新型宽带全密封刷洗机快速换辊装置
2014-12-31艾小平
艾小平
(上海欧达海威自动化成套有限公司,上海 201704)
0 引言
在冶金冷轧生产线中,刷洗机的应用相当普遍,它主要用于热轧板的酸洗、冷轧后的脱脂清洗、连续退火、连续镀锌(镀锡、镀铬)和彩涂等涂层机组。刷洗机中的刷辊为易损件,需经常进行更换,更换周期一般为15d~20d。采用传统的换辊方式每更换一次花费的时间约为15min~35min,就算采用传统的换辊小车快换装置也需约8min才能更换完毕。而连续生产线的活套储量一般只能供机组以最高速度运行2min~3min(设计时最高工艺速度运行2.5min),这样势必会造成机组降速甚至停机,影响了正常的作业率。本文就传统刷辊更换装置和新型刷辊更换装置进行了分析与比较,体现出新型刷辊更换装置的优势和合理性。
1 传统换辊装置
刷洗清洗机的传统换辊方法大致可分为吊具吊装换辊和换辊小车换辊两种型式,而吊具吊装换辊又分为顶部吊装换辊和侧抽吊装换辊。
1.1 顶部吊装换辊
顶部吊具吊装换辊为最早的老式结构,采用该方式换辊时,需剪断钢带并拆除传动联轴器、挤干辊或刷辊机架上方的气缸、升降机以及机架连接板等方可将旧辊和轴承座吊出。该方式的换辊很繁琐,时间相当长,由于换辊时刷辊无法使用但又无法停车,易造成产品质量欠佳的结果。
1.2 侧抽吊装换辊
该方式较顶部吊装换辊有所改进,换辊时不需剪断钢带,拆卸的部件也减少了,但因吊具“晃动”会造成抽出和组装时较困难,而且人员需要较多,时间较长。该型式作业效率有所提高,产品质量稳定,在目前中低档生产线中应用较为广泛。
1.3 换辊小车换辊
该方式较侧抽吊装换辊有所改进,换辊时解决了因吊具“晃动”造成的抽出和组装困难,缩短了换辊时间,减少了工人劳动强度。该型式作业效率较高,质量稳定,在目前中高档生产线中应用较为广泛。
图1为换辊小车的刷辊更换结构。该结构型式已在合肥海尔和合肥淀川三涂三烘彩涂覆膜印花机组上得到应用,除结构的密封性(传动部位有漏水现象)不足外,其运行和使用效果较佳。
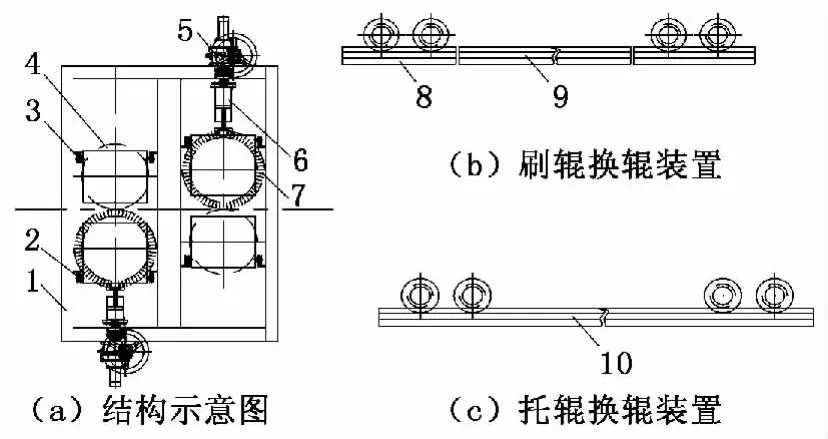
图1 换辊小车的刷辊更换结构
2 新型全密封刷辊更换装置
上海欧达海威自动化成套有限公司在借鉴国外容克尔公司的窄带刷洗清洗机组刷辊快速更换装置的基础上,开发了宽带刷洗清洗机组刷辊快速更换装置。
2.1 容克尔刷洗箱结构
容克尔刷洗箱结构如图2所示,刷辊芯轴与传动装置相连,一旦设备安装调试完毕后,它是固定不动的。
