数控工艺与编程技术在航空零件加工中的应用
2014-12-31张开学龚秋生
张开学,龚秋生
(辽宁轨道交通职业学院 数控工程系,辽宁 沈阳 110036)
0 引言
航空零件的制造与普通机加零件有些不同,考虑到航空零件通常要承受极高的机械应力,为减少发生碎裂的可能性,提高其可靠性,许多航空零件需要用整块毛坯加工而成。同时很多零件形状还比较奇特,这就增加了零件加工的难度,并且耗费了大量的工时,因此为了提高大批量航空零件的加工效率和质量,在加工工艺和专用夹具的设计上下功夫是个不错的途径。本文以一个航空零件的加工为例,从工艺安排和夹具设计方面为突破口,并运用Master CAM软件进行编程和仿真,最终完成零件的加工。
1 零件的数控加工工艺分析

从外形来看,该工件外形不规则并且大孔壁薄,其加工过程中装夹与找正的方法确定是个难点,同时加工顺序的确定也极其关键,考虑到工件需要大批量生产,因此专用刀具和夹具的设计也必不可少。
因Φ36mm、Φ14mm和Φ12mm三个孔的精度较高,并且对应孔距也要求严格,所以这三个孔的加工和上半部分外形的加工要在一次装夹后完成,然后再加工Φ14mm和Φ12mm两个孔中间的槽,随后以加工完成的孔为定位基准,将工件安装在设计好的夹具上,加工下半部分的外形,最后把半成品工件放置在专用夹具上固定夹紧,完成侧面两个腰形减重槽的加工,便完成了工件的全部加工。


图1 航空零件图
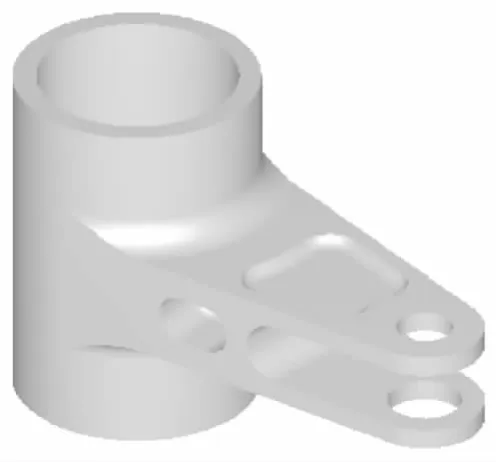
图2 三维零件图
2 专用夹具和刀具的设计
该零件为批量生产,同时考虑其外形特点决定在加工过程中需要设计专用夹具。由于加工毛坯为正六面体,因此前序加工用平口钳作为夹具,并设置辅助的定位元件即可保证零件的加工质量和加工效率;在加工下半部分外形和侧面两个方形槽时,则需要专用夹具对半成品工件进行定位和夹紧。
本文在对工件加工内容和要求分析的基础上,结合夹具设计相关知识,最终确定采用一面两销的定位方案来设计专用夹具,并经过定位误差分析和计算,以确保夹具设计的合理性,既保证了加工精度也提高了加工效率。设计完成的夹具体如图3和图4所示。在运用图4夹具时需在工件的下方增加可升降的辅助支撑,以提高工件的切削刚度和获得较好的切削质量。

图3 加工下半部分外形夹具
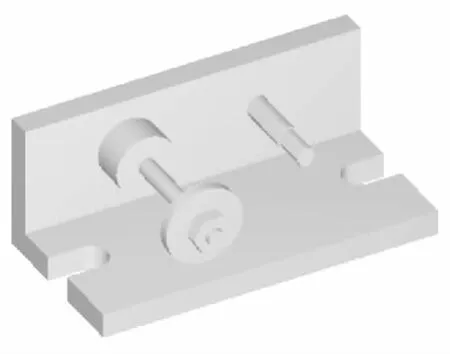
图4 加工侧面两方形槽夹具
从加工要求上我们知道,该零件Φ14mm、Φ12 mm两个孔的精度和它们之间的同轴度要求很高,为了保证较高的加工效率,并满足加工精度要求,设计了同轴度很高的特制精加工刀具,该刀具上半部分有效切削直径为Φ14mm,下半部分有效切削直径为Φ12 mm,用于两孔的一体化加工,很好地保证了两孔的精度和同轴度。
3 数控编程的实现
完成了前面的工艺制定和夹具制造后便可进入数控编程环节。本文应用Master CAM软件,对该零件进行了造型、加工轨迹生成和仿真、生成程序等操作。加工过程中主要运用surface rough pocket功能进行曲面粗加工,运用surface finish contour功能进行陡峭曲面精加工,运用surface finish shallow功能进行平缓曲面的精加工,运用contour功能进行平面轮廓的加工。
3个孔的加工主要用到钻孔和镗孔指令,由手工编程来实现。
外形加工分上、下两部分进行,加工程序是相同的,其主要加工内容如下:①采用surface rough pocket功能,选用Φ12合金立铣刀进行粗加工;②采用surface finish contour功能,选用Φ12合金立铣刀进行精加工;③采用surface finish contour功能,选用Φ12球头铣刀进行清根加工;④采用surface finish shallow功能,选用Φ12合金立铣刀进行平面的精加工;⑤采用surface finish contour功能,选用Φ6球头铣刀进行清根加工。
Φ14mm和Φ12mm两孔间通槽加工运用contour功能,选用Φ12合金立铣刀进行粗、精加工。
侧面腰形槽加工运用surface rough pocket功能,选用Φ8合金立铣刀进行粗加工和底面的精加工;运用surface finish contour功能,选用Φ6球头铣刀进行清根加工。
自动编程刀具轨迹如图5所示。轨迹生成之后,经过仿真与后置处理就可以在机床上进行加工了。经过实际加工生产,加工效果良好,不仅满足了加工精度要求,而且也满足了加工效率要求。

图5 自动编程刀具轨迹
4 总结
本文从工艺分析、夹具设计和数控编程等3个方面对一个航空零件进行了分析,并验证了其加工的可行性。从中可以看到,对于复杂零件的加工,较好的编程基础是必不可少的,如果再有较好的工艺思路,同时能够巧妙地设计专用夹具,则会达到事半功倍的效果。因此在复杂航空零件的加工过程中,把工艺与专用夹具的应用作为突破口是不错的选择。
[1] 黄玉辉,赵葛霄.数控加工中的工艺设计问题研究[J].机床与液压,2002(1):150-151.
[2] 关慧贞,冯辛安.机械制造装备设计[M].北京:机械工业出版社,2011.
[3] 戴向国.Master CAM 9.0数控加工基础教程[M].北京:人民邮电出版社,2004.
