焊接试板采用气割法取样对试验结果的影响分析
2014-12-25刘水成
刘水成
(辽宁本溪大峪国家粮食储备,辽宁 本溪 117009)
0 前言
在理化试验室进行的机械性能试验、金相分析中,多数试样都是焊工考试,焊接工艺评定及产品试板,试验的准确与否,对焊工的操作技术;焊工工艺的合理与不合理;产品焊接质量的好与坏影响极大。其中对试验结果产生影响的因素很多,本文就其中一个方面,运用金属学的基本知识及金相分析的方法,观察采用气割方法切取的焊接式样,因存在热影响区其金属组织的变化情况,分析由于金属组织的变化对试验结果的的影响,以及今后应如何改进的建议。
1 实验材料及处理
试验材料采用A⒊钢,由十六化建公司焊工培训队第八期学员焊接。
从焊接试板上切取金相试样时,一个采用机械切削的方法,另一个采用气割的方法。
从试板上取样的部位,从焊接接头的横截面上截取,所取的截面包括焊缝金属,热影响区和母材三个部份。
从试板上取样的要求:机械切削方法切取的试样不能受到热影响,用气割法切取的试样应保留气割时产生的热影响区。
试样的加工方法:采用铣床,铣平后就停止加工,待下序进行。加工时采用冷却液冷却防止产生50 度以上的温度。
金相试样的磨制:首先在予磨机上进行粗磨,采用280# 水砂纸进行,试样磨到没有机械加工的粗大痕迹后,用金相砂纸进行细磨。使用金相砂纸要按砂纸的编号280#、320#、01#、02#、03#、04# 依次进行,合格后再移到抛光机上抛光,用显微镜放大100 倍,看不到划痕停止抛光。抛光材料采用氧化铝粉和人造金钢石研磨膏。
金相试样的腐蚀:抛光后的金相试样首先要进行清洗,清洗干净后用95%以上的酒精冲洗,以便去掉水分促进蒸发,并且马上用吹风机吹干。吹干后的试样用4%的硝酸酒精溶液侵蚀时间不限,以清晰的显示金属组织为准。侵蚀清晰后马上用水洗净,再用95%的酒精冲洗,然后快速用吹风机吹干,以防产生锈蚀影响观察效果。
金相组织的检验使用XJL—02A 型立式金相显微镜进行。为了观察与比较方便将金相组织放大到100 倍进行显微照像、制成图片。
2 试验结果观察与分析
2.1 图片制作
首先用显微镜检查机械切削方法切取的金相试样面,以焊缝、过热区、正火区、不完全正火区的顺序进行,再用显微镜检查气割法切取的金相试样面顺序同上。
在检查过程中选取典型组织逐一摄像,摄像的曝光时间10 秒,然后进行冲洗。底片的显影时间为2~4 分钟,定影时间为10 分钟。显影液配方为D—72 型,定影液配方为普通定影液。印像曝光时间为2 秒钟左右,显影时间为2 分钟左右,定影时间为10 分钟。显影、定影配方与胶片相同,显影液可按1:2 兑水将原液冲淡。
2.2 金相图片的观察分析
首先观察一下用机械切削方法切取的焊接试样金相金属显微组织照片如图1、图2、图3 所示。
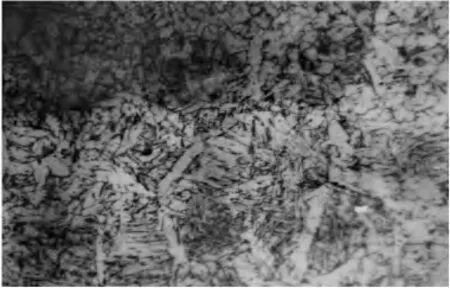
图1 观察100x:上部是焊缝,下部是过热区
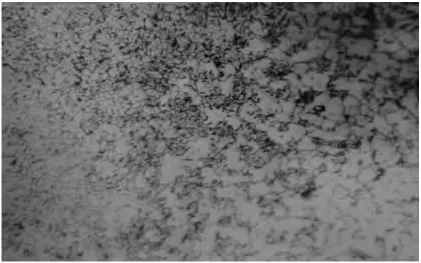
图2 观察100x:左部是正火区,右部是不完全正火区
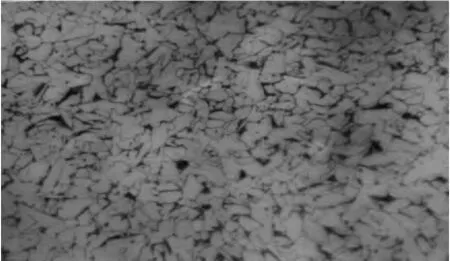
图3 观察100x:母材
图1 是焊缝和过热区的金属组织情况,从图中可看到焊缝的组织呈粗大的柱状结晶,柱状结晶的产生是在焊接时电弧离出,熔池冷却时在母材坡口处未完全熔化的晶粒(即半熔化晶粒)便成为熔池金属的结晶核心,凝固后部分焊缝金属和坡口处的母材金属形成许多共同晶粒,即所谓晶内结晶,如图4 所示。
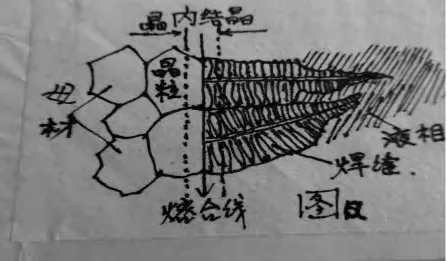
图4
由图4 中可看到焊缝晶粒的大小,很大程度上取决于熔池相接处母材的晶粒大小。通常情况下焊缝结晶从半熔化晶粒开始,垂直于焊缝与母材的交线(熔合线),向散热的反方向,向焊缝中心生长,这样形成的焊缝晶粒,称为柱状结晶。
