螺旋曲面盘铣刀铣削方法研究
2014-12-31高明明杨赫然孙兴伟
高明明,辛 翔,杨赫然,孙兴伟
(1.沈阳工业大学 机械工程学院,辽宁 沈阳 110870;2.沈阳鼓风机通风设备有限责任公司,辽宁 沈阳 110141)
0 引言
随着科技和机械工业的日益发展,制造技术逐步与系统工程、计算机技术、控制论、数控技术相结合,形成现代制造系统。复杂螺旋曲面零件的需求量日益增加,要求异形螺杆的几何精度越来越严格,所以对螺旋曲面加工方法进行探究和优化是十分必要的[1,2]。
1 螺旋曲面盘铣刀铣削加工原理
1.1 盘铣刀铣削加工的特点
无瞬心包络铣削结合了计算机科学,融合了数控技术,协同了检测手段,是目前比较先进的加工复杂螺旋曲面的方法。采用标准硬质合金机夹刀片——盘铣刀,应用数控技术,在特定的数控铣床上,使刀刃包络铣削螺旋曲面,由此一次包络加工成形空间螺旋曲面。
与传统的成形铣削相比,该加工方法的优点是:①螺杆型线精度高,其精度高于成型刀的刃磨、制造精度,由数控包络轨迹铣削成形的螺旋曲面的控制精度可以达到μm级,且避免了成形铣的接刀和刃磨误差;②效率高,成形铣削使用高速钢刀具,而无瞬心包络铣削使用硬质合金铣刀(有镀层的硬质合金机夹刀片亦可);③螺杆型线有好的适应性,基于数控程序,换刀少,一标准刀就可加工多种螺旋曲面;④加工柔性好,换不同型号工件加工时方便快捷;⑤成本低,刀具是螺旋曲面加工的主要耗费品,成形铣所用成形刀的成本高于标准硬质合金机夹刀片平均到每件螺杆上的成本,刀片分为圆形刀和菱形刀,如图1和图2所示。
1.2 盘铣刀铣削原理
盘铣刀铣削螺旋曲面所用铣床为三坐标数控机床,C轴作旋转运动,X轴、Z轴作直线进给运动,盘铣刀的旋转运动(转速为n)为主切削运动。三轴运动由各自的伺服系统驱动,铣刀轴线与螺杆轴线之间的夹角即安装角δ可调,铣头安装在横向拖板上,把螺杆装夹在铣床C轴夹盘和尾座之间,螺杆绕自身轴线旋转,由伺服系统驱动。X轴和C轴的插补运动由数控系统控制完成,包络铣削出螺旋曲面的一个截面廓形,如图3所示。接下来,Z轴和C轴沿螺杆的螺旋线方向移动一个进给量至下一个待铣削截面,由CNC控制伺服系统驱动,只要重复以上包络截面加工,就能铣削出另一个截面廓形。

