重整原料收率,同时保持柴油和尾油产品低凝点的特点,并适当提高反应活性,以及保证装置在低能耗下长周期稳定运行。
装置于2013年9月开始催化剂装填,10月4日开始向反应系统引入低氮油,10月5日0:30开始催化剂硫化,10月7日5:20开始切换新鲜原料,10月16日产品合格,装置一次开汽成功。
1.1 催化剂装填
150万t/a柴油加氢裂化装置于2013年9月9日开始装填催化剂,至9月22日结束,装填FZC-100加氢保护剂 0.96 t,FZC-105加氢保护剂 0.98 t,FZC-106加氢保护剂1.56 t,FF-46齿球形加氢精制催化剂 141.7 t,FC-16B齿球形加氢裂化催化剂105.14 t。催化剂物化性质和总用量见表1、2。

表1 主催化剂物化性质Table 1 Physicochemical properties of oxidation catalyst

表2 催化剂总用量Table 2 The total amount of catalyst
1.2 催化剂的硫化钝化
催化剂的硫化采用湿法硫化,所用的硫化剂是二甲基二硫(DMDS)。
2013年10月4日15:00开启原料油泵向反应系统引入低氮开工油,逐渐调整进料量,建立反应-分馏大循环。硫化初始条件见表3。
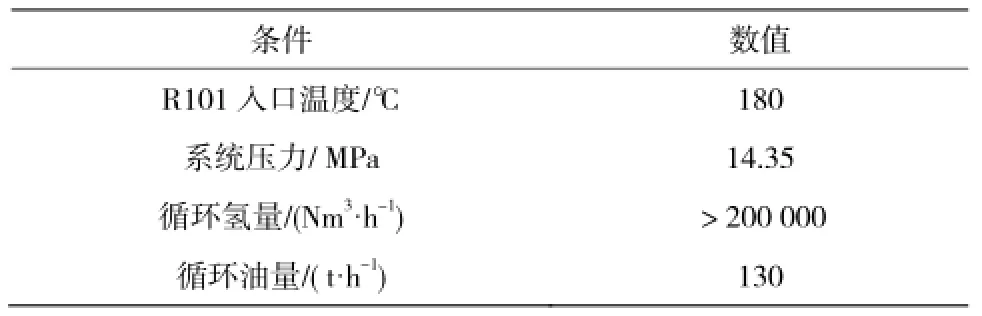
表3 硫化初始条件Table 3 Initialize conditions of sulfuration
10月 5日 0:30开启注硫泵向反应系统注入DMDS。同时以10 ℃/h的升温速度向200 ℃升温。13:00硫化氢穿透,循环氢中硫化氢浓度为1 900 × 10-6,累计耗时约12 h。16:00开始230 ℃恒温硫化8小时,循环氢中硫化氢浓度为7 000~15 000×10-6。
10月6日2:30开启注氨泵进行催化剂钝化,4:30开始注水,注水量为7 t/h。并以3 ℃/h的升温速度向250 ℃升温。6:00,高分酸性水中氨浓度为6 551×10-6,氨穿透裂化反应器,耗时约3 h。然后以8 ℃/h的升温速度向290 ℃升温,此过程循环氢中硫化氢浓度为2 600~11 000×10-6。16:00开始290 ℃恒温硫化,期间循环氢中硫化氢浓度为5 000~8 000×10-6。恒温硫化4 h。21:00开始以6℃/h的升温速度向 320 ℃升温,此过程循环氢中硫化氢浓度为3 700~9 500×10-6。
硫化过程共消耗硫化剂DMDS约64 t,钝化剂无水液氨7 t。
催化剂钝化和 250 ℃以后催化剂高温硫化同步进行,装入缓冲罐无水液氨10.12 t,实际钝化使用了约7.5 t。加氢裂化催化剂硫化钝化趋势见图1。
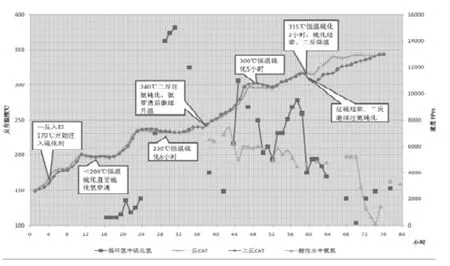
图1 加氢裂化催化剂硫化钝化趋势Fig.1 Sulfide passivation trend of hydrocracking catalyst
1.3 切换原料及产品性质
