基于模型参考自适应PI的卷径锥度张力控制系统
2015-01-04孙学斌
孙学斌,惠 晶
(江南大学轻工过程先进控制教育部重点实验室,江苏无锡214122)
基于模型参考自适应PI的卷径锥度张力控制系统
孙学斌,惠 晶*
(江南大学轻工过程先进控制教育部重点实验室,江苏无锡214122)
根据PET涂覆机生产过程中薄膜收卷系统的非线性与大时变特点,分析了张力锥度与收卷速度、卷径及转矩变量之间的动力学关系,设计了薄膜连续收卷的锥度张力控制系统。基于速度差的间接张力模型实现张力控制,采用模型参考自适应PI控制策略控制收卷电机转速并对张力实时补偿。仿真与实验结果表明,提出的控制策略对PET涂覆机复卷张力系统的动态响应和稳态张力精度比原系统明显改善,解决了薄膜收卷系统张力控制难题。
PET涂覆机;收卷张力;模型参考自适应PI;锥度张力模型;摆辊
PET涂覆膜生产过程的张力控制极其重要,尤其是复卷张力锥度的控制精度与动态响应性能会直接影响产品的品质。采用恒定张力收卷,随着卷径的增大,由于材料外部对内侧具有一定大小的作用力持续挤压作用,导致内侧压力实际大于外侧压力,造成整个料卷压力不均,会产生内部皱褶[1]。重力偏心与表面褶皱都会使张力大幅波动,导致包装材料的变形和断裂[2]。
针对收卷过程中张力控制中出现的问题,建立基于控制速度差的收卷力学模型,设计锥度张力控制系统,采用模型参考自适应PI控制策略控制收卷电机转速,对张力进行间接补偿,从而实现薄膜在高速收卷时的张力控制。
1 收卷张力锥度模型
收卷系统如图1所示。系统由复合辊、张力机构与收卷机构组成。涂布后的基膜与覆膜经过复合辊挤压黏贴在一起,经过张力摆辊最后由收卷机构卷绕成型。收卷作为涂覆机的最后一个环节,其张力控制的质量尤为关键。由于收卷半径变化大、PET薄膜易变形,收卷段张力采用锥度张力控制实现。锥度张力控制实质是使带薄膜张力由大到小按照锥度进行递减,既保证卷取过程中张力的相对稳定,又要满足薄膜卷内紧外松对张力变化的要求。
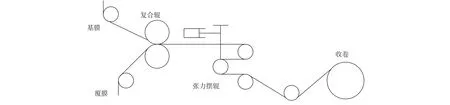
图1 收卷系统示意Fig.1 Winding tension control diagram
运用双曲线型锥度张力变化曲线,可以更好地满足不同卷径范围内收卷张力的调节,使系统具有更高的灵活性。卷径与张力的关系见图2式(1)。
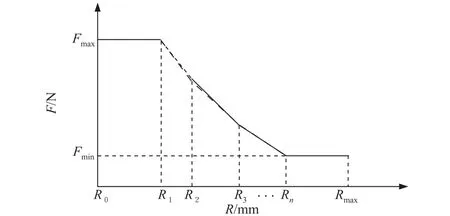
图2 双曲线型锥度张力变化曲线Fig.2 Hyperbolic taper tension curve
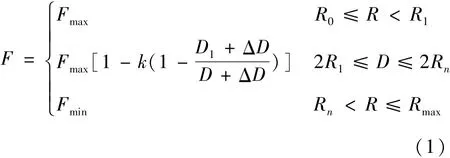
其中:F为实际张力;D1为锥度张力开始时的料卷直径;D为实时直径;k为锥度系数;ΔD为张力锥度补偿修正量;R0为空卷半径;Rn为第n段半径;Rmax为满卷半径。
在卷绕过程中收卷直径是不断变化的,收卷直径可以通过测量或者计算得到。本系统采用速度比法及复合电机的线速度进行计算,在计算过程中应考虑到前滑补偿。
收卷段锥度张力控制原理如图3所示。收卷段张力控制采用摆辊反馈调节控制张力[3]。通过触摸屏设定收卷卷径范围、各段锥度曲线,调节摆辊气缸的压力来设定收卷段的初始张力。控制器根据当前卷径值判断所属半径范围,从而计算出当前给定的张力大小,输出信号给电磁比例阀来减小气缸的推力,为使摆辊始终处于平衡位置,薄膜的实时张力也要相应地减小,从而实现张力的锥度控制。