与焊缝相接的是过热区,组织为粗大的魏氏组织,魏氏组织是由网针状铁素体与珠光体组织组成。魏氏组织的产生是因为焊接时产生的1100℃至1493℃的高温,使这一区域的奥氏体晶粒变得十分粗大,在焊后迅速冷却的条件下便产生了粗大的魏氏组织。魏氏组织是一种典型的过热组织,其组织特征是铁素体一部分沿奥氏体晶界呈网状分布,另一部分以平行状态伸向奥氏体晶粒内部而析出,析出铁素体后剩余奥氏体转变为珠光体,珠光体略粗。另外魏氏组织能显著降低材料的塑性和韧性,使冲击值恶化。
图2 是正火区和不完全正火区的金属组织情况。从图2 中可以看到正火区的组织很细,它的晶粒度为8 级,他的金属组织是由铁素体和珠光体组成。正火区的金属组织细化的原因是因为焊接时产生的高温,使这一区域被加热到900℃以上至1100℃,使铁素体和珠光体全部转化为奥氏体,但由于焊接时加热速度很快,而高温下停留的时间又短,奥氏体晶粒还未十分长大,该区就空冷下来了,所以,在这种情况下就得到了均匀细小的铁素体和珠光体组织。该区的金属组织相当于热处理中的正火组织。因此,综合机械性能是比较好的。
与正火区相连的是不完全正火区,它的金属组织为铁素体和珠光体组成,晶粒度为6~8 级。从图2 中可以清楚的看到此区域的晶粒大小、分布都极不均匀,这主要是因为焊接时所产生的高温使这一区域被加热到了723℃~900℃之间,当温度稍高于723℃时珠光体便转变为奥氏体,随着温度的升高,部分铁素体溶入奥氏体,但还有部分铁素体保留下来,在空冷下来时奥氏体便转变为细小的铁素体和珠光体,而未溶入奥氏体的铁素体随温度升高,晶粒略有长大,在空冷后铁素体又不发生转变,所以就出现了晶粒大小,分布不均的状态。这种组织状态对机械性能有极不良的影响,尤其是此区强度最低。
图3:是母材的金属组织情况,从这张照片上可以看到母材的金属组织全部是由铁素体和珠光体组成。晶粒度在5~6 级之间,分布均匀一致。
下面再看一下用气割法切取的焊接试样金相显微组织照片图5、图6、图7。并与图1、图2、图3 进行比较分析。

图5 观察100x:上部是焊缝,下部是过热区
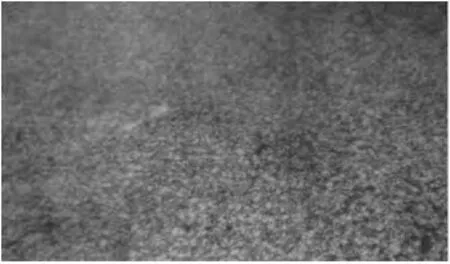
图6 观察100x:左上部是正火区,右下部是不完全正火区

图7 观察100x:母材
图5:是焊缝和过热区的金属组织照片。从图5 中可以看到焊缝的金属组织是由铁素体和珠光体组成,晶粒度7~8 级。与图1,比较发现粗大的粒状结晶已全部消失,晶粒已完全细化。从图5 中还可以看到柱状晶粒转变后的痕迹,铁素体表现的比较集中。在这里使焊缝金属组织细化的原因是,焊缝金属组织受到了气割时产生的高温影响,此时的温度约在900~1100 之间,使得原组织铁素体和珠光体全部转变为奥氏体,由于气割时产生的高温停留时间很短,奥氏体晶粒还未十分长大就空冷下来了,这一过程,相当于热处理的正火过程。
根据图5 的组织情况和晶粒的细化程度,可以这样认为:此焊缝金属的机械性能比没有受到气割时产生高温影响的图1 的焊缝金属机械性能有了较大的提高,原始的焊缝金属组织已完全改变,现已不能代表原焊缝的实际状态。
图5 过热区的金属组织与焊缝一样,也形成了细而均匀的铁素体和珠光体,晶粒度为7~8 级。原粗大的魏氏组织已见不到,它的转变过程与图5 中焊缝柱状晶的转变过程相同。
图6 是正火区和不完全正火区的金属组织照片。图6 的左上部是正火区,右下部是不完全正火区。从图中的金属组织来看,左右两边基本上是一致的,晶粒等级也相同都是8 级,但与图2 比较可以发现两张图正火的金属组织和晶粒度基本上是一致的,没有产生什么变化。不完全正火区图6 与图2 就有明显的不同,在图2 中可看到它的金属组织为分布不均的略大铁素体和细小珠光体,晶粒度为6~8 级。而图6 中看到的却是均匀细小的铁素体和珠光体。在这里,使其晶粒细化的原因还是因为受到了气割时产生的高温影响,使原金属组织结构进行了一次转变的结果,转变过程与图5 相同。
