降低XKZ-2500型旋转滤网故障率
2014-12-25姜旭舟
彭 浩 姜旭舟
(江苏射阳港发电有限责任公司 江苏射阳)
一、前言
1.旋转滤网结构
循环水泵房装配4台XKZ-2500型半框架正面进水旋转滤网,旋转滤网结构见图1。
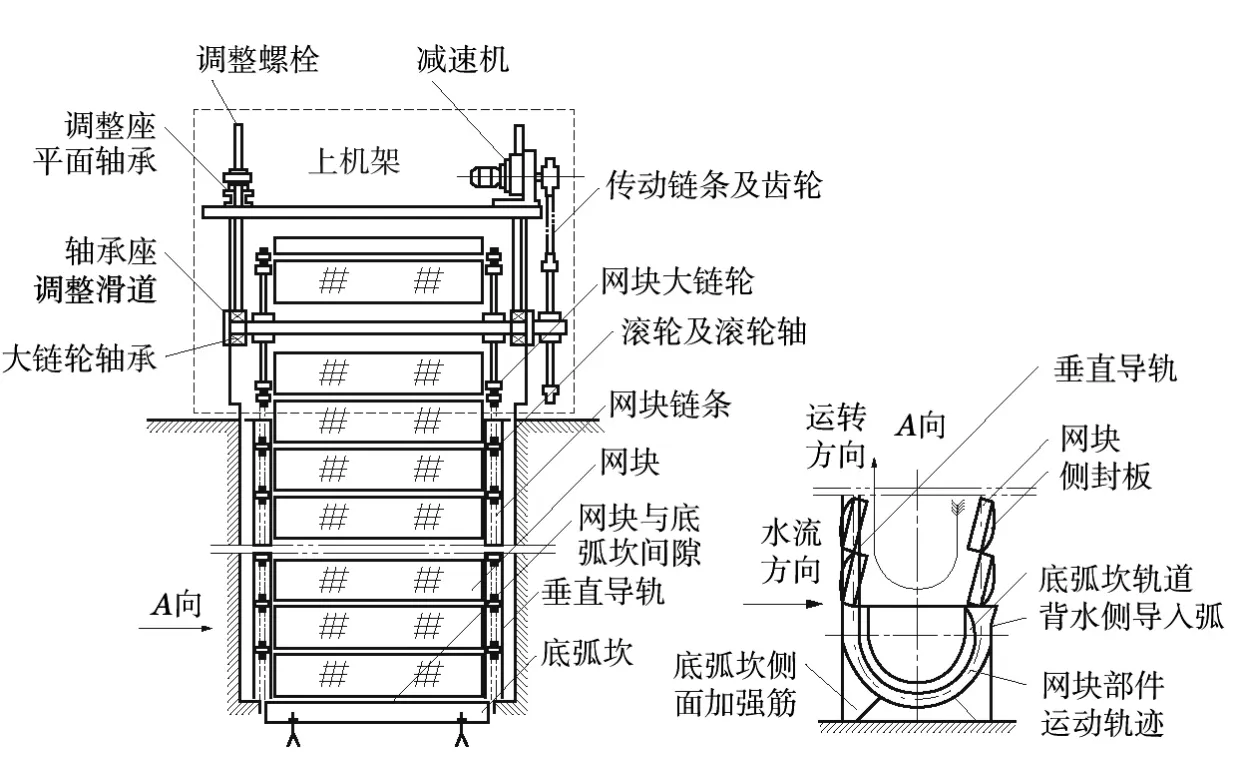
图1 旋转滤网结构
2.运行状况说明
4台旋转滤网一直运行不稳定,经常发生链条、保险销频繁断裂以及网块卡死、损坏故障。循环水取自海水与河口的混合水,水质较差。并具海水腐蚀性较大,水含砂量大,对设备的冲刷磨损危害大。河口水质中夹带大量的水草和上游的生活垃圾并且取水口水位随潮汐周期涨落变化。
二、旋转滤网故障情况调查
1.故障统计
统计2002年7、8、9月,故障35次,定期维护10次,泵退出4次,隔离进水间抢救2次(表1)。从数据可以看出检修工作量很大。从故障统计数据可知,网块紧固件和传动机构故障占较大比例,如果将这两个问题解决,故障率可下降80%。
2.故障因果分析
经过现状调查分析,使用全面质量管理统计工具。从网块紧固件和传动机构故障两个要素出发,绘制了关联图,见图2。
从关联图中得出相关末端因素,如缺少业务培训;人员责任心不强;备品备件不符合标准;无油轴承抗磨防腐性能差;链条传动机构设计不合理;过载保护装置不合理;作业指导书制定不完善;缺少网板链条拉伸测量报警装置;循环水含杂质较多;海水的腐蚀性和磨损性强。
3.故障要因验证