在生产过程中,由于刷辊会不断地磨损,为弥补磨损量,容克尔结构设计采用手摇螺旋升降机调节托辊来进行升降,使气缸/油缸快速开合。
因该机组生产的是宽度为650mm的窄带,托辊和刷辊的长度较短,不必担心刷辊和托辊的弯曲变形会造成操作侧刷洗质量欠佳的问题。
图2 容克尔刷洗箱结构
2.2 新型宽带全密封刷辊更换装置
容克尔技术已基本突破了传统换辊理念,但它只是适用于窄带,本文价绍的新型结构是在容克尔技术基础上开发升级后可使用在宽带生产机组中的刷辊快换装置。
2.2.1 新型密封结构原理
在容克尔刷洗箱的钢带进、出口,钢带上、下均安装有刷排,能阻止大量液体飞溅出来,但还存在少量漏水现象。为解决该问题,在进、出口各增设1组密封辊(如图3所示),且在下辊的底面设计有积液盘,可将少量飞溅出来的液体收集后重新流回箱内,不至于流淌到地面,使刷洗箱达到了全密封效果。
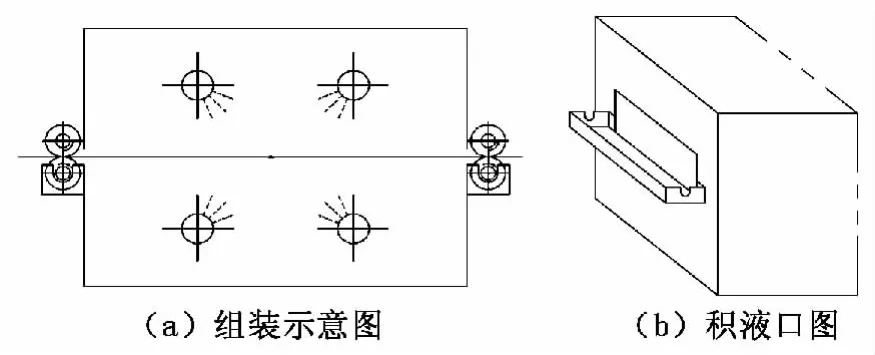
图3 密封辊结构示意图
2.2.2 新型宽带换辊结构原理
本文讨论的是1 250mm带宽的宽幅带钢,因此,刷辊和托辊的弯曲变形会很大。
由材料力学可知,悬臂梁的挠度计算公式为:

其中:fB为悬臂梁的挠度,m;q为均布载荷的集度,N/m;l1为作用点到支点的距离,即窄带刷辊的悬臂端到支点的距离,m;E为受力物体材料的弹性模量,Pa;I为受力物体截面形状的惯性矩,m4。
由此不难看出,如仍采用容克尔悬臂结构,除辊子长度外其余尺寸均不变,则生产宽幅带钢时的挠度是窄幅的16倍,这样会造成操作侧刷洗质量欠佳。
为此我们拟将悬臂端增加顶尖托架,这样就将其简化为简支梁。简支梁挠度计算公式为:

其中:f为简支梁的挠度,m;l2=2l1,l2为宽带和顶尖刷辊两端支点的距离,m。
由式(2)可以看出,其挠度值只有悬臂梁的1/9.6,因此大大增强了芯轴及辊子的刚度,加上芯轴结构增设筋板,刚度进一步提高,解决了刷洗质量不佳的问题。
托辊的顶尖结构与刷辊相同。新型刷辊结构总装图如图4所示。
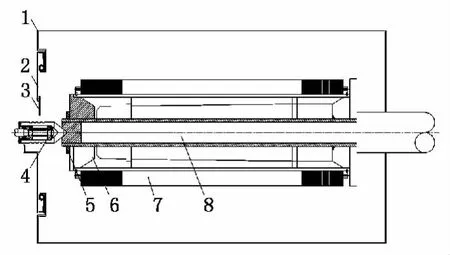
图4 新型刷辊结构总装图
顶尖托架起支撑顶尖的作用。图5为下刷辊布置的顶尖托架结构示意图,上顶尖支撑托辊,因托辊需进行调整,因此上顶尖应能调节,调节时顶尖应与托辊分开,调整到位后方可重新投入。下顶尖支撑刷辊,因刷辊芯轴不动,所以不需调节。
另外,该托架结构为摆动式,需调节托辊位置时,将“插销”拔出,用手将顶尖托架拉开,顶尖与托辊或刷辊脱离,调整完毕后重新投入。