图7 是母材的金属组织照片。图的左边是魏氏组织,中间是大小不同,分布不均的铁素体和珠光体组织,右边是细小的铁素体与珠光体组织。晶粒度分别为5 级、6~8 级、8 级。
图7 这张照片是在母材的两个位置拍摄的魏氏组织,是在试样靠近气割嘴附近观察到的,宽度为1 毫米。如图7 所示,在气割时试样与割嘴的最近处温度最高,热影响区也最大,当最高温度达到1300℃以上时,就使晶粒变的十分粗大,当割嘴离开割开的试样继续往前走时,试样就迅速的空冷下来,产生了魏氏组织,其金属组织特征与图1 的过热区金属组织特征一样。晶粒度为4~5 级。
中间部分是在试样母材上观察到的第二种金属组织,这种金属组织在母材有两块,宽度约为3~4 毫米。这是一种不完全正火区的金属组织特征,铁素体晶粒粗大,分布不均,珠光体已细化。
右边部分是在试样母材上观察到的第三种金属组织,这是采用气割法切取的试样面上面积最大的一种金属组织。这是一种正火组织,与采用机械方法切取的试样正火区金属组织一样,晶粒细小均匀,金属组织由铁素体和珠光体组成。
母材这三种金属组织的转变过程,与图1 的过程热区、图2 的正火区、不完全正火区的金属组织转变完全相同。在此就不重复叙述。
在这块试样的母材中产生三种组织的原因,是由于气割产生的断面高低不平,在进行金相试样加工时,为了保留气割产生的热影响区,试样断面低的地方切削掉的金属就少些,因而就保留了过热区和正火区。而原来较高的地方切削掉的金属就多些,使过热区和正火区被加工时切削掉了,只保留了不完全正火区。所以在母材中就表现出了这三种不同的组织。
3 结论与建议
3.1 经过对两种不同取样方法的金属金相显微组织的观察分析可以得到这样的结论:
3.1.1 采用气割法切取焊接试样,由于留有热影响区,可以完全改变焊接试样的金属显微组织,使原金属显微组织消失,还能改变焊接试样的晶粒等级,使原晶粒变的细小或粗大不均。
3.1.2 采用气割法切取焊接试样,由于金属显微组织和晶粒度的改变,就使焊接试样的机械性能受到影响,使强度、塑性、硬度及韧性得到不同程度的改变。
3.1.3 由于采用气割法取样存在以上问题,所以,实验结果的准确性和可靠性就完全得不到保证,因而也就不能提供任何有价值的,准确可靠的实验数据,也就失去了进行实验的目的和意义。
3.1.4 既然实验结果已经不能真实的反应焊接的实际状况,那也就对焊工考试、焊接工艺评定及产品试板完全失去了控制。这样,就可能给安全生产、产品质量带来严重的后果,还可能影响焊接人员素质的提高,甚至影响到企业经济效益的提高。
3.2 为了消除焊接试板气割取样时产生的热影响,建议采取以下措施:
3.2.1 组织焊接试板取样专业人员进行学习和培训,熟练掌握国家关于焊接试板取样的标准,并在取样时严格按国家标准执行。
3.2.2 焊接试板取样要定专人进行,并有试验单位认可的人员进行监督检查,或统一由试验单位进行焊接试样的取样工作。
3.2.3 尽可能采用机械切削的方法切取焊接试板试样,以保证试样处于原始焊接状态,如果条件不允许,必须要采用气割法切取焊接试板试样时,一定要在试样的每边留有10 毫米的加工余量,以便去掉热影响区,保证试样试验的准确性。
[1]金属材料及热处理[M].上海人民出版社,1973,8.
[2]金相图谱[M].水利电力出版社,1979,11.
[3]结构钢金相图谱[M].机械工业出版社.
[4]焊工培训教材[M].中国水利水电出版社,1980,6.
[5]焊接标准手册[Z].机械工业部,东方锅炉厂科学技术咨询中心、标准化室、总师办公室.
[6]金相分析技术[Z].上海交通大学520 教研组,1980.