催化剂硫化结束后将精制反应器入口温度降至315 ℃,裂化反应器入口温度降至310 ℃, 10月7日5:20向反应器内以40 t/h引入直馏蜡油进行稳定调整, 8:30将蜡油进料量调至80 t/h,并逐步提高精制和裂化反应器入口温度,之后开始调整操作。
2013年10月16日,主要产品合格,150万t/a加氢裂化装置一次开汽成功。开工初期,装置主要操作条件、产品分布和产品性质见表4-6。
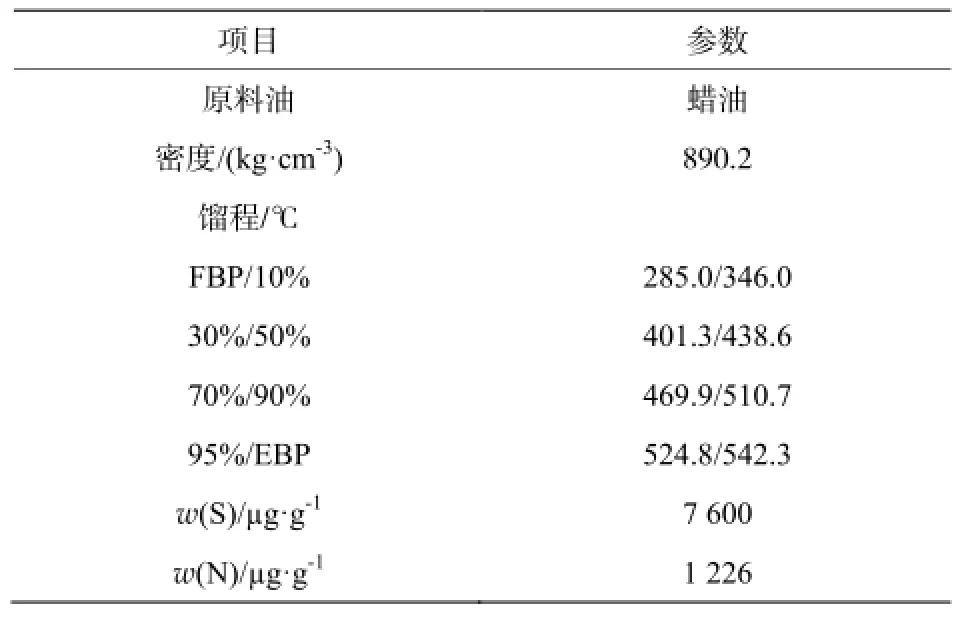
表4 原料主要性质Table 4 The main properties of the feedstock

表5 主要操作条件Table 5 Major operating conditions

表6 主要产品性质Table 6 The properties of major products
2 运行情况
海南炼化150万t/a加氢裂化装置已经进入第四个运行周期,自2006年9月建成投产以来,经过三个周期7年多时间的运行,加工原料油560多万t,生产催化重整原料近 130万t,优质清洁柴油产品290多万t,优质3#喷气燃料20多万t,加氢裂化尾油产品近90万t,产品分布和产品质量均很好满足海南炼化实际生产要求。在装置综合能耗方面,随着各项节能措施的逐步实施和装置操作条件的不断优化,装置运行与操作渐入佳境,装置综合能耗逐年降低,前3个周期平均综合能耗仅为24.12 kg EO/t原料油。
海南炼化150万t/a加氢裂化装置通过采用系统综合集成的高能效加氢裂化成套技术,在技术研究、技术选择、装置设计和操作运行等方面全方位采用高效节能降耗措施,综合能耗指标已处于国内外加氢裂化装置排行榜榜首,综合节能效果达到世界领先水平,树立了高能效加氢裂化技术工业应用典范,对新装置建设和现有装置优化操作提高能效均有很好的示范和导向作用。
3 结 语
(1)海南炼化150万t/a加氢裂化装置采用湿法硫化,硫化过程平稳,硫化效果较好,切换原料过程平稳顺利,各床层温升均在可控范围内。由于此次硫化的流程为反应-分馏大循环,硫化剂的损失量较大,实际硫化剂用量比理论硫化剂用量多了10 t。
(2)海南炼化150万t/a加氢裂化装置所装填的FF-46/FC-16B齿球形催化剂,易于装填均匀,加氢催化剂级配活性好、加氢性能强,提高了催化剂的整体使用性能。应用结果基本达到设计要求,可作为优质的催化重整原料,航煤和柴油都能满足产品质量要求。
(3)前三个运行周期的工业应用结果表明:随着各项节能技术和节能设备的不断投入使用,装置综合能耗逐年降低,平均能耗由第一周期的 35.81 kg EO/t原料油降低到第三周期的17.73 kg EO/t原料油,综合能耗指标已处于国内外加氢裂化装置排行榜榜首,综合节能效果达到世界领先水平。
(4)与上周期条形催化剂相比,本周期选用齿球型加氢催化剂,反应系统压降及各床层的温度分布较上周期有了明显的改善,精制反应器的脱氮效果更好,这也为装置的长周期运行提供了有力的保障。
[1] 杜艳泽.国内蜡油加氢裂化技术应用现状和发展趋势[C].2014年中国石化加氢技术交流会. 2014: 17-25.
[2] 魏登凌, 彭绍忠, 付会娟, 杨占林, 王刚. 高活性加氢裂化预处理催化剂的研制[J]. 当代化工, 2007,36(3): 253-255.