通过收集设备现场实际数据和查阅台账资料,分析末端因素和具体缺陷的因果关系。论证后,可排除非主要因素,如缺少业务培训,人员责任心不强,备品备件不符合标准,作业指导书制定不完善,循环水含杂质较多以及海水的腐蚀性和磨损性强。
设备地处黄海,循环水含沙量大和海水的腐蚀性对设备的损害是显而易见的,但属于不可抗拒的自然因素,因此确定为非要因。
4.确定4项末端因素为主要因素
(1)无油轴承抗磨防腐性能差。旋转滤网故障中,最头疼的是网块紧固件故障(包括网块卡死)。隔离进水间后进入底部检查,发现底弧坎背水侧导入弧磨损严重。导入弧磨损的直接原因是网块链条下沉,而导致网块链条拉伸下沉的原因是与滚轮轴配合的无油轴承磨损(图3)。

表1 2002年7、8、9月故障统计
对现使用的无油轴承进行跟踪测量:记录运行时间569 h,磨损增大间隙0.225 mm,与1#机旋转滤网2001年大修后运行检查结果比较,记录运行时间1182 h,磨损增大间隙0.45 mm,证实数据具有真实性。XKZ-2500型旋转滤网共有46块网,网块链条伸长量就是每一节滚轮和无油轴承的23倍。
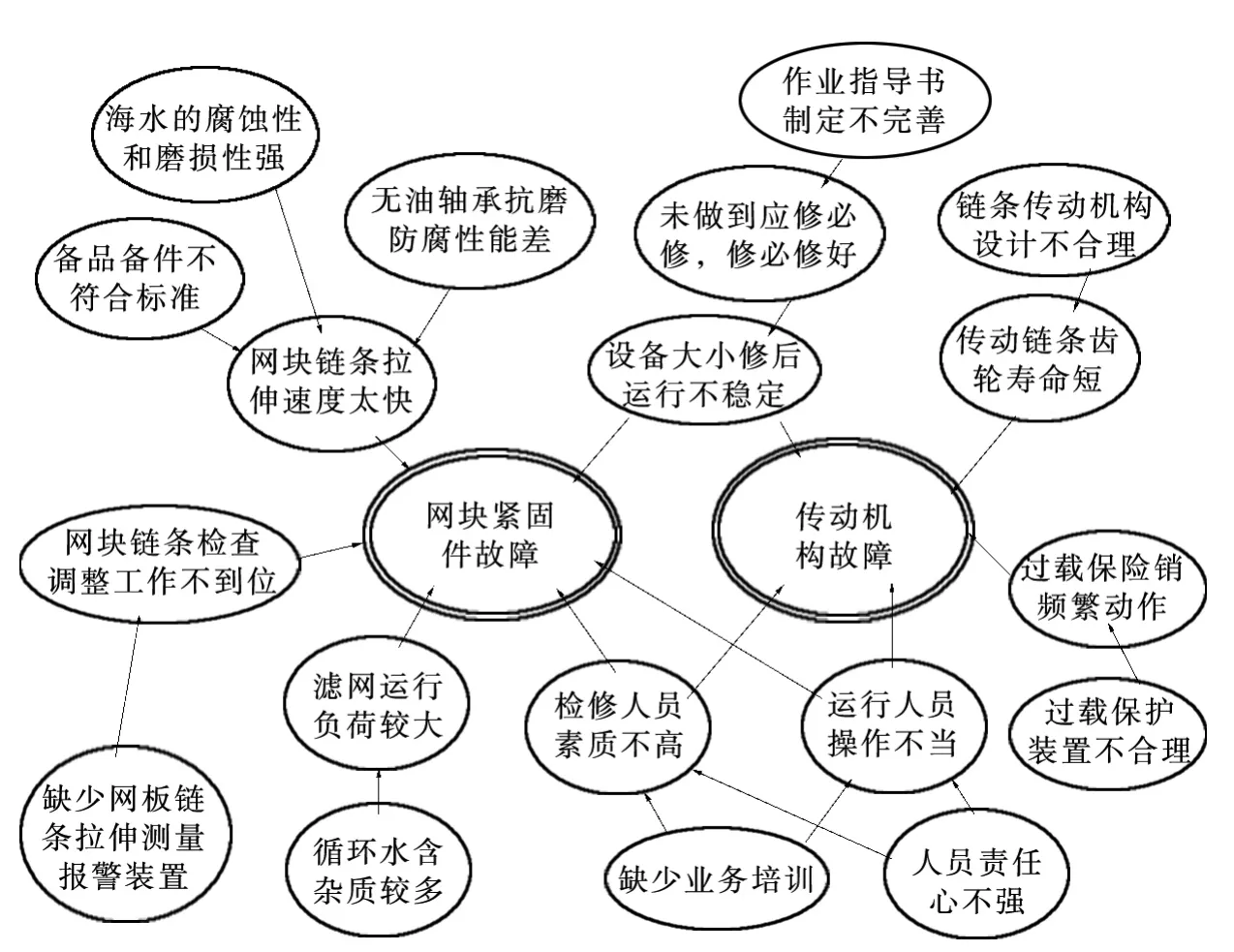
图2 故障分析关联图

图3 无油轴承磨损
计算2003年1月和2月检查结果:原钢基无油轴承每1000 h的磨损量0.395 mm,远远超过规范要求,使用寿命不到1年。从结构特点分析,无油轴承由3层复合自润滑构成,基体为钢板,摩擦面复合了铜粉和树脂材料,在设备使用环境下,海水泥砂的磨损作用和铜铁间的电腐蚀效应,使其短时间内受损严重,推断钢基无油轴承不适合现在的工作环境。