图1 圆形刀片盘铣刀

图2 菱形刀片盘铣刀

图3 盘铣刀包络铣削加工原理
与球面铣刀、端面铣刀相比,刀尖直径远小于回转直径的盘铣刀有着优越的铣削状态、较高的加工速率和持久的刀具寿命,然而回转直径过大又会使其在加工绝大多数曲面中受到限制。盘铣刀无瞬心包络铣削螺旋曲面时,使用标准硬质合金机夹刀片,属于将无瞬心包络铣削理论应用于特殊刀具加工特殊廓形工件上的特殊情况,可以用回转直径大的那面包络铣出螺旋槽方向的廓形(导线),把铣刀略大的回转直径的切线方向放在螺旋曲面的螺旋槽方向中,在该方向上螺杆永远是与刀具外切,且其曲率半径略大。同时用盘铣刀略小的刀尖半径方向来包络铣出的曲率变化略大的螺旋曲面廓形。盘铣刀包络铣削技术巧妙地回避了盘铣刀的弊端,又发挥了其优势,令加工得到了最优化的效果[3,4]。
2 盘铣刀包络铣削空间啮合关系分析
2.1 系统坐标系的建立与变换
2.1.1 螺杆和盘铣刀坐标系的建立
建立如图4所示的坐标系来描述螺杆和盘铣刀的实际运动关系,其中盘铣刀与螺杆的相对位置是加工左旋螺杆的位置。
螺杆工件坐标系是o-xyz,刀具坐标系是O-XYZ,螺杆与刀具的中心距为a。螺杆轴线为z,铣刀回转轴线为Y,铣刀沿螺杆的径向运动为X向,与螺杆的径向轴线x重合。铣刀装于螺杆后侧,铣刀相对螺杆有一安装角δ,其大小等于工件中径的螺旋角β中,加工时铣刀轴线Y绕x(X)轴相对于螺杆坐标系旋转了δ角。
2.1.2 铣刀与螺杆的坐标变换
把前面两个坐标系上的重要信息量折合到一个新的坐标系下进行协调统一,这样可使得计算方便。将铣刀与螺旋曲面廓形接触的离散数据点坐标信息全部投影到螺杆工件坐标系o-xyz上,显然从图4可看出其相对关系,铣刀沿X轴方向且以O为中心,o点为螺杆中心,用a表示中心距。在平面YOZ内铣刀坐标转动了安装角δ,其大小等于螺杆中径螺旋角β中。
根据图4,把刀具O-XYZ坐标系下的坐标变换到螺杆工件坐标系o-xyz的变换关系式为:
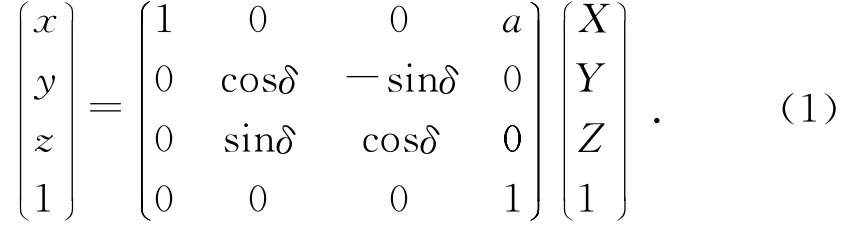
其中:(x,y,z)为工件坐标系o-xyz中铣刀和螺杆廓形接触点的坐标;(X,Y,Z)为刀具坐标系O-XYZ中铣刀和螺杆廓形接触点的坐标。
2.2 螺杆与铣刀的空间啮合条件
铣刀与螺杆在啮合点处相切,会出现公切面与公法线,且于任意切点位置均会有铣刀的回转面同螺旋曲面在接触点M的相对速度与在该点的公法线垂直,这是确信两个相互啮合面可以不断地滑动啮合的必需条件,这样就不会发生分离,也不会出现铣刀对表面再次重复切削的情况,避免了干涉现象的出现。在啮合点处相切接触是铣刀回转面与螺杆螺旋曲面在任意瞬时的空间啮合条件,它们可能是点接触,也可能是线接触。概括来说,就是在刀具与工件接触点M处一定要满足以下的啮合方程式:

其中:nM为螺杆螺旋曲面在公共接触点M位置的法向矢量;n′M为盘铣刀外圆环面在公共接触点 M位置的法向矢量。

图4 螺杆与盘铣刀坐标系
3 结束语
盘铣刀无瞬心包络铣削方法的研究促进了高技术、高精度、高性能机械产品及涉及的制造业的发展。通过分析无瞬心包络铣削的加工特点、原理以及刀具与复杂螺旋曲面的空间啮合原理,为进一步研究高精度复杂螺旋曲面加工的铣削技术奠定了一定的理论基础。
[1] 陈旻,洪荣晶,袁鸿,等.盘形齿轮铣刀渐开线齿形数控磨削仿真研究[J].机械设计与制造,2010(3):180-181.
[2] 孙兴伟,董蔚,王可,等.数控机床零件轮廓加工精度的分析与控制[J].制造技术与机床,2010(1):61-63.
[3] 王可.复杂异形螺旋曲面无瞬心包络铣削理论及应用技术研究[D].天津:天津大学,2003:3-15.
[4] 王娜.螺杆包络铣削用盘铣刀结构改进及参数研究[D].沈阳:沈阳工业大学,2007:4-20.
