定尺剪系统改造设计与应用
2015-01-02王成龙张国锋段文宇于美丽冯旻
王成龙,张国锋,段文宇,于美丽,冯旻
(山钢股份济南分公司检修公司,山东济南 250101)
信息化建设
定尺剪系统改造设计与应用
王成龙,张国锋,段文宇,于美丽,冯旻
(山钢股份济南分公司检修公司,山东济南 250101)
针对济钢2 500 mm轧钢产线定尺剪定尺误差大的问题,在原有基础上增添定尺机构,使用RS Logix 5000编程软件对硬件系统进行组态,采用MSG数据通信方式实现了多网络通信、定尺机自动定位、多电机同步减速控制,应用RS View设计上位画面,方便操作。应用表明,钢板定尺精度控制在±1 mm,提高了生产效率。
定尺剪;定尺切割;自动调节;剪切精度
1 前言
济钢2 500 mm轧钢产线北线精整区定尺剪,原采用编码器计数法实现定尺功能。定长时,测量轮压紧钢板表面,由安装在测量轮上的编码器测量出钢板在辊道上行走的距离,以此来完成钢板在生产辊道上的定尺。但是,实际生产过程中,由于测量轮磨损,编码器累计误差,设备震动等多种因素引起定尺误差大,影响到钢板的剪切精度和生产线的成本。
因此,采用编码器行走,挡板式精确定位定尺机构,可有效避免机械磨损产生的误差,实现钢板精确定位。根据定尺机构自动化控制系统的结构,结合定尺机自动化控制原理,提出了定尺机构自动化控制的改造方案。
2 改造后电气系统构成
2.1 硬件组成
济钢2 500 mm轧钢产线改造后定尺剪系统硬件包括传动控制系统、位置检测系统、自动控制系统和公共电源系统。
传动控制系统在原有的2台200 kW主剪电动机、4组5.5 kW入口辊道台单传辊道电机、1组5.5 kW出口辊道台单传辊道电机和7台主剪附属电机基础上,增添1台45 kW定尺机电动机和1台11 kW挡板电动机。其中,主剪电机由AB 1336T变频器进行变频控制,辊道电机由AB 1336F变频器进行变频控制,主剪辅助电机由AB 1336E变频器进行变频控制,增添的定尺机电动机和挡板电动机均由AB 700变频器进行变频控制。
改造后位置检测系统由绝对值编码器进行位置检测,通过定尺机上标针指示的示数确定测量钢板的长度。
自动控制系统在原有的AB Control Logix控制器机架上增添1块控制网组态模块CNB,1块设备网组态模块DNB。增添1块远程Flex,两块I/O输入模块1794 IB16,两块I/O输出模块1794 OB16。
公共电源系统中整流/回馈单元采用AB 2364 FNRU+RGU组合方式,为所有逆变器提供公共直流电源,RGU组态于控制网。变频调速装置只选用了逆变器。
操作监控系统包括2台上位机和2台视频监控摄像头。
2.2 应用软件
定尺机自动控制系统使用RS Logix 5000编程软件对硬件系统进行组态,使用RS Net Worx for Control Net软件进行Control Net控制网络优化,使用RS Net Worx for Device Net软件进行Device Net设备网络优化。AB700变频器参数使用Drive Tools软件进行设置。上位监控操作画面使用RSview studio软件编写。
3 系统控制原理及应用
3.1 定尺机工作原理
定尺机构安装在定尺剪输出辊道上方,由小车行走机构、定位机构、挡板的升降机构构成。定尺机构通过小车行走机构的移动来调节小车与定尺剪的间距,调节到指定位置后通过定位机构实现定位,定位后通过挡板的升降机构落下挡板,钢板由辊道传送至挡板处停止,操作员操作定尺剪完成剪切。其中,小车行走机构采用齿轮齿条传动的方式,定位机构采用定位爪插入定位齿条的方式,小车行走机构上带有监控摄像头、小车电机、挡板电机。
3.2 控制流程及控制方案
定尺机可分为手动和自动两种运行模式。定尺机自动定位模式是操作人员根据生产需要在上位界面中输入规定的剪切长度,定尺机按照剪切长度自行移动到剪切位置。定尺机手动定位模式则要求操作员根据生产要求,一边观看车载监控摄像头实时监测钢板定尺情况,一边操作主令及时做出调整。
3.2.1 多网络通信控制技术
为了减轻定尺剪Control Logix控制器的负荷,将定尺机控制系统增添的设备网控制模块DNB和控制网设备模块CNB连接到收集区的Control Logix控制器中。因此,实现两个Control Logix控制器的通信至关重要。
本设计采用MSG数据通信方式[1]完成两个Control Logix控制器的通信。由于MSG指令在Control Net网络中属于非预定性数据,所以无须重新规划网络,只需在定尺剪Control Logix控制器侧和收集区Control Logix控制器侧分别建立读写指令,编制好指令直接运行。MSG指令通信编程:
1)数据传送组态。MSG指令编写之前,首先为MSG指令建立一个数据类型为Message结构的标签。其次,在Message Type中选择指令要传送的类型(读/写);在Source Element键入发送信息的地址,读操作键入对方控制器发送地址,写操作键入本控制器发送地址;在Number Of Element中选择发送信息尺寸;在Destination Element中键入接受信息的地址,读操作键入本控制器接收地址,写操作键入对方控制器接收地址。
2)通信路径设定。在I/O组态中添加对方控制器,通过Browse找到对方控制器。