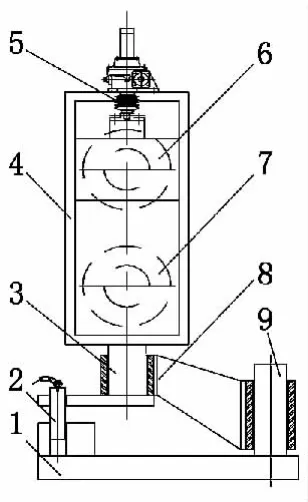
图5 顶尖托架结构示意图
刷辊磨损到一定程度需更换,更换刷辊的步骤如下:①拔掉顶尖托架的插销,手动拉开托架,使顶尖脱离刷辊芯轴和托辊;②打开检修门;③旋松锁紧拼帽,并将其取掉;④拿出定位锥套;⑤将刷辊辊筒抽出,然后将已准备好的新刷辊装到刷辊芯轴上。装配程序与拆卸刷辊相反。
2.3 各部件的结构及功能
2.3.1 观察门
观察门主要由顶尖托架、活动铰链、箱体、检修观察门板、观察窗口和快开门锁等组成。
箱体密封液体,不让喷淋管喷射的液体飞溅到外面;观察窗口便于观察刷辊和喷淋管的工作状态;活动铰链和快开门锁起支撑快速开闭观察门的作用。
2.3.2 顶尖
顶尖的作用是避免刷辊高速运转时靠操作侧一端剧烈晃动,同时避免钢带对刷辊的反力使芯轴弯曲变形,从而影响刷洗质量。
2.3.3 刷辊
刷辊结构如图6所示,刷毛及辊筒与常见的刷辊无差别,该结构增加了两块定位导向的腹板,以确保刷辊拆装能较顺利地进行。
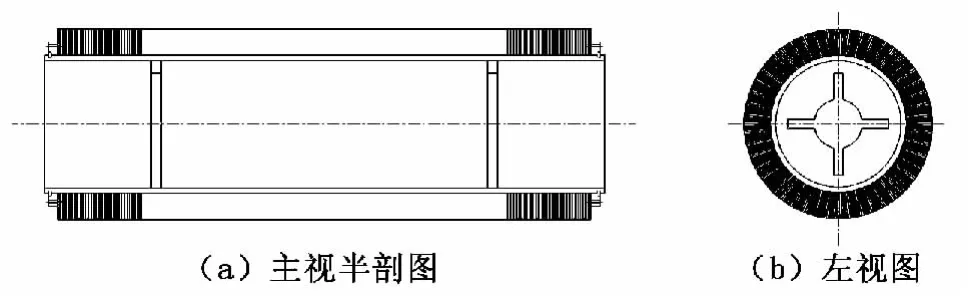
图6 刷辊结构
为拆装操作方便,应尽量减轻刷辊筒的重量,因此推荐选用塑料辊筒。
2.3.4 刷辊芯轴
刷辊芯轴结构如图7所示,芯轴上的4块筋板一方面起增加“刚度”的作用,另一方面和刷辊腹板一样,起定位导向的作用。
尾部的锥形面部位起支撑刷辊辊筒的作用,同时能较好地保证芯轴与刷辊辊筒的同心度。
2.3.5 定位锥套和锁紧拼帽
定位锥套便于拼帽旋紧时能自动找正刷辊的中心,以保证刷辊辊筒与芯轴的同心度。锁紧拼帽设计时应确保刷辊在运转过程中拼帽不松动。
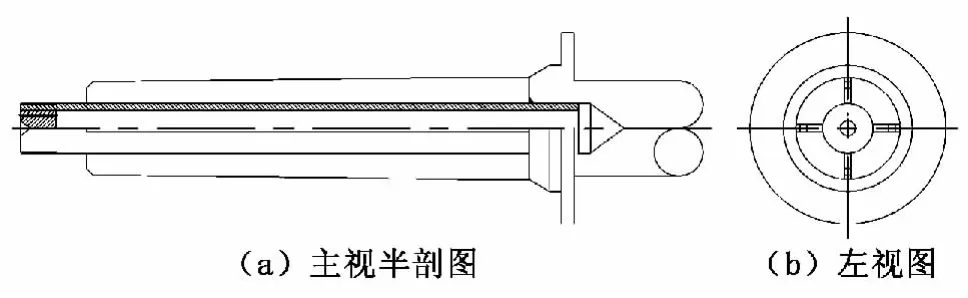
图7 刷辊芯轴结构
3 几种刷辊快换装置的比较
新型结构密封性很好并便于观察内部的工作状态,需拆装的东西较少,更换周期短,只需约3min的时间。传统方式需专用的换辊小车,密封性较差且不能观察内部的工作状态,需拆装的东西较多,更换周期长,约需15min的时间。几种换辊装置具体的比较见表1。

表1 几种刷辊快换装置优劣比较
通过表1的比较,充分说明了新型刷辊快换装置较传统装置更为合理,换辊更快捷,真正实现了不停机的在线换辊。
[1] 刘鸿文.材料力学[M].北京:高等教育出版社,1983.
[2] 周国庆.机械设计手册[M].第2版.北京:化学工业出版社,2001.