(2)链条传动机构设计不合理。传动装置部件价值较高,更换一根不锈钢传动链条价值3500元,一个传动大链轮价值6205元。原传动链条为碳钢材料,因海水腐蚀,经常断裂。后改为不锈钢链条,同样不适应,虽然提高了抗腐蚀性,但抗拉强度低,链条塑性拉长,造成链条打滑,反而出现了断销、大齿轮磨损等故障。因此,在设备所处环境下,无法密封的链条传动机构自然故障率居高不下,不适合现场实际工况。
(3)过载保护装置不合理。调查中发现,过载保护装置误动作频繁发生。传动装置过载时,主动端的传动轴套剪断保险销,小齿轮失去动力而停止。装置的弊端在于长期运行后,由于金属疲劳与环境腐蚀作用及链条传动机构工作不稳定产生的冲击力,保险销意外断裂的可能性大大增加,并且过载值无法精确量化和检验,即无法确定动作值。
(4)缺少网板链条拉伸测量报警装置。实际检修中已经证明了底弧坎与网块间的间隙是否符合标准,直接影响到网块的安全稳定运行,而要测量就必须将进水间全部隔离,使泵退出。恰恰在旋转滤网故障率较高的夏天,泵不可轻易退出,因此设计出合理的测量装置很有必要。
三、对策计划与实施
1.对策计划
原钢基无油轴承技改更换,提高其防腐耐磨性能。采用新型传动方式,传动机构全部密封,避免与海边空气接触。改为可迅速恢复并可准确调整其过载数值的保护装置。设计测量网块链条拉伸测量报警装置。
2.对策实施
在迎峰度夏前的准备工作中,提前安排2#机旋转滤网大修工作,在大修中实施对策计划。
(1)原钢基无油轴承技改更换,提高其防腐耐磨性能。实践证明,钢基无油轴承防腐耐磨性能差,不适合黄海水质。采用新型不锈钢基体无油轴承,将原钢基无油轴承全部更换,提高其抗腐蚀和耐磨损的性能。