信息发送路径:收集区控制器L62→其下挂接的CNB→控制网络Cnet→定尺剪控制器L55挂接的CNB→定尺剪控制器L55。
3.2.2 自动定位技术
定尺机自动定位系统以绝对值编码器为反馈值[2],通过如下公式计算出定尺机实际位置。

其中,Lf为定尺机实际位置值,LMax为定尺机位置最大值,LMin为定尺机位置最小值;EU为绝对值编码器实际值,EUMax为定尺机位置最大值对应码值,EUMin为定尺机位置最小值对应码值。
定尺机自动系统根据定尺机实际位置和设定位置的的差值来控制定尺机电机的给定速度。差值较大时,给定速度较大,差值较小时给定速度小,达到设定精度,给定速度为0。
给定速度与实际位置和设定位置的差值公式如下:
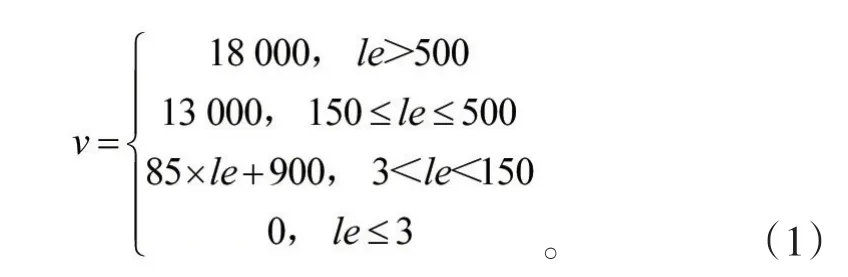
其中,v代表给定频率,Hz;le代表实际位置Lf与设定位置Ls的差值。
自动定尺技术利用RS View上位软件和RS Logix 5000编程软件实现。利用RS View上位软件中Numeric Imput数字输入框设置设定位置将设定位置值传给变量Setposition;利用RS Logix 5000编程软件中的FBD功能图中的SCL比例模块计算出实际位置值Factposition,SUB模块将设定位置Setposition与实际位置Factposition作差,得到公式(1)中的le;根据公式(1)给电机设定相应频率,由此完成定尺机的自动定位。
3.2.3 多电机同步减速技术
按照原有的辊道速度传送钢板,钢板对挡板的撞击力大,容易损坏挡板。因此,在定尺机构的左右探板上安装两组光眼,每组光眼加挡板下限位作为一路减速信号。当减速信号来到,入口辊道、摆动台辊道、出口辊道线速度均降为原速度的50%,将计算出的辊道线速度转化电机的转速传送到各自变频器,实现了多电机速度同步。
3.2.4 上位组态技术
定尺机上位界面由定尺界面和标定界面组成。在定尺界面中,操作人员可通过软件盘修改剪切数据,并可以监控定尺机变频器、挡板变频器运行状态,一旦发生故障立即报警,方便维护和检查。
标定界面显示了编码器当前码值[3],以及标定的最大值对应的码值和最小值对应的码值。操作员在标定最大值、最小值输入文本框中填入对应的值即可完成标定。
4 结语
2014年7月定尺机项目正式投入运行后,钢板的定尺精度控制在±1 mm,降低了钢板剪切的误差率,提高了钢板的成材率,预计每年创造效益约120万元。同时,该项目减少了人为划线标定的次数,加快了2 500 mm北线精整区域轧制节奏,提高了生产效率。
[1]邓李.Control Logix系统实用手册[M].北京:机械工业出版社,2008.
[2]李晓辉.钢板自动定尺模型在滚切式横剪系统中应用[J].山东冶金,2012,34(2):67-68.
[3]周涛.Rockwell自动化技术在中厚板双边剪控制系统中的应用[J].自动化与传动,2012(5):48-50.
Design and Application of Length Shear Gauge System Transformation
WANG Chenglong,ZHANG Guofeng,DUAN Wenyu,YU Meili,FENG Min
(The Maintenance Company of Jinan Branch Company of Shandong Iron and Steel Co.,Ltd.,Jinan 250101,China)
In order to solve the big error problem of length shear gauge dividing in Jinan Steel’s 2 500 mm rolling production line,the system was transformed by adding length agency based on the original.Using RS Logix 5000 programming software configured the hardware system;Using MSG data communication achieved multi-network communication,the auto positioning of the shear gauge and multi-motor synchronous deceleration control;Applying RS View designed upper screen and is easy for operation.Application showed that the cutting precision was controlled within±1 mm,the production efficiency was improved.
length shear gauge;dividing;automatic adjustment;cutting precision
TG334.9
A
1004-4620(2015)01-0054-02
2014-09-02
王成龙,女,1989年生,2013年毕业于内蒙古大学控制工程专业。现为山钢股份济南分公司检修工程公司轧钢部助理工程师,从事电气设备维护及改造工作。