[3] 蒋兆鹏, 孙楚桥. 炼油技术及东方石化炼油技术路线[J]. 广东化工, 2013, 40(258): 88-89.
[4] 杨大奎, 魏涛, 张谦温. 齿球形催化剂工业应用综述[C].加氢装置生产技术交流会论文集,2012: 900-905.
[5] 杜艳泽, 曾榕辉. FRIPP加氢裂化工艺技术节能特点分析[C]. 2014年中国石化加氢技术交流会,2014: 19-25.
[6] 曾榕辉, 孙洪江. FDC单段两剂多产中间馏分油加氢裂化技术开发及工业应用[C]. 2007年中国石油炼制技术大会, 2007: 636-642.
Industrial Application of FF-46/FC-16B Teeth Spherical Catalyst
LIU Jia1,SHI Ju-chuan2
(1. SINOPEC Catalyst Company Fushun Division, Liaoning Fushun 113122,China;2. SINOPEC Hainan Petrochemical Co. Ltd., Hainan Yangpu 578101,China)
In recent years, the preparation methods for hydrotreating and hydrocracking catalysts tend to be relatively mature, and development of catalysts and improvement of production process have become a research focus, in addition, the innovation of catalyst shape is also orientated to the development. In this paper, application of FF-46/FC-16B teeth spherical catalyst in Sinopec Hainan petrochemical Co.,Ltd. was introduced. Application results show that the teeth spherical catalyst is easy to load, and the FF-46/FC-16B graded catalyst has better activity and hydrogenation performance, which can enhance the overall performance of the catalyst.
Catalysts; Teeth spherical; Industrial application
TE 624
: A
: 1671-0460(2015)04-0806-03
2015-02-06
刘嘉(1982-),男,辽宁抚顺人,工程师,硕士,2014年毕业于辽宁石油化工大学化学工程专业。E-mail:liujia.chji@sinopec.com。