(2)采用新型传动方式,传动机构全部密封,避免与海边空气接触。拆除已经锈蚀的链条传动机构,更换成蜗轮蜗杆传动,采用全密封150#机械油润滑,避免与海边空气及夹带泥沙的冲洗水接触。
(3)改为可迅速恢复并可准确调整其过载数值的保护装置。取消剪切保险销过载保护,配合蜗轮蜗杆传动机构使用新型装置。如图4所示,在摆线针轮减速机输出轴上加装预紧弹簧,通过V形端面的轴套将力矩传递给相咬合的V形端面的蜗杆套,再由蜗杆带动蜗轮。如果网块过载,超过预紧的弹簧力,相咬合的V形端面脱扣,电机空转。
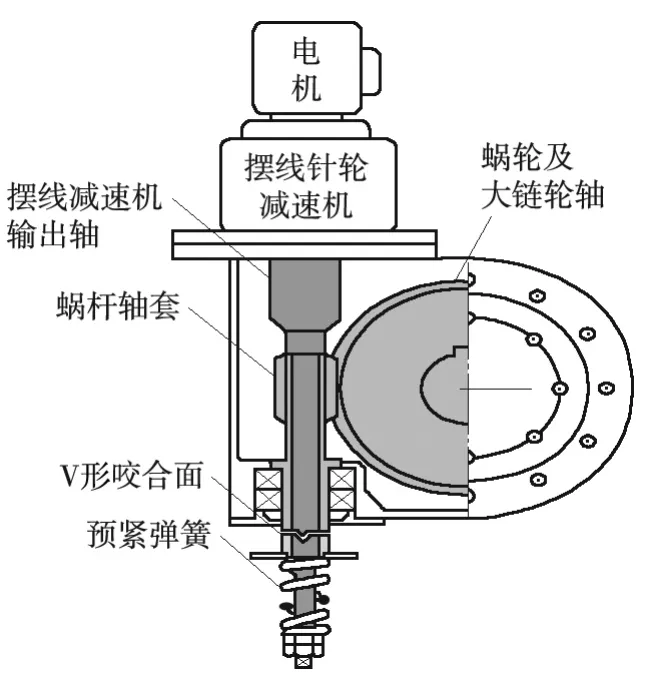
图4 改进的过载保护装置
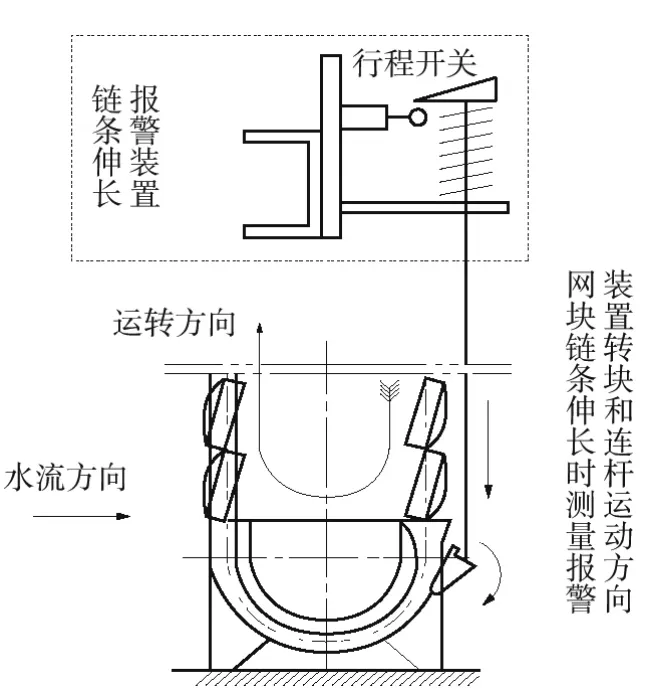
图5 网块链条拉伸测量报警装置
(4)设计测量网块链条拉伸测量报警装置(图5)。安装网块链条伸长测量报警装置,方便定期测量网块下沉情况。及时调整大链轮调整螺杆,保证网块按正确轨迹运行。
四、对策实施效果
大修改进结束的2#机旋转滤网投入运行后,为验证实施效果对其进行跟踪检查,并在2003年4—8月,进行了全面检查测量。实际运行时间1984 h,不锈钢基体无油轴承磨损增大间隙为0.26 mm,每1000 h磨损量0.13 mm。
同时依靠网块链条拉伸测量报警装置,每月对网块拉伸数值进行监视,并根据需要调整大链轮螺杆,保证网块稳定运行。采用新型传动机构和过载保护后,在统计期内故障次数为零。在2003年的迎峰度夏期间,旋转滤网故障率降到历史最低,节省各种费用43 550元。