图3 收卷锥度张力控制原理Fig.3 W inding taper tension control diagrm
2 收卷张力的力学模型
收卷的张力控制是由收卷电动机驱动收卷机构实现张力稳定控制的过程。随着卷绕的进行,收卷辊上PET涂覆膜的累积量不断增加,收卷半径也就随着变大,为了保持恒定的运行线速度,收卷电机的转速逐渐减小,而输出转矩要逐渐增大。收卷机构如图4所示。其中ω为收卷轴角速度,V为收卷线速度,复合后的PET涂覆膜经过导辊,由收卷辊将薄膜卷绕成型[4]。
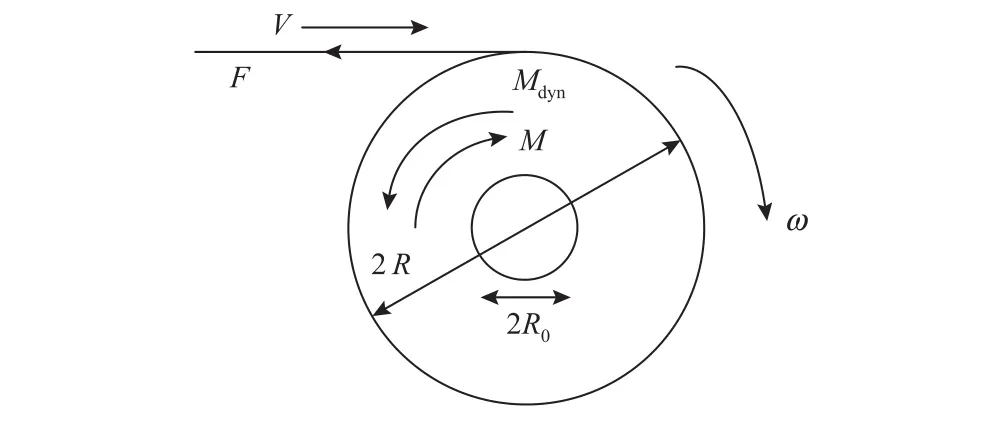
图4 收卷辊受力示意Fig.4 W inding tension control diagram
在收卷过程中,电动机产生的电磁转矩M作为主动力矩带动收卷辊转动,转动过程中需要克服摩擦转矩Mf、惯性转矩Mi、张力产生的转矩MF,其动态转矩平衡方程为

随着收卷过程的进行,收卷卷径逐渐增大,为了维持一个恒定的收卷线速度,收卷轴的角速度ω要逐渐减小,因此电机的旋转角速度应逐渐减小。收卷辊上涂覆膜的增加,导致整个收卷辊的重量增大,所以转动惯量也逐渐增大[5-6]。收卷辊的等效负载转矩Mdyn包括惯性转矩Mi和摩擦转矩Mf两部分:

对收卷数学模型中用到的变量做如下定义:L为薄膜宽度;Jini为收卷轴的初始转动惯量;JR为收卷轴上薄膜的转动惯量;J为收卷总转动惯量。经过对以上收卷过程用到的变量定义后,收卷辊的惯性转矩Mi为

收卷辊的总转动惯量包括初始收卷轴的惯量和被卷绕的涂覆膜的惯量,各变量的关系为
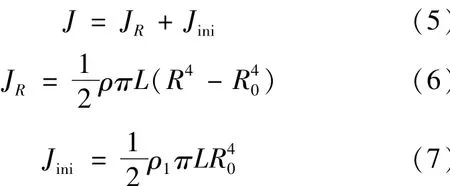
由式(5)~(7)可知

J0是常数计算,J0=πL(ρ1-ρ)
当收卷辊收料时,放卷辊径越来越大,J和ω是时间变量。基于公式ω=v/R可以得到

由于材料厚度δ相当小,可以推导出以下假设:

然后,半径的改变可以被描述为

由式(2)~(11),张力可以表示为
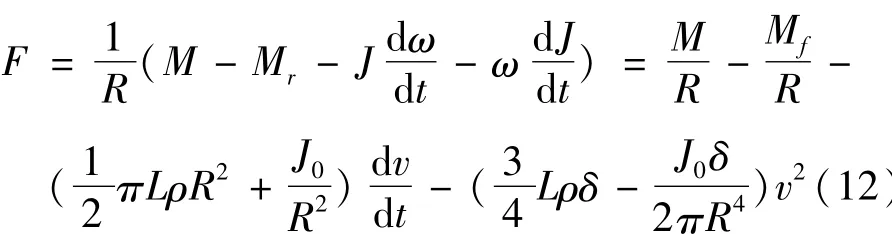
如果忽略摩擦力矩,而且速度是常数,张力可以由式(12)计算得到:

根据式(13),M和R是影响收卷张力的主要因素。通过设定系统运行时收卷张力大小和运行线速度,系统采集实时卷径、获取变频器输出转矩、转速信号,在控制器内部对张力控制系统进行模型建立,求得变频器运行的转速和转矩信号,从而实现稳定的收卷、控制和保持卷曲张力在适当的水平。
3 模型参考自适应张力控制策略
3.1 模型参考自适应控制系统
模型参考自适应控制(MRAC)系统的工作原理如图5所示。先根据被控对象要求达到的性能指标,设计一个与被控对象同阶的定常参考模型,将其与被控对象并联,在同一个参考输入r(t)的作用下,比较两者的输出从而得到偏差,用e(t)表示;再通过设计出来的自适应机构,调节被控对象的参数,或者产生一个辅助的控制输入信号,累加到被控对象的输入上,最终达到e(t)趋近于零[7]。
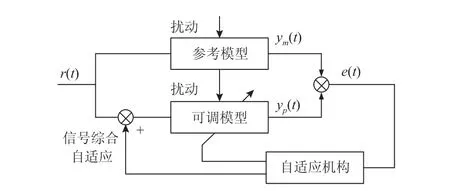
图5 模型参考自适应系统基本结构Fig.5 Basic structure of a m odel reference adap tive system
考虑到收卷张力系统非线性与大时变的特点,而PI控制具有很好的鲁棒性能,算法原理简明,参数的物理意义明确,理论分析体系完整且应用经验丰富,故MRAC结合PI对收卷系统进行控制。模型参考自适应PI张力控制原理如图6所示。图6中,Mm是参考模型的输出;MP是可调系统的扭矩;Kp和Ti分别是PI控制器的比例系数和积分时间常数;Fr和F分别是参考张力和实际输出张力;KA和KJ分别是D/A转换器和张力传感器的比例系数;Kv和Tv是变频器近似数学模型的放大倍数和惯性时间常数;e是广义误差[8-9]。

图6 模型参考自适应张力控制原理Fig.6 Model reference adaptive tension control diagram
3.2 参考模型
作为一个辅助系统,参考模型通常根据期望输出值构造。由于扭矩和张力之间非线性关系很困难描述出传递函数,给出参考模型

使C表示常量
则式(14)简化为

3.3 自适应控制律
自适应控制规律是控制系统参数整定的基础,对系统性能具有重要的影响。当系统参数变化缓慢,可以通过调整部分参数优化方法来调节控制器参数。传统的优化控制器参数方法是梯度法、共轭梯度法和变尺度法等。在系统中应用梯度方法来优化控制器参数。
系统性能指标描述:

式中:f(Kp,Ti)为系统性能指标;e=Mm-Mp为广义误差;Kp和Ti为控制器的比例系数和积分时间常数。
f(Kp,Ti)的梯度可以表示为

假设增量包括初始值和变量值,增量表达式为

式中:Kp0为初始增益;ΔKp为变量增益;λk为Kp搜索的步长。
用相同的方式,Ti可以表示为

根据e=Mm-Mp,可以得到
方程(20),(21)表示自适应控制规律。此外,根据可调系统的传递函数,扭矩Mp可以表示为
因此
由方程(20)~(24),可以得到
4 仿真与实验
4.1 仿真结果对比
根据设计的模型参考自适应PI控制器(MRAC PI),在Matlab中利用工具箱对控制系统进行仿真,并与常规的PI控制器进行比较。异步电动机的放大倍数和惯性时间常数分别为1.0和0.35。张力传感器的比例系数是0.1。控制器的比例系数和积分时间常数分别为1.05和0.028。图7为采用MRAC PI与传统PI控制器在Matlab环境的系统动态响应仿真比较。
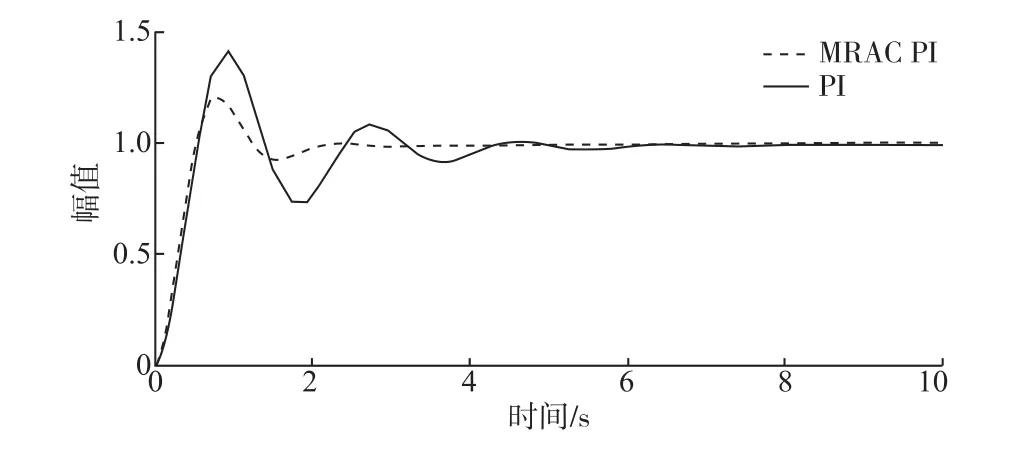
图7 PI与MRAC PI阶跃信号响应仿真对比曲线Fig.7 PI and M RAC PI step response curve
由图7和表1可知,与常规PI控制,MRAC PI控制可以减少超调量和振动振幅;同时,调节时间减少,动态性能显著提高。
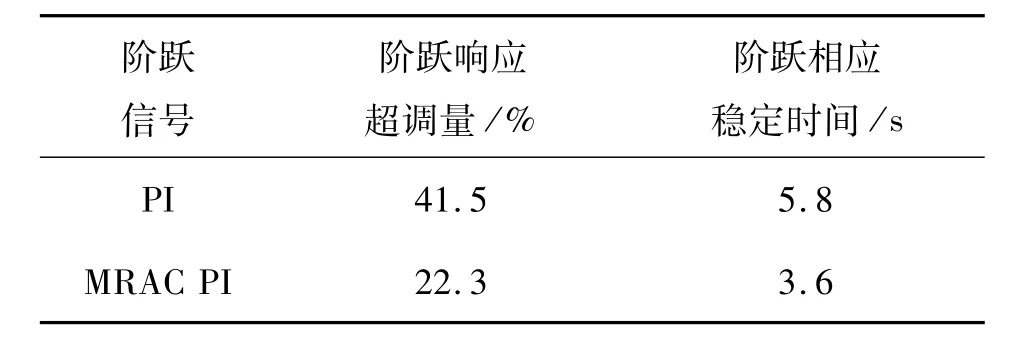
表1 PI与MRAC PI阶跃信号响应仿真对比Tab.1 Com parison of PI and M RAC PI step response parameters
4.2 实验结果分析
以PET涂覆机收卷机组为具体对象进行相关收卷控制试验验证。该机组以刚性气涨轴为卷芯,系统采用安川H1000系列变频器分别控制复合辊和收卷辊电机,电机大小分别为7.5kW和11kW。PET涂覆膜的厚度为74μm(PET 18μm+PE 16μm+涂层40μm),PET涂覆膜宽度为1800mm,收卷辊筒芯为180 mm,额定满卷直径为800 mm,锥度系数k=0.6,初始张力为250 N,满卷张力150 N。将涂覆机工作在80 m/min时由空卷到满卷过程中张力检测得到的实际值导入到Matlab中,图8所示为实际张力曲线与设定锥度张力曲线。
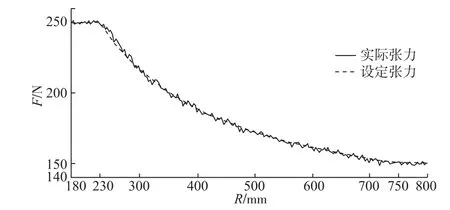
图8 80m/m in恒线速度实际张力曲线与设定锥度张力曲线Fig.8 80 m/m in constant linear velocity the actual tension and the set taper tension curves
由实验结果可知,使用MRAC PI方法进行涂覆机收卷控制,卷径在180~230 mm时以250 N的恒张力收卷,卷径在230~750 mm时张力呈锥度递减,卷径在750~800 mm时以150 N的恒张力收卷,在整个收卷过程中实际张力始终在设定张力上下波动,且波动范围较小,张力控制效果良好。
5 结 语
对PET涂覆收卷机构建立锥度张力控制系统,通过控制牵引辊与收卷辊的速度差对张力进行间接控制,同时模型参考自适应PI控制器调节收卷辊速度,对张力进行直接补偿。采用的模型参考自适应PI算法,系统稳定性高,张力波动小。
(
):
[1]张滨.基于SIMOTION的卷绕控制系统研究[D].上海:华东理工大学,2011.
[2]王青龙.多层贴膜卷绕张力控制的研究[D].武汉:武汉理工大学,2012.
[3]Nevaranta N,NiemeläM,PyrhÖnen J,et al.Indirect tension controlmethod for an intermittent web transport system[C]//15th International Power Electronics and Motion Control Conference.Novi Sad Serbia:IEEE,2012.
