动车铝合金搅拌摩擦焊接头疲劳性能的研究❋
2014-12-31郭淑兰王海东
王 敏,郭淑兰,王海东
(长春工程学院 机电学院,吉林 长春 130012)
0 引言
随着人们对交通工具的要求越来越高,车体的轻量化、高速化成为了一个发展趋势。铝合金作为一种性能良好的轻质材料,目前在我国的轨道车辆制造中得到了大量的应用。但是常规熔焊的接头性能较低,难以满足轻质、高速的需求,因此,采用新技术解决铝合金焊接性较差的问题成为国内外研究的热点[1]。搅拌摩擦焊(Friction Stir Welding,FSW)的问世从根本上解决了这一难题,采用FSW焊接铝合金等轻金属,降低了熔焊缺陷产生的可能性,提高了接头的性能。
1 实验材料与方法
实验用材为3mm厚的轧制6005A铝合金,母材的化学成分如表1所示。

表1 6005A铝合金化学成分(质量分数) %
把铝合金加工成200mm×50mm的试样,在FSW-3LM-002型焊机进行FSW,搅拌头直径为22 mm,搅拌针直径为6mm,长为8mm。焊接工艺参数为:焊接速度23.5mm/min,搅拌头旋转速度1 180r/min,搅 拌 头 倾 角 2.5°。使 用 CONROLLER-4890-100kN电液伺服疲劳试验机进行接头疲劳性能试验,其频率为0.02Hz~2 000Hz,采用恒定应力进行加载,加载方向垂直于焊缝方向,加载系数正弦波控制。疲劳断口分析在JSM-5500LV扫描电镜上进行。
2 实验结果的分析与讨论
2.1 金相分析
图1(a)中,右下角是母材区,晶粒粗大,中部白色区域为热机械影响区,该区域的晶粒非常细长并发生弯折变形,这是因为在热机作用下发生不同程度的塑性变形,晶粒与母材的原始组织取向呈一定的角度,热影响区金属没有受到机械搅拌的作用,与母材相比变化很小,只是由于高温晶粒比母材略大。图1(b)为焊核区,可以看出形成了细小的等轴晶粒,这是由于该区域温度高,金属在搅拌头的强烈搅拌摩擦作用下发生显著的塑性变形,温度较高,应变速率较大,使之不断地形成再结晶晶核[2],并只发生有限长大,搅拌头对晶粒也有一定的破碎作用,因此在该区形成了细小、均匀的晶粒。
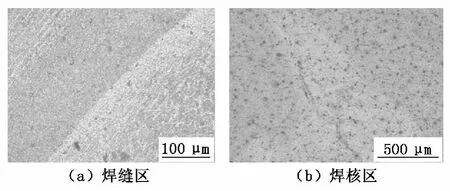
图1 焊缝的微观组织
观察图1(b),有明显的搅拌流线存在,可见典型的“洋葱环”形貌。“洋葱环”的形成主要和金属的塑性流动有关,焊接过程中搅拌针和肩轴作用使金属分层沿着后退侧迁移,另外应力的循环变化引起金属塑性变形也会使焊缝金属分层流动。层间新生成的晶核呈弥散分布,层间与层内晶粒形状不同,从宏观上看横剖面上就形成了“洋葱环”结构[3,4]。由于搅拌针区域摩擦热输入不足,在靠近轴肩区域和焊缝根部位置都没有搅拌针的直接搅拌作用,所以“洋葱环”一般位于焊缝的中部位置,在焊缝的上部和下部“洋葱环”逐渐消失。
2.2 XPS分析
用X射线光电子能谱仪分析了试样表面元素的原子价态,数据见图2。其中Al以两种价态存在,一种是单质,另一种是表面单质在空气中氧化生成Al2O3;Si也以两种价态存在,即单质和硅酸盐。
由图2可见,单质Al的峰位大概是在72eV,单质Si的峰位是99.4eV,在试样表面,Al和Si大部分都是以单质状态存在,但是也含有相当数量的氧化铝及硅酸盐,这说明FSW过程中试样表面有氧化。
2.3 疲劳曲线分析
对实验数据采用线性拟合的方法进行处理。对于FSW接头的高周疲劳性能按下式进行处理:

其中:Δσ为应力变化范围;N为应力循环周次;m为S-N曲线的斜率;C为材料常数。将上式两边取对数,得:

根据实验数据画出Δσ对N的关系曲线,见图3。

图2 试样的Al、Si高频XPS谱
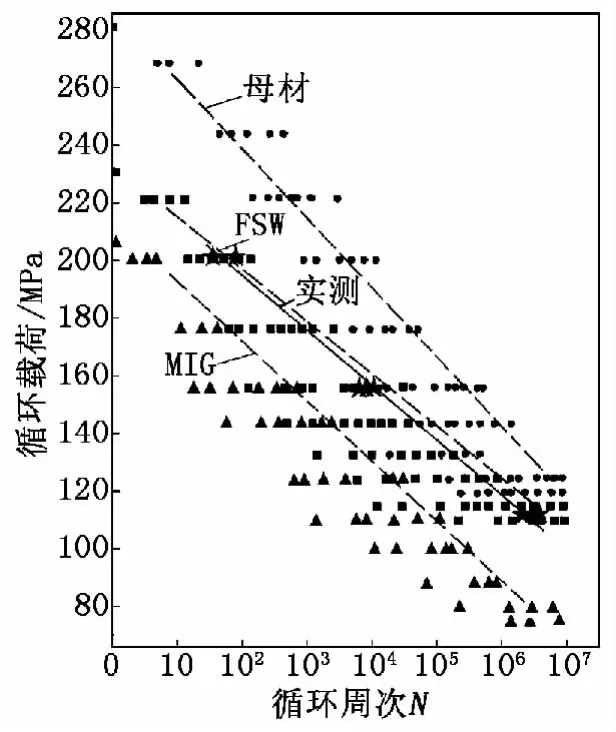
图3 6005A铝合金的疲劳曲线
由图3可见:随着荷载循环周次的增加,试样的疲劳寿命下降;在循环周次相同时,FSW试样的疲劳强度低于母材,但是高于 MIG焊;当N>107时,FSW试样疲劳强度为105MPa,略低于母材的120MPa,约为母材的87.5%。原因是FSW过程中材料塑性流动不连续,会在表面形成孔洞、钩等缺陷,从而成为疲劳裂纹源,疲劳裂纹随后在表面缺陷处开始萌生,之后就进入到裂纹扩展阶段。疲劳裂纹首先沿“洋葱环”扩展进入焊核区,由于“洋葱环”属于结构缺陷,位于疲劳裂纹的扩展区和瞬断区,这样它就为两个疲劳裂纹的连接提供了条件,从而降低接头的疲劳寿命。在前面微观组织分析中发现了焊核区存在“洋葱环”,刚好验证了这一分析。另外在FSW接头中由于存在表面氧化现象生成了Al2O3,在随后的焊接过程中由于强烈的搅拌作用,Al2O3破碎残留在焊缝里,导致在焊缝根部形成Z型缺陷,严重降低接头的疲劳寿命,这在前面的XPS分析中也得到印证。
2.4 疲劳断口分析
图4为疲劳断口形貌。由图4(a)可见,断口形貌是韧窝断口与准解理断口的混合。韧窝中分布着小的粒子及少量的夹杂物,一般情况,滑移系多的面心立方金属多为韧性断裂,而实验中出现了准解理断口,原因是接头中存在缺陷及非金属夹杂物,在应力的作用下与机体的塑性变形不协调,第二相从机体中剥离出来而形成[5]。图4(b)中,从左到右可以看到典型的疲劳断口的3个区:疲劳源、疲劳区和最后的瞬断区。疲劳源是疲劳裂纹的萌生地,它对缺陷的敏感程度非常高,由断口形貌可见,疲劳源内有气孔存在,由于疲劳源较小,该区比较平滑,没有断裂痕迹,该区连接处于弱连接状态,荷载变动时疲劳裂纹首先在这里萌发[6]。紧邻的狭长部分是疲劳区,是由疲劳裂纹的亚稳扩展形成的,由图4(b)的断口形貌可见,这一部分由于实验荷载的变动,在裂纹扩展的前沿留下了弧状的台阶痕迹。右边较宽的区域为疲劳裂纹扩展的瞬断区,这是裂纹最后失稳扩展时所形成的断口区域。它的断口比疲劳区粗糙,由于疲劳源有多个,在裂纹由表面向心部扩展时,瞬断区向中心位置移动。

图4 疲劳断口形貌
3 结论
(1)焊核区晶粒为细小等轴晶,热影响区范围窄且晶粒明显拉长,与母材分界不明显,晶粒有长大。
(2)FSW接头的疲劳强度约为母材的87.5%,当载荷应力为105MPa时,循环次数达到2.3×107。疲劳源靠近热影响区,断口形貌为韧窝与准解理的混合断口。
(3)FSW接头的疲劳断裂与根部缺陷有关,另外接头表面有Al2O3生成,在随后的搅拌中残留在焊缝里,使接头疲劳寿命低于母材。热影响区晶粒粗大也是接头疲劳断裂的主要原因。
[1] 栾国红,郭德伦,张田仓,等.铝合金的搅拌摩擦焊[J].焊接技术,2003,32(1):1-4.
[2] 曹丽杰,刘爱国,李培超.铝合金搅拌摩擦焊接头疲劳断裂行为分析[J].轻合金加工技术,2010,38(11):45-48.
[3] 徐韦风,刘金合,栾国红,等.厚板铝合金搅拌摩擦焊接头不同状态微观组织与力学性能[J].金属学报,2009,45(4):490-496.
[4] 王希靖,达朝炳,李晶,等.搅拌摩擦焊缝中的洋葱环形成分析[J].中国有色金属学报,2006(10):35-37.
[5] 董鹏,孙大千,李红梅,等.6005A-T6铝合金搅拌摩擦焊接头组织与力学性能特征[J].材料工程,2012(4):27-31.
[6] 王大勇,冯吉才,刘会杰,等.Al-Cu-Li合金搅拌摩擦焊接头的微观组织和力学性能[J].中国有色金属学报,2004,14(1):69-73.