[4]王伟,惠晶.一种无传感器的恒张力控制系统设计[J].江南大学学报:自然科学版,2011,10(5):551-554.WANGWei,HUI Jing.Design on sensorless constant tension control system[J].Journal of Jiangnan University:Natural Science,2011,10(5):551-554.(in Chinese)
[5]许建国.电机拖动基础[M].北京:高等教育出版社,2004:343-346.
[6]陈伯时.电力拖动自动控制系统[M].北京:机械工业出版社,2003.
[7]吴士昌,吴忠强.自适应控制[M].北京:机械工业出版社,2005.
[8]张鹏.模型参考自适应在热轧卷取机张力控制中的应用[D].沈阳:东北大学,2010.
[9]王林.基于模型参考自适应算法的张力控制系统研究[D].湖南:中南大学,2008.
(责任编辑:杨 勇)
Research on the Tension Control System for Radius Taper Based on MRAC PI
SUN Xuebin,HUIJing*
(Key Laboratory of Advanced Process Control for Light Industry,Education Ministry,Jiangnan University,Wuxi214122,China)
According to the nonlinearity and time-varying characteristics of the winding system of PET coatingmachine production processes,the dynamic relation among taper tension and winding speed,radius,torque variables are analyzed,and a taper tension for the continuous winding control system of the PET film is designed.The tension is indirectly controlled by adjusting the speed difference between the compound motor and winding motor.The winding motor speed is controlled by MRAC PI strategy and the tension can be real-time compensated.The simulation and experimental results show that both the dynamic response and stable tension precision for the designed system are improved compared with the traditional system and the winding tension control for PET film is presented.
PET coatingmachine,winding tension,MRAC PI,taper tension mode,dancer
TP 273
A
1671-7147(2015)02-0151-05
2014-10-17;
2014-11-14。
国家自然科学基金项目(51405198);江苏省自然科学基金项目(BK2013159)。
孙学斌(1990—),男,安徽安庆人,电气工程专业硕士研究生。
*通信作者:惠 晶(1957—),男,陕西西安人,教授,硕士生导师。主要从事电力电子与电力传动等研究。Email:jingh@126.com